Potrebbero piacerti anche
- Steel Cals SimpleDocumento53 pagineSteel Cals SimpleVashish RamrechaNessuna valutazione finora
- 2017 1 Art 06 PDFDocumento12 pagine2017 1 Art 06 PDFG V LakshmiNessuna valutazione finora
- Equipment ListDocumento10 pagineEquipment ListVashish RamrechaNessuna valutazione finora
- Piping FormulaeDocumento9 paginePiping FormulaeVashish RamrechaNessuna valutazione finora
- Beam CantileverDocumento16 pagineBeam CantileverAdam SlametNessuna valutazione finora
- Max Allowable Pressure of Pipes and Pipellines CER 04022013 1 (V. S. Kumar Unprotected)Documento106 pagineMax Allowable Pressure of Pipes and Pipellines CER 04022013 1 (V. S. Kumar Unprotected)Vashish Ramrecha100% (1)
- Gantt ChartDocumento6 pagineGantt ChartVashish RamrechaNessuna valutazione finora
- ISA SymbolsDocumento1 paginaISA SymbolsmustafasandikciNessuna valutazione finora
- DC CD Enteric Line List TemplateDocumento1 paginaDC CD Enteric Line List TemplateVashish RamrechaNessuna valutazione finora
- DC CD Enteric Line List TemplateDocumento1 paginaDC CD Enteric Line List TemplateVashish RamrechaNessuna valutazione finora
- SLS in Manufacturing Sector-7thProofDocumento90 pagineSLS in Manufacturing Sector-7thProofVashish RamrechaNessuna valutazione finora
- Steel Beam BS 5950Documento17 pagineSteel Beam BS 5950Vashish RamrechaNessuna valutazione finora
- In-Text: (Nickerson and Buist, 2008) Bibliography: Nickerson, D. and Buist, M. (2008) - Practical Application of Cellml 1.1: The IntegrationDocumento1 paginaIn-Text: (Nickerson and Buist, 2008) Bibliography: Nickerson, D. and Buist, M. (2008) - Practical Application of Cellml 1.1: The IntegrationVashish RamrechaNessuna valutazione finora
- 3 - Tips For Professional Engineer Interview in MalaysiaDocumento19 pagine3 - Tips For Professional Engineer Interview in Malaysiazahrul azha100% (8)
- Steel Cals SimpleDocumento53 pagineSteel Cals SimpleVashish RamrechaNessuna valutazione finora
- Gantt ChartDocumento6 pagineGantt ChartVashish RamrechaNessuna valutazione finora
- 3.0 Strike Receivers AssessmentDocumento5 pagine3.0 Strike Receivers AssessmentVashish RamrechaNessuna valutazione finora
- Why Isometric Drawings Are RequiredDocumento30 pagineWhy Isometric Drawings Are RequiredVashish RamrechaNessuna valutazione finora
- Roll 2015Documento26 pagineRoll 2015Vashish RamrechaNessuna valutazione finora
- Training Record Book 2011 PDFDocumento25 pagineTraining Record Book 2011 PDFsarwarrosunNessuna valutazione finora
- Technical Report SynopsisDocumento3 pagineTechnical Report SynopsisAzharuddin_kfupmNessuna valutazione finora
- Guidelines For Registration As A Professional Engineer - Peb SingaporeDocumento9 pagineGuidelines For Registration As A Professional Engineer - Peb SingaporejeffreymacaseroNessuna valutazione finora
- Pump Handbook by GrundfossDocumento156 paginePump Handbook by GrundfossSyam Tawakkal100% (1)
- Edited FixturesDocumento67 pagineEdited FixturesVashish RamrechaNessuna valutazione finora
- Legacy ECSA ProfEng Appform TERDocumento1 paginaLegacy ECSA ProfEng Appform TERVashish RamrechaNessuna valutazione finora
- Legacy ECSA ProfEng Appform TESDocumento1 paginaLegacy ECSA ProfEng Appform TESVashish RamrechaNessuna valutazione finora
- The Gurney Flap: A Case Study: 1.1 Issues in Wing DesignDocumento9 pagineThe Gurney Flap: A Case Study: 1.1 Issues in Wing DesignVashish RamrechaNessuna valutazione finora
- DSG MechDocumento8 pagineDSG MechVashish RamrechaNessuna valutazione finora
- CH-4 Shells Under External PressureDocumento64 pagineCH-4 Shells Under External PressureVashish RamrechaNessuna valutazione finora
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (73)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (120)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- 5.0008786 Aluminum GrapheneDocumento11 pagine5.0008786 Aluminum GrapheneBensinghdhasNessuna valutazione finora
- VOTOL EMController Manual V2.0Documento18 pagineVOTOL EMController Manual V2.0Nandi F. ReyhanNessuna valutazione finora
- Waste Biorefinery Models Towards Sustainable Circular Bioeconomy Critical Review and Future Perspectives2016bioresource Technology PDFDocumento11 pagineWaste Biorefinery Models Towards Sustainable Circular Bioeconomy Critical Review and Future Perspectives2016bioresource Technology PDFdatinov100% (1)
- English For Academic and Professional Purposes - ExamDocumento3 pagineEnglish For Academic and Professional Purposes - ExamEddie Padilla LugoNessuna valutazione finora
- Meta100 AP Brochure WebDocumento15 pagineMeta100 AP Brochure WebFirman RamdhaniNessuna valutazione finora
- Transfert de Chaleur AngDocumento10 pagineTransfert de Chaleur Angsouhir gritliNessuna valutazione finora
- Building Material Supplier in GurgaonDocumento12 pagineBuilding Material Supplier in GurgaonRodidustNessuna valutazione finora
- TPDocumento10 pagineTPfaisal gaziNessuna valutazione finora
- Installing Surge Protective Devices With NEC Article 240 and Feeder Tap RuleDocumento2 pagineInstalling Surge Protective Devices With NEC Article 240 and Feeder Tap RuleJonathan Valverde RojasNessuna valutazione finora
- 2.0. Design, Protection and Sizing of Low Voltage Electrical Installations (Wiring) To IEE Wiring Regulations BS 7671 MS IEC (IEC) 60364 - 16&17.12.15Documento2 pagine2.0. Design, Protection and Sizing of Low Voltage Electrical Installations (Wiring) To IEE Wiring Regulations BS 7671 MS IEC (IEC) 60364 - 16&17.12.15Edison LimNessuna valutazione finora
- 06 SAP PM Level 1 Role Matrix Template SampleDocumento5 pagine06 SAP PM Level 1 Role Matrix Template SampleRiteshSinhmar100% (1)
- Logistic RegressionDocumento7 pagineLogistic RegressionShashank JainNessuna valutazione finora
- Department of Ece, Adhiparasakthi College of Engineering, KalavaiDocumento31 pagineDepartment of Ece, Adhiparasakthi College of Engineering, KalavaiGiri PrasadNessuna valutazione finora
- Abnt NBR 16868 1 Alvenaria Estrutural ProjetoDocumento77 pagineAbnt NBR 16868 1 Alvenaria Estrutural ProjetoGIOVANNI BRUNO COELHO DE PAULANessuna valutazione finora
- Jinivefsiti: Sultan LorisDocumento13 pagineJinivefsiti: Sultan LorisSITI HAJAR BINTI MOHD LATEPINessuna valutazione finora
- OTP User Manual For English) v1,0Documento15 pagineOTP User Manual For English) v1,0auyinNessuna valutazione finora
- Superlab Manual PDFDocumento76 pagineSuperlab Manual PDFGabriela Soares100% (1)
- Project Name: Repair of Afam Vi Boiler (HRSG) Evaporator TubesDocumento12 pagineProject Name: Repair of Afam Vi Boiler (HRSG) Evaporator TubesLeann WeaverNessuna valutazione finora
- Atmel 46003 SE M90E32AS DatasheetDocumento84 pagineAtmel 46003 SE M90E32AS DatasheetNagarajNessuna valutazione finora
- Exploring-Engineering-And-Technology-Grade-6 1Documento5 pagineExploring-Engineering-And-Technology-Grade-6 1api-349870595Nessuna valutazione finora
- Installation Instructions INI Luma Gen2Documento21 pagineInstallation Instructions INI Luma Gen2John Kim CarandangNessuna valutazione finora
- Thesis TipsDocumento57 pagineThesis TipsJohn Roldan BuhayNessuna valutazione finora
- The Pneumatics of Hero of AlexandriaDocumento5 pagineThe Pneumatics of Hero of Alexandriaapi-302781094Nessuna valutazione finora
- Chapter 2 Short-Term SchedulingDocumento49 pagineChapter 2 Short-Term SchedulingBOUAZIZ LINANessuna valutazione finora
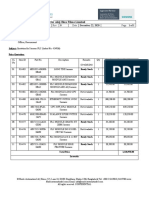
- LC For Akij Biax Films Limited: CO2012102 0 December 22, 2020Documento2 pagineLC For Akij Biax Films Limited: CO2012102 0 December 22, 2020Mahadi Hassan ShemulNessuna valutazione finora
- Saflex-Dg - 41 Data SheetDocumento5 pagineSaflex-Dg - 41 Data SheetrasheedgotzNessuna valutazione finora
- Anker Soundcore Mini, Super-Portable Bluetooth SpeakerDocumento4 pagineAnker Soundcore Mini, Super-Portable Bluetooth SpeakerM.SaadNessuna valutazione finora
- CE162P MODULE 2 LECTURE 4 Analysis & Design of Mat FoundationDocumento32 pagineCE162P MODULE 2 LECTURE 4 Analysis & Design of Mat FoundationPROSPEROUS LUCKILYNessuna valutazione finora
- Atomberg Gorilla FanDocumento12 pagineAtomberg Gorilla FanjothamNessuna valutazione finora
- FS-1040 FS-1060DN: Parts ListDocumento23 pagineFS-1040 FS-1060DN: Parts List1980cvvrNessuna valutazione finora