Potrebbero piacerti anche
- MB 11 BrochureDocumento7 pagineMB 11 BrochurePhliip StaintonNessuna valutazione finora
- WTP Boq-FinalDocumento3 pagineWTP Boq-FinalT M Murshed Mukul100% (1)
- 225 Na Engg DataDocumento8 pagine225 Na Engg DatadeyprasenNessuna valutazione finora
- Metito - TSE RO Presentation KM DC WorkshopDocumento24 pagineMetito - TSE RO Presentation KM DC WorkshopMohamed TahounNessuna valutazione finora
- Proposed Wastewater Treatment for Sugar IndustriesDocumento27 pagineProposed Wastewater Treatment for Sugar IndustriesChali HaineNessuna valutazione finora
- Membrane Drinking Water TreatmentDocumento16 pagineMembrane Drinking Water TreatmentRamesh SoniNessuna valutazione finora
- Flint WTP O-M Manual With SOPs 553219 7Documento83 pagineFlint WTP O-M Manual With SOPs 553219 7Omkar BharankarNessuna valutazione finora
- L 18UF 215 Manual R1Documento33 pagineL 18UF 215 Manual R1Martin Bangueses100% (1)
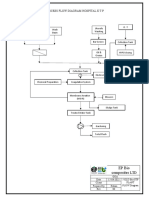
- Process Flow Diagram Hospital E.T.P: EP Bio CompositesDocumento2 pagineProcess Flow Diagram Hospital E.T.P: EP Bio CompositesRohan Chaugule100% (1)
- MBBR ETP Presentation for Fair ElectronicsDocumento32 pagineMBBR ETP Presentation for Fair Electronicsshakib nazmus0% (1)
- Saltworks Zero Liquid Discharge InfographicDocumento2 pagineSaltworks Zero Liquid Discharge InfographicSameer HussainNessuna valutazione finora
- Operator - Book-StpDocumento113 pagineOperator - Book-StpAce Dynamics IndiaNessuna valutazione finora
- ZLDTechnologiesDocumento14 pagineZLDTechnologiesAna HernándezNessuna valutazione finora
- Prensentation Slides For Industry BriefingDocumento40 paginePrensentation Slides For Industry BriefingkunalkhubaniNessuna valutazione finora
- HPD VeoliaDocumento8 pagineHPD VeoliaalbidaiaNessuna valutazione finora
- GVT-ODIS-SWRO For PBMC PDFDocumento35 pagineGVT-ODIS-SWRO For PBMC PDFSwati BhattacharyyaNessuna valutazione finora
- Proposal For Kubota HCZ-50 Wastewater Treatment Plant For Cargills Bandarawela PDFDocumento25 pagineProposal For Kubota HCZ-50 Wastewater Treatment Plant For Cargills Bandarawela PDFshehanNessuna valutazione finora
- Tor Indonesia PDFDocumento44 pagineTor Indonesia PDFzulkifliharahapNessuna valutazione finora
- Sewage Treatment Plant Components and ProcessDocumento64 pagineSewage Treatment Plant Components and ProcessPankaj Gogoi100% (1)
- Spe 108912Documento0 pagineSpe 108912yannnicckNessuna valutazione finora
- MBBR PresentationDocumento14 pagineMBBR PresentationHidar Ali100% (1)
- Potassium Permanganate As Oxidant in The Cod Test For Saline Water SamplesDocumento11 paginePotassium Permanganate As Oxidant in The Cod Test For Saline Water SampleskomodobutaNessuna valutazione finora
- Pentek: Using This GuideDocumento23 paginePentek: Using This Guideghmp123Nessuna valutazione finora
- ROCHEM Alemania Tratamiento Lixiviados de Rellenos Sanitarios Brochure Leachate-Leaflet-20-01-152Documento20 pagineROCHEM Alemania Tratamiento Lixiviados de Rellenos Sanitarios Brochure Leachate-Leaflet-20-01-152Manuel AlejandroNessuna valutazione finora
- ProcessIndustriesandDrives - Introduction - Slide - SetDocumento26 pagineProcessIndustriesandDrives - Introduction - Slide - Setmfonseca31Nessuna valutazione finora
- Process Control WWTP2Documento5 pagineProcess Control WWTP2Arima KouseiNessuna valutazione finora
- DowDocumento8 pagineDowrammu2001Nessuna valutazione finora
- Ozone PaDocumento8 pagineOzone PaAmbar AmKaNessuna valutazione finora
- r0 Proposal of Gree Tophill Lars - Ehi Rev1Documento45 paginer0 Proposal of Gree Tophill Lars - Ehi Rev1Anonymous fS6Znc9Nessuna valutazione finora
- ETP Assessment Refreshment PDFDocumento21 pagineETP Assessment Refreshment PDFFindora InternusaNessuna valutazione finora
- WAVE Technical Manual 45 D01378 enDocumento226 pagineWAVE Technical Manual 45 D01378 enSamoel AnjosNessuna valutazione finora
- ES0153-75320100-DBR-0001DM PlantDocumento73 pagineES0153-75320100-DBR-0001DM Plantraaj bharath100% (1)
- Ebook Ipal Diagram Alir PDFDocumento14 pagineEbook Ipal Diagram Alir PDFDanang M AbroriNessuna valutazione finora
- Biological Treatment WastewaterDocumento183 pagineBiological Treatment WastewaterAgentia Imobiliara InterestNessuna valutazione finora
- RWL Water Nirobox SWDocumento3 pagineRWL Water Nirobox SWAlexander HerreraNessuna valutazione finora
- Manual ENG - Kristal 600ER0820 V1.3b (221110)Documento49 pagineManual ENG - Kristal 600ER0820 V1.3b (221110)merifie renegado67% (3)
- Operation & Maintenance Manual (O&M) OF Package Water Treatment Plant (PWTP)Documento16 pagineOperation & Maintenance Manual (O&M) OF Package Water Treatment Plant (PWTP)Ashish Nair100% (1)
- Alfa Laval Spiro MembranesDocumento4 pagineAlfa Laval Spiro MembranesCornelius Toni KuswandiNessuna valutazione finora
- Continuous Sand Filter (CSFDocumento2 pagineContinuous Sand Filter (CSFganeshNessuna valutazione finora
- Tulsion A-27 MPDocumento2 pagineTulsion A-27 MPPT Deltapuro IndonesiaNessuna valutazione finora
- O & M - S Brewing ETPDocumento47 pagineO & M - S Brewing ETPOmkar Bharankar100% (1)
- Bilfinger Water Technologies - Global Unit Water Treatment - EDocumento40 pagineBilfinger Water Technologies - Global Unit Water Treatment - EmohamedNessuna valutazione finora
- 1000 Liter Ion Exchange GalleriaDocumento5 pagine1000 Liter Ion Exchange GalleriaBiswajit SahooNessuna valutazione finora
- Lec4 Water and Wastewater TreatmentDocumento54 pagineLec4 Water and Wastewater TreatmentKent Harry CumpioNessuna valutazione finora
- Desalination Plant: Let's Explore!Documento33 pagineDesalination Plant: Let's Explore!saqlainNessuna valutazione finora
- KENT Design Guide 2000 Technical AppendixDocumento63 pagineKENT Design Guide 2000 Technical AppendixOvidiu ChirvaseNessuna valutazione finora
- Filmtec™ Fortlife™ Xc120 Element - A Boon For Textile Industry in Tamil Nadu, IndiaDocumento2 pagineFilmtec™ Fortlife™ Xc120 Element - A Boon For Textile Industry in Tamil Nadu, Indiaali jafNessuna valutazione finora
- All Brochures ETIDocumento33 pagineAll Brochures ETIPuji RahmawatiNessuna valutazione finora
- AMIAD Water Systems Arkal Spin Klin 7 X4" Galaxy User Guide: Installation and Operation InstructionsDocumento23 pagineAMIAD Water Systems Arkal Spin Klin 7 X4" Galaxy User Guide: Installation and Operation InstructionsLuongNessuna valutazione finora
- MSDS - Polyelectrolyte, CleartechDocumento7 pagineMSDS - Polyelectrolyte, CleartechBazil BoliaNessuna valutazione finora
- COCONUT SHELL - Mesoporous High-surface-Area Activated CarbonDocumento9 pagineCOCONUT SHELL - Mesoporous High-surface-Area Activated CarbonMateo AponteNessuna valutazione finora
- Comparison of Price For Water Treatment Chemicals by The Following 3 VendorDocumento1 paginaComparison of Price For Water Treatment Chemicals by The Following 3 VendorAK TRIPATHINessuna valutazione finora
- 100 PF01Documento87 pagine100 PF01Việt Hoàng Bùi100% (2)
- Fichtner Consulting Engineers India drawing reviewDocumento3 pagineFichtner Consulting Engineers India drawing reviewRentu PhiliposeNessuna valutazione finora
- Textile Environmental PresentationDocumento52 pagineTextile Environmental PresentationNayeem RahmanNessuna valutazione finora
- 10 Steps To Design An RO - NF Membrane SystemDocumento5 pagine10 Steps To Design An RO - NF Membrane SystemNithi AnandNessuna valutazione finora
- DI Water Plant Regeneration CalculationsDocumento3 pagineDI Water Plant Regeneration CalculationsJORGE CAICEDONessuna valutazione finora
- Membrane Treatment Processes Offer Versatility and Physical Barrier for Contaminant RemovalDocumento8 pagineMembrane Treatment Processes Offer Versatility and Physical Barrier for Contaminant RemovalbazediNessuna valutazione finora
- Paques Reactores Anaerobios PDFDocumento24 paginePaques Reactores Anaerobios PDFGUido JUarezNessuna valutazione finora
- Final Thesis ChetnaDocumento63 pagineFinal Thesis ChetnaÖmer LaçinNessuna valutazione finora
- Intro To Fluid MechanicsDocumento20 pagineIntro To Fluid MechanicsnetvidyaNessuna valutazione finora
- Purification of Natural Gas PDFDocumento121 paginePurification of Natural Gas PDFnetvidyaNessuna valutazione finora
- Studies On The Use of AdsorptionDocumento83 pagineStudies On The Use of AdsorptionnetvidyaNessuna valutazione finora
- Beneficiation of Indian CoalDocumento76 pagineBeneficiation of Indian CoalnetvidyaNessuna valutazione finora
- Liquid-Liquid Heat Transfer in Spray ColumnDocumento80 pagineLiquid-Liquid Heat Transfer in Spray ColumnnetvidyaNessuna valutazione finora
- Treatment of Organic Waste WaterDocumento72 pagineTreatment of Organic Waste WaternetvidyaNessuna valutazione finora
- Co-Pyrolysis of Spent Engine OilDocumento79 pagineCo-Pyrolysis of Spent Engine OilnetvidyaNessuna valutazione finora
- Laboratory ReportDocumento9 pagineLaboratory ReportXuan ChuaNessuna valutazione finora
- Computers For A Sustainable Society: Michael Adams Newsweek Vol. Cxxv. No 5Documento5 pagineComputers For A Sustainable Society: Michael Adams Newsweek Vol. Cxxv. No 5zoi_tsa_kNessuna valutazione finora
- Modern Science Biomes PresentationDocumento18 pagineModern Science Biomes PresentationAvegail BumatayNessuna valutazione finora
- Smart India Hackathon Problem DescriptionDocumento136 pagineSmart India Hackathon Problem DescriptionNithish Kumar K M0% (1)
- Benefits and drawbacks of public and private transportDocumento4 pagineBenefits and drawbacks of public and private transportgerronimoNessuna valutazione finora
- Thirsty ConcreteDocumento21 pagineThirsty ConcreteARVIND SINGH RAWAT100% (1)
- 06 Legacy A2 Unit 6Documento9 pagine06 Legacy A2 Unit 6Azsumcute0% (1)
- Mercaptohexanoic AcidDocumento6 pagineMercaptohexanoic AcidMeliDavila22Nessuna valutazione finora
- 12 Unit 10 - (Vocabulary + Exercise + Key) - NTHDocumento11 pagine12 Unit 10 - (Vocabulary + Exercise + Key) - NTHHuỳnh Lê Quang ĐệNessuna valutazione finora
- (PRL) Pakistan Refinery LimitedDocumento16 pagine(PRL) Pakistan Refinery LimitedHammad Naeem0% (1)
- Economic Analysis of Fethiye Gocek Special Environmental Protection AreaDocumento60 pagineEconomic Analysis of Fethiye Gocek Special Environmental Protection AreaUNDP TürkiyeNessuna valutazione finora
- Mhca - Redi Mix Concrete FacilitiesDocumento14 pagineMhca - Redi Mix Concrete FacilitiesRaza Muhammad SoomroNessuna valutazione finora
- Waste Water Treatment ProposalDocumento6 pagineWaste Water Treatment ProposalSalvador IINessuna valutazione finora
- (CITROEN) Manual Sistema de Inyeccion Diesel Bosch HDI EDC 15C2Documento154 pagine(CITROEN) Manual Sistema de Inyeccion Diesel Bosch HDI EDC 15C2wilmer huangaNessuna valutazione finora
- Environmental Guidelines For The Textile Dyeing and Finishing IndustryDocumento43 pagineEnvironmental Guidelines For The Textile Dyeing and Finishing IndustryMohita VadrevuNessuna valutazione finora
- Smoke-Free Workplace PolicyDocumento6 pagineSmoke-Free Workplace Policymj santosNessuna valutazione finora
- Tiwai Point Aluminium SmelterDocumento5 pagineTiwai Point Aluminium SmelterStuff NewsroomNessuna valutazione finora
- Position PaperDocumento2 paginePosition Paperphani sreevatsaNessuna valutazione finora
- EGLE Wurtsmith LetterDocumento71 pagineEGLE Wurtsmith LetterCourtney BennettNessuna valutazione finora
- Bentone 30 Msds (Eu-Be)Documento6 pagineBentone 30 Msds (Eu-Be)Amir Ososs0% (1)
- Upgrade Pollution Control Facilities Port Harcourt, Mosimi, Atlas CoveDocumento10 pagineUpgrade Pollution Control Facilities Port Harcourt, Mosimi, Atlas Coveajie denzelNessuna valutazione finora
- Hien Et Al., 1999 Temporal Variations of Source Impacts at The Receptor, As Derived From Air PM Monitoring Data in HCM City VNDocumento10 pagineHien Et Al., 1999 Temporal Variations of Source Impacts at The Receptor, As Derived From Air PM Monitoring Data in HCM City VNnguyendacloc1986Nessuna valutazione finora
- Finding Everyday Pollutants and Sustainable SolutionsDocumento6 pagineFinding Everyday Pollutants and Sustainable SolutionsMary Ann F. MendezNessuna valutazione finora
- Sds333s00 Calfoam Es-303Documento8 pagineSds333s00 Calfoam Es-303awsarafNessuna valutazione finora
- Epa 9081Documento4 pagineEpa 9081Luis Miguel Hernández LópezNessuna valutazione finora
- Coal Bed MethaneDocumento28 pagineCoal Bed MethaneMohammed Kabiruddin0% (1)
- Green Development Standard: TorontoDocumento28 pagineGreen Development Standard: TorontoBlues CatoNessuna valutazione finora
- Teppeki MSDSDocumento12 pagineTeppeki MSDSmealysrNessuna valutazione finora
- SLP Front PagesDocumento16 pagineSLP Front PagesJohnNessuna valutazione finora
- 33. UNIT 10 - TEST 2 - KEYDocumento4 pagine33. UNIT 10 - TEST 2 - KEYPhạm MơNessuna valutazione finora