Potrebbero piacerti anche
- Seg 13Documento36 pagineSeg 13Brian Alzamora HuamanNessuna valutazione finora
- Vehículos Aéreos No Tripulados para Uso Civil. Tecnología y AplicacionesDocumento29 pagineVehículos Aéreos No Tripulados para Uso Civil. Tecnología y AplicacionesBrian Alzamora HuamanNessuna valutazione finora
- Baca Urbina - Ejercicios Parte 1Documento13 pagineBaca Urbina - Ejercicios Parte 1Brian Alzamora HuamanNessuna valutazione finora
- Capítulo 3 Mora PDFDocumento18 pagineCapítulo 3 Mora PDFBrian Alzamora HuamanNessuna valutazione finora
- Evolución Del MantenimientoDocumento9 pagineEvolución Del MantenimientoBrian Alzamora HuamanNessuna valutazione finora
- Vehículos Aéreos No Tripulados para Uso Civil. Tecnología y AplicacionesDocumento29 pagineVehículos Aéreos No Tripulados para Uso Civil. Tecnología y AplicacionesBrian Alzamora HuamanNessuna valutazione finora
- Huella HidricaDocumento31 pagineHuella HidricaWilder Muñoz RiveraNessuna valutazione finora
- Isotc 176 SC2 N544 R2 (Es)Documento11 pagineIsotc 176 SC2 N544 R2 (Es)giovannyaphNessuna valutazione finora
- Planeamiento en Mtto PDFDocumento20 paginePlaneamiento en Mtto PDFBrian Alzamora HuamanNessuna valutazione finora
- Capítulo 3 Mora PDFDocumento18 pagineCapítulo 3 Mora PDFBrian Alzamora HuamanNessuna valutazione finora
- Capítulo 3 Mora PDFDocumento18 pagineCapítulo 3 Mora PDFBrian Alzamora HuamanNessuna valutazione finora
- Clase Practica 12 3 SolucionarioDocumento11 pagineClase Practica 12 3 SolucionarioBrian Alzamora Huaman100% (2)
- SOLUCIONPC1LENGDocumento2 pagineSOLUCIONPC1LENGBrian Alzamora HuamanNessuna valutazione finora
- Ensayo - Transformar Prácticas Pedagógicas - Angel Marti Ropon Palacios - 2015-UCP - Maestría.Documento4 pagineEnsayo - Transformar Prácticas Pedagógicas - Angel Marti Ropon Palacios - 2015-UCP - Maestría.Angel Marti Ropon PalaciosNessuna valutazione finora
- Proforma Togas Service Unfv Medicina 106 Alumnos 2018Documento11 pagineProforma Togas Service Unfv Medicina 106 Alumnos 2018Juan Jesús SaenzNessuna valutazione finora
- Clase 1 CO 2020 POWER POINT PDFDocumento18 pagineClase 1 CO 2020 POWER POINT PDFleandro romanoNessuna valutazione finora
- Guia para La Eleboracion Del Informe de GobiernoDocumento26 pagineGuia para La Eleboracion Del Informe de GobiernoAlichuchy0% (1)
- Plan Municipal Bahia de Banderas 2005 2008Documento179 paginePlan Municipal Bahia de Banderas 2005 2008Jorge MonzónNessuna valutazione finora
- Cédula Académica Ingeniería Industrial y de SistemasDocumento30 pagineCédula Académica Ingeniería Industrial y de Sistemaskarmeendiaz14Nessuna valutazione finora
- Aprendizaje AutorreguladoDocumento26 pagineAprendizaje Autorreguladojesus torres baez0% (1)
- Instituto Superior TecnológicoDocumento20 pagineInstituto Superior TecnológicoInstituto Tecnologico StanfordNessuna valutazione finora
- Caso de Éxito en Planificación EstratégicaDocumento8 pagineCaso de Éxito en Planificación EstratégicaJose Bances BalderaNessuna valutazione finora
- Diferentes Culturas Al Diseñar Un Plan EstratégicoDocumento6 pagineDiferentes Culturas Al Diseñar Un Plan EstratégicoDanny ParralesNessuna valutazione finora
- Teoria OrganizacionesDocumento26 pagineTeoria OrganizacionesAndres GomezNessuna valutazione finora
- Análisis Comparativo Entre Metodologías Ágiles y TradicionalesDocumento36 pagineAnálisis Comparativo Entre Metodologías Ágiles y TradicionalesCESAR GOMEZ DURANNessuna valutazione finora
- Tarea 4 - Adquirir Información de La Unidad 3 Fundamentos ContablesDocumento17 pagineTarea 4 - Adquirir Información de La Unidad 3 Fundamentos ContablesCAROLINA LEONNessuna valutazione finora
- Instructivo Seguimiento POA 2022Documento9 pagineInstructivo Seguimiento POA 2022Víctor AmpíesNessuna valutazione finora
- 65 - Mof 2009 EgemsaDocumento122 pagine65 - Mof 2009 EgemsaRoberto LobatoNessuna valutazione finora
- Guía básica para la organización de documentos de archivo (35chDocumento9 pagineGuía básica para la organización de documentos de archivo (35chmaria100% (1)
- Como Aprovechar La Innovacion Abierta - Jazmin - PrunaDocumento1 paginaComo Aprovechar La Innovacion Abierta - Jazmin - PrunaJazz PrunaNessuna valutazione finora
- Micropavimento con especificacionesDocumento11 pagineMicropavimento con especificacionesjesus18Nessuna valutazione finora
- Finanzas A Corto Plazo Lectura BaseDocumento150 pagineFinanzas A Corto Plazo Lectura BaseJosé AriasNessuna valutazione finora
- Estudio de Caso, Método HarvardDocumento19 pagineEstudio de Caso, Método HarvardRaúl A. Huamanlazo Sánchez50% (2)
- CONCEPTOS BASICOS DE SALUD OCUPACIONALDocumento3 pagineCONCEPTOS BASICOS DE SALUD OCUPACIONALJavy F OrobioNessuna valutazione finora
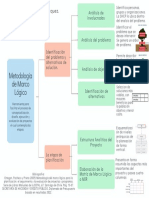
- Mapa Conceptual Metodología de Marco LógicoDocumento1 paginaMapa Conceptual Metodología de Marco LógicoLuis PerezNessuna valutazione finora
- Caso de Análisis Nia 220 14-03-2024Documento7 pagineCaso de Análisis Nia 220 14-03-2024CRISTY ANAYELY GARCIA BAUTISTANessuna valutazione finora
- Examen Final - Semana 8 Teoria de Las OrganizacionesDocumento13 pagineExamen Final - Semana 8 Teoria de Las OrganizacionesKaren MonrroyNessuna valutazione finora
- Gestión pública y políticas socialesDocumento6 pagineGestión pública y políticas socialesMarco SalzarNessuna valutazione finora
- Plan de Mercadotecnia para La Introduccion de La Empresa RegDocumento129 paginePlan de Mercadotecnia para La Introduccion de La Empresa RegRaymi Oropeza RojasNessuna valutazione finora
- PROTOCOLO DE INVESTIGACION (Tesis)Documento71 paginePROTOCOLO DE INVESTIGACION (Tesis)PedroGüemezNessuna valutazione finora
- PTS Procedimiento de Mantencion Preventiva y Correctiva de Equipos, Maquinarias de Frio e Infraestructura FrigoricoDocumento7 paginePTS Procedimiento de Mantencion Preventiva y Correctiva de Equipos, Maquinarias de Frio e Infraestructura FrigoricoCarlos MartinezNessuna valutazione finora
- Capacitación MPD Pge 2022Documento12 pagineCapacitación MPD Pge 2022Brisela Alvarez ContrerasNessuna valutazione finora
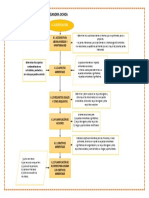
- Planificación ambiental SGA 6 pasosDocumento1 paginaPlanificación ambiental SGA 6 pasosGabriela PolindaraNessuna valutazione finora