Potrebbero piacerti anche
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- Extreme Privacy: Personal Data Removal Workbook & Credit Freeze GuideDocumento36 pagineExtreme Privacy: Personal Data Removal Workbook & Credit Freeze Guideblacksun_moon100% (2)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- Current Transformers How To Specify Them PDFDocumento36 pagineCurrent Transformers How To Specify Them PDFargari19Nessuna valutazione finora
- Theories & Practices in Local GovernanceDocumento21 pagineTheories & Practices in Local GovernanceLindsey MarieNessuna valutazione finora
- Concept of ERS in SAP MMDocumento9 pagineConcept of ERS in SAP MMARABINDA CHAKRAVARTYNessuna valutazione finora
- Coimbatore CompaniesDocumento3 pagineCoimbatore CompaniesSivakumar Subramaniam0% (1)
- All DrawingDocumento505 pagineAll DrawingMuyizere FabriceNessuna valutazione finora
- H31 411 HCNA LTE Exam DumpsDocumento13 pagineH31 411 HCNA LTE Exam DumpsAbu DaoudNessuna valutazione finora
- HMMERDocumento5 pagineHMMERemma698Nessuna valutazione finora
- Case Study's Business EthicsDocumento3 pagineCase Study's Business EthicsSanjay SainiNessuna valutazione finora
- ONDULEUR APC Easy UPS 3S 1-10 KVADocumento7 pagineONDULEUR APC Easy UPS 3S 1-10 KVAouattara yaya katiaNessuna valutazione finora
- Graylog Extractors RsyslogDocumento3 pagineGraylog Extractors RsyslogAndrey TNessuna valutazione finora
- Kingfisher CRMDocumento6 pagineKingfisher CRMAjit KanojiaNessuna valutazione finora
- Soc BookDocumento19 pagineSoc BookmuraliNessuna valutazione finora
- UntitledDocumento7 pagineUntitledBhupinder ChaudharyNessuna valutazione finora
- Cs 6212 ManualDocumento96 pagineCs 6212 ManualVishnu KumarNessuna valutazione finora
- CSDocumento3 pagineCSaliza malikNessuna valutazione finora
- Case StudyDocumento18 pagineCase StudyV Yaswanth Sai 22114242113Nessuna valutazione finora
- Chapter 3 CPU Schedulling (Lect)Documento45 pagineChapter 3 CPU Schedulling (Lect)Nasis DerejeNessuna valutazione finora
- TIL111M, TIL117M, MOC8100M General Purpose 6-Pin Phototransistor OptocouplersDocumento11 pagineTIL111M, TIL117M, MOC8100M General Purpose 6-Pin Phototransistor Optocouplersahm_adNessuna valutazione finora
- Oracle Database 11g Release 2 (11.2) - E25519-07 - PLSQL Language ReferenceDocumento768 pagineOracle Database 11g Release 2 (11.2) - E25519-07 - PLSQL Language ReferenceLuciano Merighetti MarwellNessuna valutazione finora
- Winglock 900 WL OperatingDocumento11 pagineWinglock 900 WL OperatingJosé Daniel Hernández SanchezNessuna valutazione finora
- Refrigeration Controlling Digital Scroll Technical Information en GB 4214506Documento12 pagineRefrigeration Controlling Digital Scroll Technical Information en GB 4214506stefancuandreiNessuna valutazione finora
- SPX - 2 - 3 - 4 - 5 - Operating Manual PDFDocumento89 pagineSPX - 2 - 3 - 4 - 5 - Operating Manual PDFYaseen JamilNessuna valutazione finora
- IELTS Practice Test 12 Writing AcDocumento9 pagineIELTS Practice Test 12 Writing Achoward blaineNessuna valutazione finora
- TeklaDocumento1 paginaTeklaNitin ParulNessuna valutazione finora
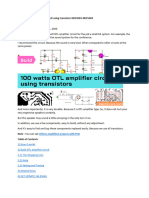
- 100 Watts OTL Amplifier Circuit Using Transistor MJ15003Documento7 pagine100 Watts OTL Amplifier Circuit Using Transistor MJ15003metinprivat01Nessuna valutazione finora
- Lecture0 720p enDocumento19 pagineLecture0 720p enanupathi mamatha deen dayalNessuna valutazione finora
- Arts 6 - Q4 - M1Documento15 pagineArts 6 - Q4 - M1Joed WayasNessuna valutazione finora
- Test Bank and Soluiton 2018-2019Documento40 pagineTest Bank and Soluiton 2018-2019A plus Test bank and Solution manualNessuna valutazione finora
- Li4278 Spec Sheet en UsDocumento2 pagineLi4278 Spec Sheet en UsErwin RamadhanNessuna valutazione finora