Potrebbero piacerti anche
- Introducción Al Psoc5Lp: Teoría y aplicaciones prácticaDa EverandIntroducción Al Psoc5Lp: Teoría y aplicaciones prácticaNessuna valutazione finora
- 115 Ejercicios resueltos de programación C++Da Everand115 Ejercicios resueltos de programación C++Nessuna valutazione finora
- Lenguaje ENSAMBLADORDocumento12 pagineLenguaje ENSAMBLADORMarlon MatamorosNessuna valutazione finora
- Presentacion Pic16f887 3Documento70 paginePresentacion Pic16f887 3Juan Daniel Trevizo MedinaNessuna valutazione finora
- EntregableDocumento11 pagineEntregablePAOLO VIZCONDE DIAZNessuna valutazione finora
- Z267-Practica de Laboratorio Calificado 1 40482Documento9 pagineZ267-Practica de Laboratorio Calificado 1 40482Kevin Avilés TorresNessuna valutazione finora
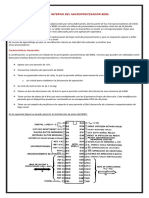
- El Microprocesador 8086Documento5 pagineEl Microprocesador 8086Fabrizio PortilloNessuna valutazione finora
- Maynar Kong Lenguaje Ensamblador de Macro Assembler - 1Documento118 pagineMaynar Kong Lenguaje Ensamblador de Macro Assembler - 1Christina Rosemary CortezNessuna valutazione finora
- Microprocesador 8085Documento7 pagineMicroprocesador 8085Percy VillegasNessuna valutazione finora
- PLC PDFDocumento33 paginePLC PDFOsbaldoSolorzanoHerreraNessuna valutazione finora
- Taller PLCDocumento33 pagineTaller PLCjohn33% (3)
- Trabajo 2º TrimestreDocumento60 pagineTrabajo 2º Trimestreevergreen1977Nessuna valutazione finora
- Ejercicios de Programacic3b3n Resueltos Con Step 7 PDFDocumento71 pagineEjercicios de Programacic3b3n Resueltos Con Step 7 PDFSpawnkarioto100% (1)
- Caracteristicas Generales de 8085Documento34 pagineCaracteristicas Generales de 8085Zabdiel Culebro HIpolitoNessuna valutazione finora
- Arquitectura 8086Documento16 pagineArquitectura 8086CastroNessuna valutazione finora
- Funciones LogoDocumento22 pagineFunciones LogoJehison EscobarNessuna valutazione finora
- Introducción A Los MicroprocesadoresDocumento10 pagineIntroducción A Los MicroprocesadoresBibiano Cortés ToledoNessuna valutazione finora
- Presentación de Unidad 3Documento51 paginePresentación de Unidad 3José Armando Cruz VillaNessuna valutazione finora
- Manual en EspañolDocumento680 pagineManual en EspañolBladimir Ruiz82% (11)
- Unidad 1 - IntroduccionDocumento35 pagineUnidad 1 - IntroduccionJavier CardenasNessuna valutazione finora
- Micro 8051Documento14 pagineMicro 8051Hugo ReyesNessuna valutazione finora
- Laboratorio PLCDocumento17 pagineLaboratorio PLCKenny Jiménez RuizNessuna valutazione finora
- Tutorial AVR StudioDocumento6 pagineTutorial AVR StudioJuan TrigoNessuna valutazione finora
- Controlador Lógico Programable PLCDocumento8 pagineControlador Lógico Programable PLCRodolfo RuaroNessuna valutazione finora
- Estructura de Un Programa en Lenguaje EnsambladorDocumento4 pagineEstructura de Un Programa en Lenguaje EnsambladorOswaldo GarciaNessuna valutazione finora
- Organizaci N Del MicroprocesadorDocumento7 pagineOrganizaci N Del Microprocesadoragustin cordobaNessuna valutazione finora
- SIMULADORDocumento14 pagineSIMULADORCristian Flores MartínezNessuna valutazione finora
- Programacion TwidoDocumento21 pagineProgramacion TwidopedrotaraNessuna valutazione finora
- Etiquetas y Registros de Banderas FcochcDocumento12 pagineEtiquetas y Registros de Banderas FcochcFrancisco Chirino CarbajalNessuna valutazione finora
- Prácticas y Tareas CLA - 16Documento16 paginePrácticas y Tareas CLA - 16H Tavera0% (1)
- Electrónica Digital Proyecto y TrabajoDocumento6 pagineElectrónica Digital Proyecto y TrabajoMarceloNessuna valutazione finora
- GR Mad42Documento37 pagineGR Mad42Javier Rodriguez CubiNessuna valutazione finora
- Manual de UsuarioDocumento48 pagineManual de UsuariopruebajggNessuna valutazione finora
- 1.1.6 A 1.1.8ADocumento10 pagine1.1.6 A 1.1.8AabigailNessuna valutazione finora
- Lectura de DTI - S y Norma ASI - IIDocumento16 pagineLectura de DTI - S y Norma ASI - IIJ Alfredo Cruz MtzNessuna valutazione finora
- Sistemas DigitalesDocumento22 pagineSistemas DigitalesCarlos JavierNessuna valutazione finora
- Autotronica 5.1 PDFDocumento11 pagineAutotronica 5.1 PDFAdderly Chinchero TorresNessuna valutazione finora
- MCTRL-LPLC-V002Documento13 pagineMCTRL-LPLC-V002Alejandro HernandezNessuna valutazione finora
- Ejemplos TemporizadoresDocumento17 pagineEjemplos TemporizadoresEmilio BonnetNessuna valutazione finora
- Manual Del At89c51Documento9 pagineManual Del At89c51Asdrubal GonzalezNessuna valutazione finora
- 8085 Cas18Documento50 pagine8085 Cas18Carlos Javier BarriosNessuna valutazione finora
- 01-Introducción A Los PLCDocumento17 pagine01-Introducción A Los PLCKleber YappertNessuna valutazione finora
- Microprocesador 8085Documento9 pagineMicroprocesador 8085Martín LañónNessuna valutazione finora
- PLCDocumento33 paginePLCfrancisvizNessuna valutazione finora
- Microcontrolador PIC16F887Documento21 pagineMicrocontrolador PIC16F887Marving Velásquez RivasNessuna valutazione finora
- Tutorial PIC16F877A Algunas MejorasDocumento26 pagineTutorial PIC16F877A Algunas MejorasJose Luis Sovero AstoamanNessuna valutazione finora
- Basico Omron ProgramacionDocumento40 pagineBasico Omron ProgramacionBertii TaNessuna valutazione finora
- Ai10 Tarea1Documento6 pagineAi10 Tarea1Jueguitos Mundo100% (1)
- Informe Del AluDocumento8 pagineInforme Del AluIvan Riofrio UrbinaNessuna valutazione finora
- Atp DrawDocumento9 pagineAtp DrawDiego Zegarra ValverdeNessuna valutazione finora
- Atp DrawDocumento9 pagineAtp DrawDiego Zegarra ValverdeNessuna valutazione finora
- Rec3924Spanish PDFDocumento98 pagineRec3924Spanish PDFcustodio perezNessuna valutazione finora
- Filtro adaptativo: Mejora de la visión por computadora mediante filtrado adaptativoDa EverandFiltro adaptativo: Mejora de la visión por computadora mediante filtrado adaptativoNessuna valutazione finora
- Reparación de instalaciones automatizadas. ELEE0109Da EverandReparación de instalaciones automatizadas. ELEE0109Nessuna valutazione finora
- Sistemas de control integrados en bienes de equipo y maquinaria industrial y elaboración de la documentación técnica. FMEE0208Da EverandSistemas de control integrados en bienes de equipo y maquinaria industrial y elaboración de la documentación técnica. FMEE0208Nessuna valutazione finora
- Compilador C CCS y Simulador Proteus para Microcontroladores PICDa EverandCompilador C CCS y Simulador Proteus para Microcontroladores PICValutazione: 2.5 su 5 stelle2.5/5 (5)
- Prácticas de redes de datos e industrialesDa EverandPrácticas de redes de datos e industrialesValutazione: 4 su 5 stelle4/5 (5)
- Informacion de La EscuelaDocumento3 pagineInformacion de La EscuelaEVELYN PEREZ RIOSNessuna valutazione finora
- Envases Inteligentes para La Conservación de Los AlimentosDocumento7 pagineEnvases Inteligentes para La Conservación de Los AlimentosYeni EscamillaNessuna valutazione finora
- Identidad InstitucionalDocumento3 pagineIdentidad InstitucionalGabriel E . Lerroux D' HelanderNessuna valutazione finora
- SII 2015 Tasación Vehículos PesadosDocumento723 pagineSII 2015 Tasación Vehículos PesadosBioBioChileNessuna valutazione finora
- Evaluacion Parcial 1Documento3 pagineEvaluacion Parcial 1Matematica Fisica EstadisticaNessuna valutazione finora
- Copia de Technology Consulting - by SlidesgoDocumento7 pagineCopia de Technology Consulting - by SlidesgoPipe RodriguezNessuna valutazione finora
- G12 Rompecabezas Benites-ValdiviesoDocumento26 pagineG12 Rompecabezas Benites-ValdiviesoLuis Valdivieso PolancoNessuna valutazione finora
- UTP Ejercicios de Laboratorio 14 HITD (Soto)Documento20 pagineUTP Ejercicios de Laboratorio 14 HITD (Soto)Jhon Kenedy Rosvelt WhashitonNessuna valutazione finora
- Diagrama de FlujoDocumento5 pagineDiagrama de FlujoHamer Percy Huahuacondo AcsaraNessuna valutazione finora
- Culturaeconomica 90Documento84 pagineCulturaeconomica 90Vicente RojasNessuna valutazione finora
- Modelo de ContratacionDocumento4 pagineModelo de ContratacionAnonymous KnK6kC5ENessuna valutazione finora
- NTP 111.031 - Estación de Compresión, Módulos Contenedores o de Almacenamiento, y Estación de Descarga para El Gas Natura 1Documento48 pagineNTP 111.031 - Estación de Compresión, Módulos Contenedores o de Almacenamiento, y Estación de Descarga para El Gas Natura 1Karem Jeanette Saenz Bernal100% (3)
- Longitud de Anclaje y Desarrollo Del RefuerzoDocumento5 pagineLongitud de Anclaje y Desarrollo Del RefuerzoDany Aguirre MendozaNessuna valutazione finora
- Silabus-Comportamiento Del Consumidor y Sociologia Comercial 2Documento2 pagineSilabus-Comportamiento Del Consumidor y Sociologia Comercial 2Jose Rodrigo Hoss SanchezNessuna valutazione finora
- TALLER-4-Gabriel Aaron Barboza TroncosoDocumento7 pagineTALLER-4-Gabriel Aaron Barboza TroncosoAaronNessuna valutazione finora
- Silabo Estructuras de Concreto Armado (Unj 2022-02)Documento8 pagineSilabo Estructuras de Concreto Armado (Unj 2022-02)ING. EUCLIDES POCLIN TUESTANessuna valutazione finora
- Plan Contingencia Polvorin NDocumento14 paginePlan Contingencia Polvorin NLuisEduardoHerreraCamargo100% (3)
- Iperc - SigDocumento27 pagineIperc - Sigangela vegasNessuna valutazione finora
- Ciencia y Tecnologia 18vlDocumento209 pagineCiencia y Tecnologia 18vlJuan Guevara100% (1)
- Ieee Termistores0Documento2 pagineIeee Termistores0Orlando PinedaNessuna valutazione finora
- Gonzalez - Trejo - José Francisco - Grupo 10° DDocumento11 pagineGonzalez - Trejo - José Francisco - Grupo 10° DJosé Francisco Gonzalez TrejoNessuna valutazione finora
- Mantenimiento Basado en Condición y Análisis de Fallas T3Documento45 pagineMantenimiento Basado en Condición y Análisis de Fallas T3Diego Altamirano100% (2)
- Mate3032 Arturo PortnoyDocumento5 pagineMate3032 Arturo PortnoyMaritza RuizNessuna valutazione finora
- Sintesis Mapa ConceptualDocumento7 pagineSintesis Mapa ConceptualElmosNessuna valutazione finora
- Roles y Funciones de Una Oficina de Administración de ProyectosDocumento9 pagineRoles y Funciones de Una Oficina de Administración de ProyectosCrojuar100% (1)
- Diagnostico de La Situacion Actual ColquepataDocumento14 pagineDiagnostico de La Situacion Actual ColquepataUriel LauraNessuna valutazione finora
- Ventas - Dev. Reb Desc OPERACIONESDocumento1 paginaVentas - Dev. Reb Desc OPERACIONEScarloscasillo0Nessuna valutazione finora
- Caso Odebrecht: Angie Natalia Moreno Villamil Maria Isabel Urueña Muñoz Maira Fernanda Perez RojasDocumento8 pagineCaso Odebrecht: Angie Natalia Moreno Villamil Maria Isabel Urueña Muñoz Maira Fernanda Perez RojasDaniela Coy AyalaNessuna valutazione finora
- Charla 5 Minutos La Seguridad General EsDocumento1 paginaCharla 5 Minutos La Seguridad General Esjoa rodriguezNessuna valutazione finora
- Manfredi - Trabajo FinalDocumento10 pagineManfredi - Trabajo FinalPablo ManfrediNessuna valutazione finora