Potrebbero piacerti anche
- Trabajo Final-Caldera Acuotubular.Documento43 pagineTrabajo Final-Caldera Acuotubular.Anonymous iiyIrNUn100% (1)
- Trabajo O1-CalderasDocumento9 pagineTrabajo O1-CalderasAnonymous iiyIrNUnNessuna valutazione finora
- Trabajo Practico N 1Documento16 pagineTrabajo Practico N 1Anonymous fkPKGCWENessuna valutazione finora
- Unidad 2Documento8 pagineUnidad 2emilioNessuna valutazione finora
- Tipos de CalderasDocumento18 pagineTipos de CalderasAnonymous GhJKML5C100% (1)
- Informe Calderos TerminadoDocumento50 pagineInforme Calderos TerminadoChristian Dominguez VillafanaNessuna valutazione finora
- FFWDocumento50 pagineFFWChristian Dominguez VillafanaNessuna valutazione finora
- Análisis térmico de generador de vaporDocumento15 pagineAnálisis térmico de generador de vaporMariano MarcosNessuna valutazione finora
- Generadores de VaporDocumento19 pagineGeneradores de VaporRaul FernandezNessuna valutazione finora
- 06 Generador de VaporDocumento17 pagine06 Generador de VaporMartín Pérez CarranzaNessuna valutazione finora
- Calderas Trabajo Riesgos Proceso Productivo II SemestreDocumento21 pagineCalderas Trabajo Riesgos Proceso Productivo II SemestreErnesto Godoy ValdovinosNessuna valutazione finora
- Semana 4 Calderas AcuotubularesDocumento59 pagineSemana 4 Calderas AcuotubularesAlvaro Amc83% (6)
- CALDERASDocumento17 pagineCALDERASJORDINessuna valutazione finora
- Calderas AcuotubularesDocumento59 pagineCalderas Acuotubularessebastian100% (2)
- 06 Generador de VaporDocumento6 pagine06 Generador de VaporMiguel ValNessuna valutazione finora
- Calderas. T.#3Documento50 pagineCalderas. T.#3JonathanGutierrezNessuna valutazione finora
- Arranque de CalderasDocumento36 pagineArranque de CalderasAlex Juarez CastilloNessuna valutazione finora
- Unidad 3: Calderas de vaporDocumento20 pagineUnidad 3: Calderas de vaporGuillermo SosaNessuna valutazione finora
- Calderas industriales: historia, tipos y componentes enDocumento65 pagineCalderas industriales: historia, tipos y componentes enEduardo Reyes ZavaletaNessuna valutazione finora
- SobrecalentadoresDocumento30 pagineSobrecalentadoresLuis Enrique Martinez CarvajalNessuna valutazione finora
- Calderas o Generadores de VaporDocumento11 pagineCalderas o Generadores de VaporJDanielGS100% (1)
- Sistemas de Generacion de EnergiaDocumento42 pagineSistemas de Generacion de EnergiaChristian Jaime Sanchez100% (4)
- Plantas Generadoras de Vapor FinalDocumento4 paginePlantas Generadoras de Vapor FinalWilman Ardila BarbosaNessuna valutazione finora
- Calderas, Generadores de Vapor, Hornos y Secaderos en Eficiencia EnergéticaDocumento12 pagineCalderas, Generadores de Vapor, Hornos y Secaderos en Eficiencia EnergéticaSergio Becerra AnzaldoNessuna valutazione finora
- Laboratorio de Ingenieria Mecanica II - Calderos A VaporDocumento23 pagineLaboratorio de Ingenieria Mecanica II - Calderos A VaporMirko Yanque Tomasevich100% (1)
- Caldera AcuotubularDocumento44 pagineCaldera Acuotubularve_as100% (2)
- Generadores vaporDocumento13 pagineGeneradores vaporAngel CevallosNessuna valutazione finora
- Calderas de Vapor (Descripcion) PDFDocumento20 pagineCalderas de Vapor (Descripcion) PDFGibran García Duarte100% (1)
- TEMARIODocumento36 pagineTEMARIOAldo Celaya TonchezNessuna valutazione finora
- Tema 12. Identificación de Componentes de Instalaciones Calor y ACSDocumento24 pagineTema 12. Identificación de Componentes de Instalaciones Calor y ACSSergio Arribas DiazNessuna valutazione finora
- Calderas AcuatubularesDocumento52 pagineCalderas AcuatubularesWAGNER SERRANONessuna valutazione finora
- Geometrias de Los RecalentadoresDocumento5 pagineGeometrias de Los RecalentadoresYeismar SalamancaNessuna valutazione finora
- Análisis de rendimiento de generador de vaporDocumento8 pagineAnálisis de rendimiento de generador de vaporBenjamin PinedoNessuna valutazione finora
- Calderos de Uso IndustrialDocumento6 pagineCalderos de Uso IndustrialAndrewOlazabalNessuna valutazione finora
- Calderas para Plantas EléctricasDocumento20 pagineCalderas para Plantas EléctricasJohn Rios CernaNessuna valutazione finora
- Centrales Térmicas de CarbónDocumento8 pagineCentrales Térmicas de CarbónJuan Fernando Pacahuala ZuritaNessuna valutazione finora
- Equipos Mecanicos Unidad 3Documento21 pagineEquipos Mecanicos Unidad 3Ivan Edy DominguezNessuna valutazione finora
- Portafolio Unidad 2Documento22 paginePortafolio Unidad 2Manuelhilario Bravo HuertaNessuna valutazione finora
- ALTO HORNO-texto PDFDocumento49 pagineALTO HORNO-texto PDFCristian Galleguillos CortesNessuna valutazione finora
- 2.2 MyetDocumento17 pagine2.2 MyetJOSE ALFREDO HERNANDEZ BRICEÑONessuna valutazione finora
- Camara Torsional para Nueva CombustionDocumento5 pagineCamara Torsional para Nueva Combustioncesperon39100% (1)
- U1. Centrales Térmicas y Generadores de VaporDocumento16 pagineU1. Centrales Térmicas y Generadores de Vaporali sibajaNessuna valutazione finora
- Trabajo Investigacion PirotubularDocumento44 pagineTrabajo Investigacion PirotubularElias Condorhuaman BaltazarNessuna valutazione finora
- Generadores de VaporDocumento31 pagineGeneradores de Vaporkevin aguilarNessuna valutazione finora
- Hornos de FusiónDocumento35 pagineHornos de FusiónMauricio Molina Sejas100% (1)
- Unidad 2. Generadores de VaporDocumento25 pagineUnidad 2. Generadores de VaporJair Hdez100% (2)
- Unidad 2 Generadores de Vapor - CompressDocumento25 pagineUnidad 2 Generadores de Vapor - CompressEl Tomate CosmicoNessuna valutazione finora
- Generador de VaporDocumento13 pagineGenerador de VaporDiego Malqui AcostaNessuna valutazione finora
- Caldera de Tubos de AguaDocumento26 pagineCaldera de Tubos de AguaLuis Mario Gallego CamposNessuna valutazione finora
- Hornos para El Procesamiento Del PetróleoDocumento7 pagineHornos para El Procesamiento Del PetróleoRojas Lenny MiroslabaNessuna valutazione finora
- Caldera 25-11-15Documento33 pagineCaldera 25-11-15danodaniel32Nessuna valutazione finora
- Calderas pirotubulares: tipos y característicasDocumento12 pagineCalderas pirotubulares: tipos y característicasing_macbNessuna valutazione finora
- Calderas de tubos de humo o pirotubulares: tipos, componentes y ventajasDocumento11 pagineCalderas de tubos de humo o pirotubulares: tipos, componentes y ventajaskarlesco100% (1)
- Calderos de vapor: tipos, normas y funcionesDocumento32 pagineCalderos de vapor: tipos, normas y funcionesJosh Yôsef PinoNessuna valutazione finora
- Caldera de gas propano UNTELSDocumento17 pagineCaldera de gas propano UNTELSEduardo Manuel Puchuri MamaniNessuna valutazione finora
- El Mejor Libro de Preparación Para Tu Examen De Licencia De Operador De CalderaDa EverandEl Mejor Libro de Preparación Para Tu Examen De Licencia De Operador De CalderaNessuna valutazione finora
- Resumen de La Revolución Industrial de Thomas Ashton: RESÚMENES UNIVERSITARIOSDa EverandResumen de La Revolución Industrial de Thomas Ashton: RESÚMENES UNIVERSITARIOSNessuna valutazione finora
- Existen Objetivos Del Desarrollo OrganizacionalDocumento3 pagineExisten Objetivos Del Desarrollo OrganizacionalPedro JacoboNessuna valutazione finora
- El secreto de la felicidad: la gratitudDocumento3 pagineEl secreto de la felicidad: la gratitudPedro JacoboNessuna valutazione finora
- Modelo de Propuesta de Comedor 2018Documento4 pagineModelo de Propuesta de Comedor 2018Pedro Jacobo0% (1)
- Qué Son Los Partidos PolíticosDocumento3 pagineQué Son Los Partidos PolíticosPedro JacoboNessuna valutazione finora
- Drácula de Bram StokerDocumento4 pagineDrácula de Bram StokerPedro JacoboNessuna valutazione finora
- Paso 1 Elaborar La Minuta de Constitucion PDFDocumento4 paginePaso 1 Elaborar La Minuta de Constitucion PDFJhoset Cristian TMoNessuna valutazione finora
- Glosario AmbientalDocumento55 pagineGlosario AmbientalPedro JacoboNessuna valutazione finora
- La Cruz Es El LugarDocumento7 pagineLa Cruz Es El LugarPedro JacoboNessuna valutazione finora
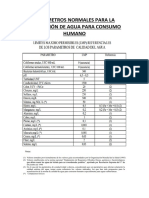
- Parámetros Normales para La Evaluación de Agua para Consumo HumanoDocumento6 pagineParámetros Normales para La Evaluación de Agua para Consumo HumanoPedro JacoboNessuna valutazione finora
- FATIGADocumento22 pagineFATIGAPedro JacoboNessuna valutazione finora
- Huye de La TentaciónDocumento5 pagineHuye de La TentaciónPedro JacoboNessuna valutazione finora
- Cómo Poner Un Negocio de Venta de RopaDocumento4 pagineCómo Poner Un Negocio de Venta de RopaPedro JacoboNessuna valutazione finora
- EconomiaDocumento10 pagineEconomiaPedro JacoboNessuna valutazione finora
- Por Un DolarDocumento5 paginePor Un DolarPedro JacoboNessuna valutazione finora
- Gastronomía de Chincha: platos y dulces típicosDocumento4 pagineGastronomía de Chincha: platos y dulces típicosPedro Jacobo71% (7)
- Navegadores y Exploradores WebDocumento11 pagineNavegadores y Exploradores WebPedro JacoboNessuna valutazione finora
- Caballero NegroDocumento3 pagineCaballero NegroPedro JacoboNessuna valutazione finora
- DerechoDocumento51 pagineDerechoPedro JacoboNessuna valutazione finora
- Es Hora de La LoncheraDocumento16 pagineEs Hora de La LoncheraPedro JacoboNessuna valutazione finora
- La Cultura Como Ser Esencial HumanoDocumento26 pagineLa Cultura Como Ser Esencial HumanoPedro JacoboNessuna valutazione finora
- AnorexiaDocumento6 pagineAnorexiaPedro MoreNessuna valutazione finora
- La Cultura La Creación Humana Del MundoDocumento21 pagineLa Cultura La Creación Humana Del MundoPedro JacoboNessuna valutazione finora
- Triptico La BallenaDocumento2 pagineTriptico La BallenaPedro Jacobo100% (1)
- Costo de ventas: US$100Documento3 pagineCosto de ventas: US$100Pedro JacoboNessuna valutazione finora
- Semana SantaDocumento3 pagineSemana SantaPedro JacoboNessuna valutazione finora
- Historia de La CarapulcraDocumento5 pagineHistoria de La CarapulcraPedro Jacobo100% (3)
- Fortaleza de Una MadreDocumento2 pagineFortaleza de Una MadrePedro JacoboNessuna valutazione finora
- Propuesta de Práctica Pedagógica N 2 MatematicaDocumento3 paginePropuesta de Práctica Pedagógica N 2 MatematicaPedro JacoboNessuna valutazione finora
- Los InocentesDocumento3 pagineLos InocentesPedro JacoboNessuna valutazione finora
- La Carapulcra ChinchanaDocumento5 pagineLa Carapulcra ChinchanaPedro JacoboNessuna valutazione finora
- Metodos de Analisis de Semillas - Pt.esDocumento16 pagineMetodos de Analisis de Semillas - Pt.esYoel Dávila RimarachínNessuna valutazione finora
- Cap-44 Cafe Guia Didactica ProfesorDocumento8 pagineCap-44 Cafe Guia Didactica ProfesorGuno PloiNessuna valutazione finora
- Informe Simulacro Municipalidad Distrital de TintaDocumento19 pagineInforme Simulacro Municipalidad Distrital de TintaToribio Yaule CutiNessuna valutazione finora
- QUIMICA Taller - Decimo-3-CorteDocumento4 pagineQUIMICA Taller - Decimo-3-CorteCristian MogollonNessuna valutazione finora
- In SumosDocumento32 pagineIn SumosAmarainy HerediaNessuna valutazione finora
- Fertilización y abonamiento del cacaoDocumento37 pagineFertilización y abonamiento del cacaoClisbec yesenia Retis AquinoNessuna valutazione finora
- VecinaDocumento13 pagineVecinaAntony Huamanlazo GuerreroNessuna valutazione finora
- Escrito de Contestación de La Demanda de Pensión de AlimentosDocumento9 pagineEscrito de Contestación de La Demanda de Pensión de AlimentosPERCY ERAZO HIDALGONessuna valutazione finora
- Hoja de Respuestas - 16 Factores de La PersonalidadDocumento2 pagineHoja de Respuestas - 16 Factores de La PersonalidadPedroNessuna valutazione finora
- Corre Despacio para Correr Más Rápido - FRDocumento6 pagineCorre Despacio para Correr Más Rápido - FREnzo100% (3)
- ENAM 2023 - Evaluación Diagnóstica - PARTE B - Sin ClavesDocumento27 pagineENAM 2023 - Evaluación Diagnóstica - PARTE B - Sin ClavesJAVIER REQUENANessuna valutazione finora
- Musculo Sub-Escapular en La Estabilidad Del La Articulación GlenhumeralDocumento53 pagineMusculo Sub-Escapular en La Estabilidad Del La Articulación GlenhumeralAntonio RamirezlNessuna valutazione finora
- Osteoporosis Fisioterapia CarreraDocumento14 pagineOsteoporosis Fisioterapia CarreraJose Rafael Quispe RamosNessuna valutazione finora
- Te KombuchaDocumento9 pagineTe KombuchaAntonio AisaNessuna valutazione finora
- 8 Cefalexina 500 MG Tabletas en InfeccionDocumento10 pagine8 Cefalexina 500 MG Tabletas en InfeccionRaquel PalominoNessuna valutazione finora
- Teografia de Los SignosDocumento67 pagineTeografia de Los SignosRenny100% (1)
- Siempre Ella - Mero LoorDocumento152 pagineSiempre Ella - Mero LoorRicardo AllanNessuna valutazione finora
- Multiplexor analógico 8 entradas 0-10V con salidas 0-4/20mADocumento4 pagineMultiplexor analógico 8 entradas 0-10V con salidas 0-4/20mAJosh MarrugoNessuna valutazione finora
- Otitis Causada Por NeumococoDocumento1 paginaOtitis Causada Por Neumococoleidy camachoNessuna valutazione finora
- Michelin XDR3 Espanhol BrochureDocumento2 pagineMichelin XDR3 Espanhol BrochureNico MNessuna valutazione finora
- Guía completa de Chumbivilcas: tradiciones, historia y atractivosDocumento16 pagineGuía completa de Chumbivilcas: tradiciones, historia y atractivosVilma Paucar Yucra100% (1)
- Tema 12 LINEA BASE - GANTT DE SEGUIMIENTO 2020Documento16 pagineTema 12 LINEA BASE - GANTT DE SEGUIMIENTO 2020Frank Bonzano BonzanoNessuna valutazione finora
- Los Cuatro MiedosDocumento1 paginaLos Cuatro MiedosNightme_LightNessuna valutazione finora
- Paulette Oakes-Domesticando Al SalvajeDocumento292 paginePaulette Oakes-Domesticando Al SalvajeANA50% (2)
- Room and PillarDocumento5 pagineRoom and PillarKevin Casanova Martínez100% (1)
- Esclerosis Multiple MinsalDocumento40 pagineEsclerosis Multiple MinsalyaritzaNessuna valutazione finora
- Malaria Elimination Overview ESDocumento10 pagineMalaria Elimination Overview ESKeren MartinezNessuna valutazione finora
- Religion 9° Terma 2Documento3 pagineReligion 9° Terma 2ana marsela censenaNessuna valutazione finora
- La neuroplasticidad cerebralDocumento4 pagineLa neuroplasticidad cerebralClay SandersonNessuna valutazione finora