Potrebbero piacerti anche
- Southern Marine Engineering Desk Reference: Second Edition Volume IDa EverandSouthern Marine Engineering Desk Reference: Second Edition Volume INessuna valutazione finora
- USITT 2006 Winch Session ComDocumento104 pagineUSITT 2006 Winch Session Comrajee7Nessuna valutazione finora
- High Productivity Vertical Machining CenterDocumento16 pagineHigh Productivity Vertical Machining CenterCornelia Mihaela MNessuna valutazione finora
- Takamaz XC XLseriesDocumento24 pagineTakamaz XC XLseriesPham LongNessuna valutazione finora
- Used 16-inch Cutter Dredger for SaleDocumento4 pagineUsed 16-inch Cutter Dredger for SaleAchmad AfandiNessuna valutazione finora
- Tender Specifications and Prices for Workshop Equipment ProcurementDocumento12 pagineTender Specifications and Prices for Workshop Equipment ProcurementWak Tun0% (1)
- Screwdriver CTQ: Inline (PRD Specs)Documento23 pagineScrewdriver CTQ: Inline (PRD Specs)Babu RajamanickamNessuna valutazione finora
- Delhi PPT 11-10-09 PreparedDocumento112 pagineDelhi PPT 11-10-09 PreparedOlivia JacksonNessuna valutazione finora
- Chapter 04 - Gear TrainsDocumento60 pagineChapter 04 - Gear TrainsMuhammad ZarifNessuna valutazione finora
- Milling FormulasDocumento4 pagineMilling FormulasspedrerosNessuna valutazione finora
- High-Productivity Turning CenterDocumento4 pagineHigh-Productivity Turning CenterthyskieNessuna valutazione finora
- Turning Formulas: Example: Material A36 V 750 D 2.0" N RPM (Rev/min) V Cutting Sped (SFPM) D Workpiece DiameterDocumento7 pagineTurning Formulas: Example: Material A36 V 750 D 2.0" N RPM (Rev/min) V Cutting Sped (SFPM) D Workpiece DiameterRuchit SolankiNessuna valutazione finora
- Mesin Potong RumputDocumento6 pagineMesin Potong RumputNURMAILINDA SIHOMBINGNessuna valutazione finora
- Web Results: Mechanical Shafts - Gear - Stress (Mechanics) - ScribdDocumento4 pagineWeb Results: Mechanical Shafts - Gear - Stress (Mechanics) - ScribdMat ComiaNessuna valutazione finora
- 1618 TP-Sales Kit AMW 1618Documento23 pagine1618 TP-Sales Kit AMW 1618niharjyotilahonNessuna valutazione finora
- Drum Chipper MachineDocumento28 pagineDrum Chipper MachinechienhamthepNessuna valutazione finora
- 679 02 Fenner Chain DrivesDocumento32 pagine679 02 Fenner Chain Drivesparag76760% (1)
- Machining Mould Steel PX5 NAK55 P20 NAK80Documento2 pagineMachining Mould Steel PX5 NAK55 P20 NAK80angad_rangarNessuna valutazione finora
- Briggs & Stratton 31C707 Silver Edition Engine SpecsDocumento2 pagineBriggs & Stratton 31C707 Silver Edition Engine SpecsDAS1300Nessuna valutazione finora
- FLYWHEEL DESIGN CALCULATIONSDocumento22 pagineFLYWHEEL DESIGN CALCULATIONSRex OabelNessuna valutazione finora
- Design Spec Sheet 2010Documento2 pagineDesign Spec Sheet 2010ordenador90Nessuna valutazione finora
- Twin Shaft ShredderDocumento88 pagineTwin Shaft ShredderZach Loves Sana0% (1)
- Chapter 07 Sprocket and Chain Drive - PDF EditDocumento36 pagineChapter 07 Sprocket and Chain Drive - PDF EditMAY ARTEMISIA AWA SUMANGILNessuna valutazione finora
- Mechanical engineering design problems and solutionsDocumento31 pagineMechanical engineering design problems and solutionsJom BautistaNessuna valutazione finora
- Milling Tech Info FormulasDocumento5 pagineMilling Tech Info Formulasசிலம்பரசன் செல்வராஜ்Nessuna valutazione finora
- Gears, Wire Ropes and Machine ShopDocumento71 pagineGears, Wire Ropes and Machine ShopLey MarNessuna valutazione finora
- Roller ChainsDocumento9 pagineRoller ChainsLister NambatacNessuna valutazione finora
- Lorain Lrt220 LiteratureDocumento5 pagineLorain Lrt220 Literaturealizulfeqar100% (1)
- Motors: A System Approach: Kurt HeinzmannDocumento50 pagineMotors: A System Approach: Kurt HeinzmannAɭʆʀɘɗ SʌɭʌsNessuna valutazione finora
- Spindle DriveDocumento8 pagineSpindle DriveAhmad Reza AtefNessuna valutazione finora
- Fluid Power FormulasDocumento7 pagineFluid Power FormulasKiran Kumar K TNessuna valutazione finora
- Lanci I LancaniciDocumento160 pagineLanci I Lancanicimiroslav11Nessuna valutazione finora
- Calculation and FormulaDocumento2 pagineCalculation and FormulaDan NavarroNessuna valutazione finora
- Servo Motor:: Input Shaft Siz e .250 "Documento1 paginaServo Motor:: Input Shaft Siz e .250 "ud90117Nessuna valutazione finora
- General Milling FormulasDocumento4 pagineGeneral Milling FormulasZanarkand RnNessuna valutazione finora
- Oprawki - Mazak Schite DeseneDocumento32 pagineOprawki - Mazak Schite DeseneStoian Valentin50% (2)
- Bom of Amc Etp (2 MLD)Documento4 pagineBom of Amc Etp (2 MLD)DesignNessuna valutazione finora
- Clamping ForceDocumento3 pagineClamping ForceabcNessuna valutazione finora
- Diamond ToolsDocumento152 pagineDiamond ToolsPradeepkumar KpNessuna valutazione finora
- 046 University of Alberta SpecDocumento3 pagine046 University of Alberta SpecMohammad Parvez RazaNessuna valutazione finora
- Data H 400A Panel Size 5' X 6' X 1 ' 16SWG Ms SheetDocumento2 pagineData H 400A Panel Size 5' X 6' X 1 ' 16SWG Ms SheetRajaDurai RamakrishnanNessuna valutazione finora
- Design Problems CoachingDocumento31 pagineDesign Problems CoachingsedexxNessuna valutazione finora
- Shigley Machine Design 9th EditionDocumento43 pagineShigley Machine Design 9th EditionHerinda WijayaNessuna valutazione finora
- Brake System For Go KartDocumento5 pagineBrake System For Go KartShubham KulshresthaNessuna valutazione finora
- CHAIN CalculationDocumento18 pagineCHAIN CalculationDmitrijs MuhinsNessuna valutazione finora
- C 107 Pulley Catalog 11 05 LowDocumento42 pagineC 107 Pulley Catalog 11 05 LowMauricio MpintoNessuna valutazione finora
- Okuma Simul Turn 400Documento11 pagineOkuma Simul Turn 400paulkupasNessuna valutazione finora
- Elements of Metric Gear Technology - QTC Q410-416, 417Documento1 paginaElements of Metric Gear Technology - QTC Q410-416, 417Zo StevanovicNessuna valutazione finora
- Indianafluidpower Com Formulas ASPDocumento7 pagineIndianafluidpower Com Formulas ASPJurun_BidanshiNessuna valutazione finora
- AT8611 Lab QuestionsDocumento9 pagineAT8611 Lab QuestionsChirpiNessuna valutazione finora
- Case Study-Chatter IssueDocumento13 pagineCase Study-Chatter IssuemixarimNessuna valutazione finora
- Design and Fabrication of Pedal Powered GeneratorDocumento28 pagineDesign and Fabrication of Pedal Powered GeneratoranbuNessuna valutazione finora
- Electric Flight Motor BasicsDocumento15 pagineElectric Flight Motor BasicsNaveen Kumar100% (1)
- Design and Fabrication of 4 - Way Hacksaw Machine: Department of Mechanical Engineering 2018Documento28 pagineDesign and Fabrication of 4 - Way Hacksaw Machine: Department of Mechanical Engineering 2018Shailendra VermaNessuna valutazione finora
- 10 11Documento9 pagine10 11PrashannaNessuna valutazione finora
- 26 Pressure Vessel.Documento21 pagine26 Pressure Vessel.mishtinil93% (14)
- D Value CalcDocumento5 pagineD Value CalcAstri NgentNessuna valutazione finora
- Data Dial IndikatorDocumento2 pagineData Dial IndikatorAstri NgentNessuna valutazione finora
- Weld Analysis-IC Method v1.1Documento5 pagineWeld Analysis-IC Method v1.1jefersonpimentelNessuna valutazione finora
- Assy Joint Pipa Line 1Documento1 paginaAssy Joint Pipa Line 1Astri NgentNessuna valutazione finora
- Design of Welded ConnectionsDocumento8 pagineDesign of Welded ConnectionsAstri NgentNessuna valutazione finora
- Bekomat Produk DisplayDocumento4 pagineBekomat Produk DisplayAstri NgentNessuna valutazione finora
- Plate and Box Girder DesignDocumento60 paginePlate and Box Girder DesignKrishna ChandranNessuna valutazione finora
- Gantry Crane CalculatedDocumento1 paginaGantry Crane CalculatedAstri NgentNessuna valutazione finora
- Mud Barge Sea ChestDocumento1 paginaMud Barge Sea ChestAstri NgentNessuna valutazione finora
- Bearing Layout PDFDocumento1 paginaBearing Layout PDFAstri NgentNessuna valutazione finora
- Beam Desain1Documento2 pagineBeam Desain1Astri NgentNessuna valutazione finora
- Slide Bearing PTFE Tes ReportDocumento6 pagineSlide Bearing PTFE Tes ReportAstri NgentNessuna valutazione finora
- Surge TankDocumento4 pagineSurge TankAstri NgentNessuna valutazione finora
- ZX 100 K-Truss Support PadDocumento4 pagineZX 100 K-Truss Support PadAstri NgentNessuna valutazione finora
- NTN Pillow BlockDocumento54 pagineNTN Pillow BlockteguheafNessuna valutazione finora
- Over Head Water Tank DesignDocumento5 pagineOver Head Water Tank DesignAstri Ngent100% (1)
- 6000 EN 00 04 Friction BearingDocumento30 pagine6000 EN 00 04 Friction BearingAstri NgentNessuna valutazione finora
- Plugin Bushes PDFDocumento3 paginePlugin Bushes PDFAstri NgentNessuna valutazione finora
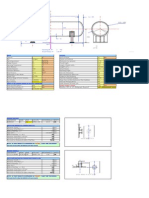
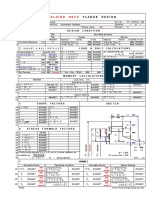
- Flange Example CalcDocumento14 pagineFlange Example CalcAstri NgentNessuna valutazione finora
- Spherical Roller Thrust Bearing PDFDocumento16 pagineSpherical Roller Thrust Bearing PDFAstri NgentNessuna valutazione finora
- Motor Selection, Inertia PDFDocumento6 pagineMotor Selection, Inertia PDFIswar Rauf Aboo 'AqilahNessuna valutazione finora
- Reinforced PadDocumento3 pagineReinforced PadAstri NgentNessuna valutazione finora
- ValveDocumento4 pagineValveAstri NgentNessuna valutazione finora
- Hydroelectric Hydro Power 4 3 1 DesignDocumento28 pagineHydroelectric Hydro Power 4 3 1 DesignLouise UmaliNessuna valutazione finora
- Calculating The Time Required To Empty A Vessel: ExamplesDocumento1 paginaCalculating The Time Required To Empty A Vessel: ExamplesKabir KhanNessuna valutazione finora
- Limit State DesignDocumento26 pagineLimit State DesignAstri NgentNessuna valutazione finora
- Hammer Product Data SheetDocumento2 pagineHammer Product Data SheetAstri NgentNessuna valutazione finora
- Tiếng Anh 7 ISW - Semester 2 - Midterm TestDocumento5 pagineTiếng Anh 7 ISW - Semester 2 - Midterm TestMỹ Hạnh ĐặngNessuna valutazione finora
- A Manufacturer at Your Service: Rolls-RoyceDocumento18 pagineA Manufacturer at Your Service: Rolls-RoyceManali PopatNessuna valutazione finora
- RYA Course Flow Diagram PDF 1Documento1 paginaRYA Course Flow Diagram PDF 1BobNessuna valutazione finora
- 555 HondaDocumento13 pagine555 Hondaxtrmwrld100% (1)
- Twindiscpto 308 SDocumento12 pagineTwindiscpto 308 SBGNessuna valutazione finora
- CFR 2020 Title33 Vol1Documento753 pagineCFR 2020 Title33 Vol1Vitalijs K.Nessuna valutazione finora
- Toll-2019.01.08-Guidelines-SOP For Issuance of FASTags To Exempted Categories of Mechanical VehiclesDocumento11 pagineToll-2019.01.08-Guidelines-SOP For Issuance of FASTags To Exempted Categories of Mechanical VehiclesdrmanoNessuna valutazione finora
- BAOLSSDocumento3 pagineBAOLSSJahidur RahmanNessuna valutazione finora
- Import of Vehicles: Taxpayer's Facilitation GuideDocumento12 pagineImport of Vehicles: Taxpayer's Facilitation GuideSami Ur RehmanNessuna valutazione finora
- Juttet, Phnom Penh, April 1975: Personal Account of The EventsDocumento24 pagineJuttet, Phnom Penh, April 1975: Personal Account of The EventstepantreeNessuna valutazione finora
- 4. 전시회 카탈로그 및 매뉴얼북 PDFDocumento50 pagine4. 전시회 카탈로그 및 매뉴얼북 PDFvanNessuna valutazione finora
- 2018 UTM ConOps v1.0Documento52 pagine2018 UTM ConOps v1.0Scott ChenNessuna valutazione finora
- Federal Aviation Administration, DOT 135.351: 135.349 Flight Attendants: Initial and Transition Ground TrainingDocumento2 pagineFederal Aviation Administration, DOT 135.351: 135.349 Flight Attendants: Initial and Transition Ground TrainingmollyNessuna valutazione finora
- Directory - Ontario Federation of AgricultureDocumento69 pagineDirectory - Ontario Federation of Agriculturearwid vasilevNessuna valutazione finora
- Mahindra Thar 2020 BS6 Radiator Protection Guard Kit - Thar 2020 - Car Accessories - Mahindra Genuine AccessoriesDocumento1 paginaMahindra Thar 2020 BS6 Radiator Protection Guard Kit - Thar 2020 - Car Accessories - Mahindra Genuine AccessoriesVudayabhaskarNessuna valutazione finora
- Marine Trader Double Cabin Cruiser Under $50KDocumento8 pagineMarine Trader Double Cabin Cruiser Under $50KGert SteynNessuna valutazione finora
- Qatar Traffic ManualDocumento171 pagineQatar Traffic Manualynnas29sanny80% (10)
- Car NappingDocumento3 pagineCar NappingiamnoelNessuna valutazione finora
- Infiniti QX70 EuroNCAP PDFDocumento3 pagineInfiniti QX70 EuroNCAP PDFcarbasemyNessuna valutazione finora
- Petronas Technical Standards: Load-Out and Sea-Fastening For Upstream FacilitiesDocumento26 paginePetronas Technical Standards: Load-Out and Sea-Fastening For Upstream FacilitiesAbhishek Gupta100% (1)
- Requirements for Existing Chemical TankersDocumento6 pagineRequirements for Existing Chemical Tankersir_azlan_aziz860Nessuna valutazione finora
- Private Standard: Shahram GhanbarichelaresiDocumento2 paginePrivate Standard: Shahram Ghanbarichelaresiarian tejaratNessuna valutazione finora
- Pipeline InspectionDocumento19 paginePipeline InspectionsaeedalemveNessuna valutazione finora
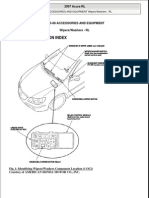
- Wiper WasherDocumento26 pagineWiper Washermkisa70100% (1)
- Cargo handling and stowage document analysisDocumento45 pagineCargo handling and stowage document analysisMutiara Yulia DiantiNessuna valutazione finora
- Pdac 2014 Herrenknecht BrockwayDocumento22 paginePdac 2014 Herrenknecht BrockwayharryhessNessuna valutazione finora
- Unit 1 Paragraph To Short EssayDocumento34 pagineUnit 1 Paragraph To Short EssayNesreen YusufNessuna valutazione finora
- Cities Annual Report FY 2001-02Documento688 pagineCities Annual Report FY 2001-02L. A. PatersonNessuna valutazione finora
- Paro V6 202305Documento26 pagineParo V6 202305Igor LevochkinNessuna valutazione finora
- PE Cable ChambersDocumento6 paginePE Cable ChambersAPLAST d.o.o.Nessuna valutazione finora