Potrebbero piacerti anche
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Sustainable Project Management. The GPM Reference Guide: March 2018Documento26 pagineSustainable Project Management. The GPM Reference Guide: March 2018Carlos Andres PinzonNessuna valutazione finora
- PDF 5Documento75 paginePDF 5فرزاد ”Angra“ mavaraniNessuna valutazione finora
- Gr7 3rd PeriodicalDocumento2 pagineGr7 3rd PeriodicalElle GonzagaNessuna valutazione finora
- Archer AX53 (EU) 1.0 - DatasheetDocumento7 pagineArcher AX53 (EU) 1.0 - DatasheetLucNessuna valutazione finora
- Mcqs Ethics and CSR)Documento9 pagineMcqs Ethics and CSR)Maida TanweerNessuna valutazione finora
- ProposalDocumento8 pagineProposalapi-295634125Nessuna valutazione finora
- Case Study: Meera P NairDocumento9 pagineCase Study: Meera P Nairnanditha menonNessuna valutazione finora
- Resistor 1k - Vishay - 0.6wDocumento3 pagineResistor 1k - Vishay - 0.6wLEDNessuna valutazione finora
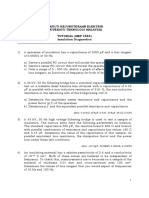
- Tutorial MEP1553 - Insulation DiagnosticsDocumento4 pagineTutorial MEP1553 - Insulation DiagnosticsSharin Bin Ab GhaniNessuna valutazione finora
- 6.T24 Common Variables-R14Documento29 pagine6.T24 Common Variables-R14Med Mehdi LaazizNessuna valutazione finora
- Fuel Supply Agreement - First DraftDocumento104 pagineFuel Supply Agreement - First DraftMuhammad Asif ShabbirNessuna valutazione finora
- 5d814c4d6437b300fd0e227a - Scorch Product Sheet 512GB PDFDocumento1 pagina5d814c4d6437b300fd0e227a - Scorch Product Sheet 512GB PDFBobby B. BrownNessuna valutazione finora
- Genetic Engineering AssignmentDocumento20 pagineGenetic Engineering AssignmentAcyl Chloride HaripremNessuna valutazione finora
- Nilfisck SR 1601 DDocumento43 pagineNilfisck SR 1601 DGORDNessuna valutazione finora
- 2UEB000133 ACS2000 4kV Motor Temp Supervision Rev BDocumento3 pagine2UEB000133 ACS2000 4kV Motor Temp Supervision Rev BSherifNessuna valutazione finora
- Geometric Driver Components Serial Copy: Topsolid'WoodDocumento22 pagineGeometric Driver Components Serial Copy: Topsolid'Wooddrine100% (1)
- Life Lessons AssignmentDocumento5 pagineLife Lessons Assignmentapi-332560669Nessuna valutazione finora
- Moon Chae-Won - AsianWiki - 1606832167285Documento6 pagineMoon Chae-Won - AsianWiki - 1606832167285CESHNessuna valutazione finora
- TUV300 T4 Plus Vs TUV300 T6 Plus Vs TUV300 T8 Vs TUV300 T10 - CarWaleDocumento12 pagineTUV300 T4 Plus Vs TUV300 T6 Plus Vs TUV300 T8 Vs TUV300 T10 - CarWalernbansalNessuna valutazione finora
- SYKES - Telework Work Area AgreementDocumento2 pagineSYKES - Telework Work Area AgreementFritz PrejeanNessuna valutazione finora
- New CVLRDocumento2 pagineNew CVLRanahata2014Nessuna valutazione finora
- Pepsi IMCDocumento19 paginePepsi IMCMahi Teja0% (2)
- DL5/DL6 With CBD6S: User ManualDocumento32 pagineDL5/DL6 With CBD6S: User ManualMeOminGNessuna valutazione finora
- LSM - Neutral Axis Depth CalculationDocumento2 pagineLSM - Neutral Axis Depth CalculationHimal KafleNessuna valutazione finora
- Misca 367 of 2008Documento5 pagineMisca 367 of 2008Kabelo TsehareNessuna valutazione finora
- Final Lpd1Documento6 pagineFinal Lpd1MONIC STRAISAND DIPARINENessuna valutazione finora
- 2 - McCullough HospitalDocumento2 pagine2 - McCullough HospitalGuru Charan ChitikenaNessuna valutazione finora
- BSNL PRBT IMImobile HPDocumento13 pagineBSNL PRBT IMImobile HPMithil AgrawalNessuna valutazione finora
- Bare Copper & Earthing Accessories SpecificationDocumento14 pagineBare Copper & Earthing Accessories SpecificationJayantha SampathNessuna valutazione finora
- SPOUSES DAVID B. CARPO & and RECHILDA S. CARPO V. ELEANOR CHUA and ELMA DY NGDocumento3 pagineSPOUSES DAVID B. CARPO & and RECHILDA S. CARPO V. ELEANOR CHUA and ELMA DY NGRengie GaloNessuna valutazione finora