Potrebbero piacerti anche
- Introduction and Assessment of The Renal - Urological SystemDocumento182 pagineIntroduction and Assessment of The Renal - Urological SystemValerie Suge-Michieka100% (1)
- 12 Houses ExplainedDocumento3 pagine12 Houses ExplainedKoshi EnterprisesNessuna valutazione finora
- Cameron Ring Joints DescriptionDocumento8 pagineCameron Ring Joints DescriptionEDWIN M.PNessuna valutazione finora
- Jfebear BrochureDocumento12 pagineJfebear BrochurebabuNessuna valutazione finora
- Overview Offshore Support Vessels Final 1229875610432380 2 PDFDocumento27 pagineOverview Offshore Support Vessels Final 1229875610432380 2 PDFMarcelo Veronez100% (1)
- Casing ThreadsDocumento7 pagineCasing ThreadsNaser KhanNessuna valutazione finora
- IADC/SPE 74488 Advanced Slip Crushing Considerations For Deepwater DrillingDocumento15 pagineIADC/SPE 74488 Advanced Slip Crushing Considerations For Deepwater DrillingJaaTa Da shaanNessuna valutazione finora
- MKT 001 Rev 02 Rotary Shoulder Handbook RS PDFDocumento116 pagineMKT 001 Rev 02 Rotary Shoulder Handbook RS PDFKarla Hernandez0% (1)
- (Open Physics) Analysis of Impact Load On Tubing and Shock Absorption During PerforatingDocumento8 pagine(Open Physics) Analysis of Impact Load On Tubing and Shock Absorption During Perforatingjlbarretoa100% (1)
- WSMW Mudline Running ProcedureDocumento53 pagineWSMW Mudline Running ProcedureMahmoud Ahmed Ali Abdelrazik0% (1)
- IADC/SPE 99074 A Re-Examination of Drillpipe/Slip Mechanics: F F D D K K L LDocumento8 pagineIADC/SPE 99074 A Re-Examination of Drillpipe/Slip Mechanics: F F D D K K L LJaaTa Da shaanNessuna valutazione finora
- Wellhead Systems Rod AccessoriesDocumento18 pagineWellhead Systems Rod Accessoriesbuat unduhNessuna valutazione finora
- Catálogo Cameron Bop Novo 2004-2005Documento162 pagineCatálogo Cameron Bop Novo 2004-2005Edmo Virgens100% (1)
- Prem ConnectionDocumento2 paginePrem ConnectionJan Arild SkappelNessuna valutazione finora
- SC-90 Conventional Surface Wellhead System PDFDocumento12 pagineSC-90 Conventional Surface Wellhead System PDFErcan YilmazNessuna valutazione finora
- TMK Up™: Field ManualDocumento84 pagineTMK Up™: Field Manualcorsini999Nessuna valutazione finora
- Seminar Casing FailureDocumento27 pagineSeminar Casing FailurehshobeyriNessuna valutazione finora
- 2 JFE BEAR Design FeatureDocumento15 pagine2 JFE BEAR Design FeatureDaniel ChiriacNessuna valutazione finora
- Mathcad - Roark's Formulas For Stress and Strain Table 26, Case 2aDocumento2 pagineMathcad - Roark's Formulas For Stress and Strain Table 26, Case 2aKapil Nandwana100% (1)
- Spe 80945 MSDocumento10 pagineSpe 80945 MSLuciano FucelloNessuna valutazione finora
- 13.625 10K Double Cameron U BOP PDFDocumento2 pagine13.625 10K Double Cameron U BOP PDFAndung Suwarto100% (1)
- G8DDocumento61 pagineG8Dvivek1312100% (1)
- Opinion Essay: ECPE - Michigan Proficiency The (5) Types of ESSAYSDocumento4 pagineOpinion Essay: ECPE - Michigan Proficiency The (5) Types of ESSAYSelpidavekriNessuna valutazione finora
- Field Test Procedures Chemical Injection ValveDocumento2 pagineField Test Procedures Chemical Injection ValveHua Tien Dung100% (1)
- Ring Type Joint Gaskets Styles: R, RX, BXDocumento2 pagineRing Type Joint Gaskets Styles: R, RX, BXiswantmachooNessuna valutazione finora
- Practical Gas Lift ManualDocumento26 paginePractical Gas Lift ManualbvalinhasNessuna valutazione finora
- Installation & Routine Maintenance Manual: FOR Type: 3" Mud Gate Valve (Model I)Documento8 pagineInstallation & Routine Maintenance Manual: FOR Type: 3" Mud Gate Valve (Model I)Sergio Fabian VasicekNessuna valutazione finora
- IIT JEE Maths Mains 2000Documento3 pagineIIT JEE Maths Mains 2000Ayush SharmaNessuna valutazione finora
- Product Catalogue: Cementing & Casing AccessoriesDocumento71 pagineProduct Catalogue: Cementing & Casing AccessoriesBittu BejNessuna valutazione finora
- Used Sucker Rod GuidelinesDocumento2 pagineUsed Sucker Rod Guidelinesluisfilippini3Nessuna valutazione finora
- Elliot Kamilla - Literary Film Adaptation Form-Content DilemmaDocumento14 pagineElliot Kamilla - Literary Film Adaptation Form-Content DilemmaDavid SalazarNessuna valutazione finora
- Wave Propagation in Drilling, Well Logging and Reservoir ApplicationsDa EverandWave Propagation in Drilling, Well Logging and Reservoir ApplicationsNessuna valutazione finora
- Well HeadDocumento120 pagineWell HeadEl Moustapha Ould Cheikh100% (1)
- Batallon de San PatricioDocumento13 pagineBatallon de San PatricioOmar Marín OropezaNessuna valutazione finora
- HH SwivelDocumento3 pagineHH SwivelHoracio LafuenteNessuna valutazione finora
- Bop Test Info PDFDocumento18 pagineBop Test Info PDFjairaso2950Nessuna valutazione finora
- 9 - What Is A Special Drift CasingDocumento2 pagine9 - What Is A Special Drift CasingLuis David Concha CastilloNessuna valutazione finora
- 3 - QMT425-T3 Linear Programming (29-74)Documento46 pagine3 - QMT425-T3 Linear Programming (29-74)Ashraf RadzaliNessuna valutazione finora
- Cameron MBO Multi-Bowl Wellhead SystemDocumento6 pagineCameron MBO Multi-Bowl Wellhead SystemiswantmachooNessuna valutazione finora
- Deepwater Landing String DesignDocumento6 pagineDeepwater Landing String Designrdos14Nessuna valutazione finora
- Tiw Valves BrochureDocumento4 pagineTiw Valves BrochureBahman MatouriNessuna valutazione finora
- Tenaris Steel Grades v02 PDFDocumento1 paginaTenaris Steel Grades v02 PDFYaroslav RuizNessuna valutazione finora
- Radiology Developing Technique ChartsDocumento4 pagineRadiology Developing Technique ChartsVarghese NellimoottilNessuna valutazione finora
- Course Outline Math 221C Advanced AlgebraDocumento1 paginaCourse Outline Math 221C Advanced Algebraherbertjohn2450% (2)
- DrillPipe, 80%, 5.000 OD, 0.500 Wall, IEU, S-135.. XT50 (6.625 X 3.750Documento3 pagineDrillPipe, 80%, 5.000 OD, 0.500 Wall, IEU, S-135.. XT50 (6.625 X 3.750Инженер Луис А. ГарсиаNessuna valutazione finora
- Gasliftequipments PDFDocumento51 pagineGasliftequipments PDFSufian R EllabbadNessuna valutazione finora
- Gas Well Status Diagram (1) (Version 1)Documento6 pagineGas Well Status Diagram (1) (Version 1)Olaoluwa OlatonaNessuna valutazione finora
- Flex-Lock IV Liner Hanger: IN ClassDocumento6 pagineFlex-Lock IV Liner Hanger: IN ClassAlexander Bohórquez MartínezNessuna valutazione finora
- Casing HangersDocumento5 pagineCasing HangersAnonymous cekPJylABoNessuna valutazione finora
- A Beginner's Guide To Reading Jung - Jungian Center For The Spiritual SciencesDocumento6 pagineA Beginner's Guide To Reading Jung - Jungian Center For The Spiritual SciencesRosa ChacónNessuna valutazione finora
- Final Idler and Roller CatalogDocumento6 pagineFinal Idler and Roller CatalogShubham Khurana100% (1)
- New Public Service (Denhardt & Denhardt)Documento12 pagineNew Public Service (Denhardt & Denhardt)Ika Hartantiningsih100% (1)
- API Non Upset EndDocumento1 paginaAPI Non Upset EndChoerunnisa Firli FitriahNessuna valutazione finora
- Strength of Casing and Tubing - PetroWiki PDFDocumento15 pagineStrength of Casing and Tubing - PetroWiki PDFLuis David Concha CastilloNessuna valutazione finora
- 003 Casing & Tubing Hanger PDFDocumento4 pagine003 Casing & Tubing Hanger PDFalaliali88Nessuna valutazione finora
- Tubing SpecificationsDocumento5 pagineTubing Specificationsrasnowmah2012Nessuna valutazione finora
- Circulating SwagesDocumento1 paginaCirculating Swageskaveh-bahiraeeNessuna valutazione finora
- M60eh44 Man 001Documento40 pagineM60eh44 Man 001Riski KurniawanNessuna valutazione finora
- Buoyancy Technology Used Effectively in Casing Running Operations To Extend Lateral Stepout: Two Case Histories Detail Application Risks and SuccessesDocumento12 pagineBuoyancy Technology Used Effectively in Casing Running Operations To Extend Lateral Stepout: Two Case Histories Detail Application Risks and Successesadvantage025Nessuna valutazione finora
- Bop Es406 15K WeatherfordDocumento53 pagineBop Es406 15K WeatherfordWill CastellanosNessuna valutazione finora
- Annular Pressure Loss AnalysisDocumento26 pagineAnnular Pressure Loss AnalysisDhruv DasNessuna valutazione finora
- C 06.C Wellhead DesignDocumento6 pagineC 06.C Wellhead DesignJose David Hernandez OteroNessuna valutazione finora
- Ram BOP Manual BookDocumento28 pagineRam BOP Manual BookIgor Ungur100% (2)
- DS-1 Volume 4 Addendum PDFDocumento15 pagineDS-1 Volume 4 Addendum PDFMuhammad Bilal KhattakNessuna valutazione finora
- Korvet JSC ESP Wellhead Oct-2006Documento3 pagineKorvet JSC ESP Wellhead Oct-2006pavel chernov100% (2)
- W W W W Wood Group Pressure Control Ood Group Pressure Control Ood Group Pressure Control Ood Group Pressure Control Ood Group Pressure ControlDocumento17 pagineW W W W Wood Group Pressure Control Ood Group Pressure Control Ood Group Pressure Control Ood Group Pressure Control Ood Group Pressure ControlilkerkozturkNessuna valutazione finora
- SPE 101727 Reliable and Effective Downhole Cleaning System For Debris and Junk RemovalDocumento9 pagineSPE 101727 Reliable and Effective Downhole Cleaning System For Debris and Junk RemovalCoolProphetNessuna valutazione finora
- Spe 196232 MSDocumento18 pagineSpe 196232 MShijoetigreNessuna valutazione finora
- Casing Hanger Test Guideline - G22 02Documento7 pagineCasing Hanger Test Guideline - G22 02carloslaioloNessuna valutazione finora
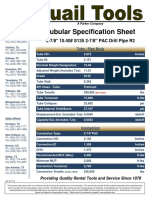
- Tubular Specification Sheet: 2-7/8" 10.40# S135 2-7/8" PAC Drill Pipe R2Documento1 paginaTubular Specification Sheet: 2-7/8" 10.40# S135 2-7/8" PAC Drill Pipe R2Mamani Vargas Wiljho100% (1)
- Spe 151810 PaDocumento12 pagineSpe 151810 Paswaala4realNessuna valutazione finora
- DST Slip Joint PDFDocumento8 pagineDST Slip Joint PDFcrni rokoNessuna valutazione finora
- Mj-1645-Us Expanding Gate Valve MJDocumento16 pagineMj-1645-Us Expanding Gate Valve MJgm_revankar3942Nessuna valutazione finora
- Lesson 5A - The Drilling RiserDocumento30 pagineLesson 5A - The Drilling RisernaefmubarakNessuna valutazione finora
- SPE Swab Surge Field Validations PDFDocumento5 pagineSPE Swab Surge Field Validations PDFAbhayNessuna valutazione finora
- RK Malhotra AddressDocumento3 pagineRK Malhotra AddressMarcelo VeronezNessuna valutazione finora
- Lifting Tongs Below The Hook PDFDocumento5 pagineLifting Tongs Below The Hook PDFMarcelo VeronezNessuna valutazione finora
- Presentation3 PDFDocumento1 paginaPresentation3 PDFMarcelo VeronezNessuna valutazione finora
- Presentation3 PDFDocumento1 paginaPresentation3 PDFMarcelo VeronezNessuna valutazione finora
- ENUtxtDocumento1 paginaENUtxtlarNessuna valutazione finora
- Ibape PeDocumento7 pagineIbape PeMarcelo VeronezNessuna valutazione finora
- Jayanti Vagdoda 001Documento1 paginaJayanti Vagdoda 001Marcelo VeronezNessuna valutazione finora
- Ghosal Surajit 001Documento1 paginaGhosal Surajit 001Marcelo VeronezNessuna valutazione finora
- Mr. Dipak Chakravarty, Managing Director NRLDocumento1 paginaMr. Dipak Chakravarty, Managing Director NRLMarcelo VeronezNessuna valutazione finora
- Ashish Bansal, Senior Manager, B S R & CoDocumento1 paginaAshish Bansal, Senior Manager, B S R & CoMarcelo VeronezNessuna valutazione finora
- Ghosal Surajit 001Documento1 paginaGhosal Surajit 001Marcelo VeronezNessuna valutazione finora
- 5 - M Bhattacharya & DR S NarainDocumento1 pagina5 - M Bhattacharya & DR S NarainMarcelo VeronezNessuna valutazione finora
- 15 - S Ghosh PDFDocumento1 pagina15 - S Ghosh PDFMarcelo VeronezNessuna valutazione finora
- BULLETIN RP11 01 SEMS Module For SafeGulf PDFDocumento2 pagineBULLETIN RP11 01 SEMS Module For SafeGulf PDFMarcelo VeronezNessuna valutazione finora
- Dr. D. K. Tuli Holds Ph.D. in Synthetic Chemistry Followed by OverDocumento1 paginaDr. D. K. Tuli Holds Ph.D. in Synthetic Chemistry Followed by OverMarcelo VeronezNessuna valutazione finora
- Client Testimonials - 2 PDFDocumento2 pagineClient Testimonials - 2 PDFMarcelo VeronezNessuna valutazione finora
- WCT 2SS X CrossRef PDFDocumento6 pagineWCT 2SS X CrossRef PDFMarcelo VeronezNessuna valutazione finora
- Fixed Cutter - IADC Dull GradingDocumento2 pagineFixed Cutter - IADC Dull GradingCésar González CruzNessuna valutazione finora
- WCT 32 Conference Certificate of AttendanceDocumento1 paginaWCT 32 Conference Certificate of AttendanceMarcelo VeronezNessuna valutazione finora
- Wellcap Cross-Reference Tool: Well Servicing Operations-Snubbing Wct-2Sf-X - Fundamental LevelDocumento6 pagineWellcap Cross-Reference Tool: Well Servicing Operations-Snubbing Wct-2Sf-X - Fundamental LevelMarcelo VeronezNessuna valutazione finora
- WCT 05A Teaching Simulator Hours Tracking Rev2Documento5 pagineWCT 05A Teaching Simulator Hours Tracking Rev2sinneroneNessuna valutazione finora
- Bul12 03 Increased Simulation TimeDocumento1 paginaBul12 03 Increased Simulation TimeMarcelo VeronezNessuna valutazione finora
- 2 DC Part 202 AnswersDocumento15 pagine2 DC Part 202 AnswersMarcelo VeronezNessuna valutazione finora
- WCT 2SS X CrossRef PDFDocumento6 pagineWCT 2SS X CrossRef PDFMarcelo VeronezNessuna valutazione finora
- DC Part 3, Answers PDFDocumento10 pagineDC Part 3, Answers PDFaccord3000Nessuna valutazione finora
- SCO-06 FeeSched Rev18Documento1 paginaSCO-06 FeeSched Rev18Marcelo VeronezNessuna valutazione finora
- Suitcase Lady Christie Mclaren ThesisDocumento7 pagineSuitcase Lady Christie Mclaren ThesisWriteMyPaperForMeCheapNewHaven100% (2)
- Coca ColaDocumento15 pagineCoca ColaShubham TyagiNessuna valutazione finora
- Bi Tahun 5 Penjajaran RPT 2020Documento6 pagineBi Tahun 5 Penjajaran RPT 2020poppy_90Nessuna valutazione finora
- A Skunk, A Weasel and A Rat!Documento174 pagineA Skunk, A Weasel and A Rat!WalliveBellair100% (1)
- The PowerDocumento13 pagineThe PowerCamila PisaniNessuna valutazione finora
- Egg Osmosis PosterDocumento2 pagineEgg Osmosis Posterapi-496477356Nessuna valutazione finora
- Project (Ravi Saxena) 2 PDFDocumento11 pagineProject (Ravi Saxena) 2 PDFVishal SaxenaNessuna valutazione finora
- The Importance of MoneyDocumento9 pagineThe Importance of MoneyLinda FeiNessuna valutazione finora
- Arup Kumar Mandal (New Format)Documento2 pagineArup Kumar Mandal (New Format)sharafat_321Nessuna valutazione finora
- Test Bank For Essentials of Human Development A Life Span View 2nd Edition by KailDocumento24 pagineTest Bank For Essentials of Human Development A Life Span View 2nd Edition by Kailmichaelwatson05082003xns100% (47)
- Resume Design 2019Documento2 pagineResume Design 2019ezke4pq2100% (2)
- 17.5 Return On Investment and Compensation ModelsDocumento20 pagine17.5 Return On Investment and Compensation ModelsjamieNessuna valutazione finora
- Fornilda vs. Br. 164, RTC Ivth Judicial Region, PasigDocumento11 pagineFornilda vs. Br. 164, RTC Ivth Judicial Region, PasigJenny ButacanNessuna valutazione finora
- Information Technology SECTORDocumento2 pagineInformation Technology SECTORDACLUB IBSbNessuna valutazione finora
- Corpuz V Cuaderno, G.R. No. L-17860, March 30, 1962Documento3 pagineCorpuz V Cuaderno, G.R. No. L-17860, March 30, 1962Lyle BucolNessuna valutazione finora
- Test Initial 9FDocumento2 pagineTest Initial 9FGeorge StancuNessuna valutazione finora
- Ass HeniDocumento14 pagineAss Henialexsabebe28Nessuna valutazione finora
- Two Steps From Hell Full Track ListDocumento13 pagineTwo Steps From Hell Full Track ListneijeskiNessuna valutazione finora