Potrebbero piacerti anche
- Pacote Especialista Black Belt Lean Seis SigmaDocumento36 paginePacote Especialista Black Belt Lean Seis SigmaGuilherme MonteiroNessuna valutazione finora
- Fundamentos Green BeltDocumento45 pagineFundamentos Green BeltGuilherme PereiraNessuna valutazione finora
- Gestão Da Produção IndustrialDa EverandGestão Da Produção IndustrialNessuna valutazione finora
- Black Belt ConepDocumento20 pagineBlack Belt ConepFábio Aragão0% (1)
- 00 - Green Belt - FundamentosDocumento102 pagine00 - Green Belt - Fundamentoswagnermelo71328Nessuna valutazione finora
- Yellow BeltDocumento149 pagineYellow BeltwagqualidadeNessuna valutazione finora
- Treinamento Lean Seis SigmaDocumento102 pagineTreinamento Lean Seis SigmaFelipe CataldiNessuna valutazione finora
- Formação de Green Belts em Lean Six SigmaDocumento368 pagineFormação de Green Belts em Lean Six SigmahigorreisNessuna valutazione finora
- Apostila White BeltDocumento58 pagineApostila White BeltKarlla Dairel100% (1)
- 01 - Apostila Teórica Black Belt PDFDocumento431 pagine01 - Apostila Teórica Black Belt PDFVitor Augusto100% (2)
- Apostila White Belt CAE PDFDocumento42 pagineApostila White Belt CAE PDFLuis RandallNessuna valutazione finora
- Green Belt UFABC Abr13Documento790 pagineGreen Belt UFABC Abr13LarissaMacielNessuna valutazione finora
- Formação em Lean Seis SigmasDocumento155 pagineFormação em Lean Seis SigmasLaís Monteiro BarbosaNessuna valutazione finora
- Apostila Yellow BeltDocumento171 pagineApostila Yellow BeltCosta SFNessuna valutazione finora
- Green Belt em Lean Seis Sigma: PrincípiosDocumento928 pagineGreen Belt em Lean Seis Sigma: PrincípiosAfrânio AugustoNessuna valutazione finora
- DMAIC EstratégiaDocumento113 pagineDMAIC EstratégiaLeonardo Simeoni100% (1)
- Plano Piloto, Melhoria e SavingDocumento9 paginePlano Piloto, Melhoria e SavingVitor GonçalvesNessuna valutazione finora
- Melhoria de processos e análise de dadosDocumento23 pagineMelhoria de processos e análise de dadosOberdan MaschinenbauNessuna valutazione finora
- Six Sigma Black BeltDocumento28 pagineSix Sigma Black Beltedumm001Nessuna valutazione finora
- Slides Yellow BeltDocumento207 pagineSlides Yellow BeltMatheus OliveiraNessuna valutazione finora
- Green Belt RL&Associados Mai15Documento818 pagineGreen Belt RL&Associados Mai15Edelina VianaNessuna valutazione finora
- Apostila Black BeltDocumento50 pagineApostila Black BeltGabriele MedeirosNessuna valutazione finora
- Reduzir evasão de clientes de voz e dados avançadosDocumento137 pagineReduzir evasão de clientes de voz e dados avançadosEUCLIDES EUCLIDESNessuna valutazione finora
- Apostila White Belt (LEITURA) PDFDocumento11 pagineApostila White Belt (LEITURA) PDFLuis RandallNessuna valutazione finora
- Lean ThinkingDocumento27 pagineLean Thinkingpnarloch0% (1)
- Apostila de Exercícios BB - Gabarito-2Documento163 pagineApostila de Exercícios BB - Gabarito-2Vagner PereiraNessuna valutazione finora
- Green Belt vai dominarDocumento15 pagineGreen Belt vai dominarAlessandro GreschukNessuna valutazione finora
- Apostila Green BeltDocumento492 pagineApostila Green BeltMarcellus Dario100% (3)
- Apostila - Volume 1Documento351 pagineApostila - Volume 1Matheus SantosNessuna valutazione finora
- Módulo 1 PDFDocumento33 pagineMódulo 1 PDFlisi_infoNessuna valutazione finora
- TREINAMENTO YELLOW BELT EM LEAN SEIS SIGMADocumento245 pagineTREINAMENTO YELLOW BELT EM LEAN SEIS SIGMAGomes Souza100% (1)
- Determinar a variação de processosDocumento18 pagineDeterminar a variação de processosVitor GonçalvesNessuna valutazione finora
- Guia de Bolso Lean Seis SigmaDocumento32 pagineGuia de Bolso Lean Seis SigmaMário MarquesNessuna valutazione finora
- CAE Treinamentos Lean Seis SigmaDocumento160 pagineCAE Treinamentos Lean Seis SigmaFlavio 'Rocha' de MenezesNessuna valutazione finora
- Apostila Curso MinitabDocumento420 pagineApostila Curso MinitabGui Pereira100% (2)
- 5.1. Gestão Visual - Cae PDFDocumento14 pagine5.1. Gestão Visual - Cae PDFRobsonNessuna valutazione finora
- Dmaic 6sigma Template Projeto - Rev1Documento20 pagineDmaic 6sigma Template Projeto - Rev1Felipe Crisóstomo100% (1)
- Apostila ComentadaDocumento438 pagineApostila ComentadaAntonio LealNessuna valutazione finora
- Six Sigma Black BeltDocumento1 paginaSix Sigma Black BeltComunidade Lean Thinking100% (1)
- O guia definitivo para entender o que é Black Belt e sua importânciaDocumento24 pagineO guia definitivo para entender o que é Black Belt e sua importâncianeombaNessuna valutazione finora
- Seis Sigma Belts: Níveis e FunçõesDocumento2 pagineSeis Sigma Belts: Níveis e FunçõesFabiano Fortes BustamanteNessuna valutazione finora
- Projetos Seis Sigma e Objetivos EstratégicosDocumento11 pagineProjetos Seis Sigma e Objetivos EstratégicosVitor GonçalvesNessuna valutazione finora
- Green Belt 2017Documento436 pagineGreen Belt 2017Ivair SantosNessuna valutazione finora
- MS1 - Lean Six Sigma Green BeltDocumento4 pagineMS1 - Lean Six Sigma Green BeltJolyNessuna valutazione finora
- Apostila - DEFINIR 4. Mapear o Processo e Calcular o SavingDocumento12 pagineApostila - DEFINIR 4. Mapear o Processo e Calcular o SavingVitor GonçalvesNessuna valutazione finora
- 06 - Black Belt - FundamentosDocumento54 pagine06 - Black Belt - Fundamentoswagnermelo71328Nessuna valutazione finora
- Lean Six Sigma - O Guia Básico Da Metodologia (PAGE-TO-PAGE)Documento137 pagineLean Six Sigma - O Guia Básico Da Metodologia (PAGE-TO-PAGE)Mayke Douglas100% (2)
- (FM2S) Apresentação Assinatura FM2SDocumento47 pagine(FM2S) Apresentação Assinatura FM2SezirleideNessuna valutazione finora
- Modelo de Melhoria PDFDocumento37 pagineModelo de Melhoria PDFCalébe GarciaNessuna valutazione finora
- FMEA 5a Edição: Harmonização da AIAG com VDADocumento7 pagineFMEA 5a Edição: Harmonização da AIAG com VDAJennifer EvansNessuna valutazione finora
- Organize sua empresa com Lean OfficeDocumento52 pagineOrganize sua empresa com Lean OfficeIam RodriguesNessuna valutazione finora
- APOSTILA 6 SIGMA - PpsDocumento71 pagineAPOSTILA 6 SIGMA - PpsDiego Mendes100% (1)
- Introdução à Metodologia Seis SigmaDocumento31 pagineIntrodução à Metodologia Seis SigmaMarcus Vinicius CarinaNessuna valutazione finora
- Introdução à Metodologia Seis SigmaDocumento31 pagineIntrodução à Metodologia Seis Sigmaiuo4100% (1)
- Apostila 3 - Seis SigmaDocumento15 pagineApostila 3 - Seis SigmaMarcus Vinícius SouzaNessuna valutazione finora
- Resumo Estratégia 6 SigmaDocumento3 pagineResumo Estratégia 6 SigmaKaizen_analiticoNessuna valutazione finora
- Historia Detalhada de Capitão PoçoDocumento8 pagineHistoria Detalhada de Capitão PoçoJofrey GemaqueNessuna valutazione finora
- Manutenã Ã o Casa de Mã QuinasDocumento3 pagineManutenã Ã o Casa de Mã QuinasreniregesNessuna valutazione finora
- Indicadores normalizados de serviços urbanos e qualidade de vida (ISO 37120Documento36 pagineIndicadores normalizados de serviços urbanos e qualidade de vida (ISO 37120Leo CunhaNessuna valutazione finora
- Colheita manual x mecanizadaDocumento3 pagineColheita manual x mecanizadaRodrigoCaCaNessuna valutazione finora
- Caderno Exercícios Macroeconomia PDFDocumento5 pagineCaderno Exercícios Macroeconomia PDFPedro SantosNessuna valutazione finora
- Exercício Avaliativo - Módulo 3 - Revisão Da TentativaDocumento3 pagineExercício Avaliativo - Módulo 3 - Revisão Da TentativaDebora BarrosNessuna valutazione finora
- Análise de Weber sobre classes, estamentos e poder econômicoDocumento6 pagineAnálise de Weber sobre classes, estamentos e poder econômicoolimpio funganhaNessuna valutazione finora
- CadernosDeHistoria 03 08 LivreDocumento21 pagineCadernosDeHistoria 03 08 LivreKellyJuneNessuna valutazione finora
- Aula 2 - Principais Linhas de Pensamento Da QualidadeDocumento12 pagineAula 2 - Principais Linhas de Pensamento Da QualidadeEliana CarvalhoNessuna valutazione finora
- APQC PCF em PortuguesDocumento11 pagineAPQC PCF em PortuguesDiego Xavier0% (1)
- Planilha COMPARATIVO TRIBUTÁRIODocumento21 paginePlanilha COMPARATIVO TRIBUTÁRIORSM SaudeNessuna valutazione finora
- GPA finaliza aquisição de ações da Éxito por R$ 9,5 bilhõesDocumento2 pagineGPA finaliza aquisição de ações da Éxito por R$ 9,5 bilhõestiago_contatoyahooNessuna valutazione finora
- Governos locais e desigualdadesDocumento209 pagineGovernos locais e desigualdadesmclcostaNessuna valutazione finora
- Apostila Serviço de AlimentaçaoDocumento94 pagineApostila Serviço de AlimentaçaoJerffeson Araújo80% (5)
- POP. Higienização Ambulância Covid19Documento5 paginePOP. Higienização Ambulância Covid19Andre PeixotoNessuna valutazione finora
- Expansão Cana Amazônia PantanalDocumento3 pagineExpansão Cana Amazônia PantanalCaio LoboNessuna valutazione finora
- Sistema Financeiro NacionalDocumento22 pagineSistema Financeiro Nacionalelton100% (3)
- UE História e InstituiçõesDocumento5 pagineUE História e InstituiçõesCarla SantosNessuna valutazione finora
- Aluguel de computadores para empresas e instituiçõesDocumento3 pagineAluguel de computadores para empresas e instituiçõesSoprahojeNessuna valutazione finora
- Captura de Tela 2023-10-05 À(s) 07.06.25Documento1 paginaCaptura de Tela 2023-10-05 À(s) 07.06.25Tiago BazzarellaNessuna valutazione finora
- Revista ppp37Documento256 pagineRevista ppp37jhonatanalmada2038Nessuna valutazione finora
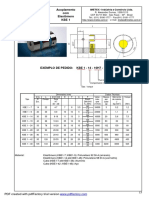
- Acoplamento com Elastômero KBEDocumento4 pagineAcoplamento com Elastômero KBEgustavoNessuna valutazione finora
- Atividades de Revisão - Crédito 1Documento2 pagineAtividades de Revisão - Crédito 1Felipe QueirozNessuna valutazione finora
- Apresentação ABS Group - Certificação de Conteúdo LocalDocumento26 pagineApresentação ABS Group - Certificação de Conteúdo LocalGuilherme MarinhoNessuna valutazione finora
- Ronaldo Lopes Pontes Barreto - Passaporte para o SaborDocumento151 pagineRonaldo Lopes Pontes Barreto - Passaporte para o Saborcris100% (7)
- Funções matemáticas - exercíciosDocumento5 pagineFunções matemáticas - exercíciosUigas4321Nessuna valutazione finora
- Implementação da ISO 14001 em empresa alimentíciaDocumento16 pagineImplementação da ISO 14001 em empresa alimentíciaRosana RosaNessuna valutazione finora
- Introdução às Finanças PúblicasDocumento62 pagineIntrodução às Finanças PúblicasAldenir Raul Cambanque DiasNessuna valutazione finora
- Lei Orgânica Municipal de Novo HamburgoDocumento42 pagineLei Orgânica Municipal de Novo HamburgoVivianeNessuna valutazione finora
- Principios Gestao (1) .PDF - António Evaristo PDFDocumento15 paginePrincipios Gestao (1) .PDF - António Evaristo PDFPatrícia BaptistaNessuna valutazione finora