Potrebbero piacerti anche
- 15 - Herramientas de Calidad Con EjerciciosDocumento46 pagine15 - Herramientas de Calidad Con EjerciciosBeñat Ugarte Telleria71% (7)
- Administracion de Almacenes UNMSMDocumento44 pagineAdministracion de Almacenes UNMSMMickeiCordNessuna valutazione finora
- Presentacion de Celdas de ManufacturaDocumento53 paginePresentacion de Celdas de ManufacturaJorge Arturo CarmonaNessuna valutazione finora
- 8 DesperdiciosDocumento16 pagine8 DesperdiciosBetty Reyes CamposNessuna valutazione finora
- Taf - Doe 2 V 42Documento11 pagineTaf - Doe 2 V 42FELIPE JESUS QUINTANA ORTEGANessuna valutazione finora
- Sesión02 - Cómo Abrir Un CibercaféDocumento27 pagineSesión02 - Cómo Abrir Un CibercaféjjleivaNessuna valutazione finora
- Gestión de Mantenimiento PDFDocumento4 pagineGestión de Mantenimiento PDFalonso escalante veraNessuna valutazione finora
- NMX R 026 Scfi 2016Documento26 pagineNMX R 026 Scfi 2016STELLA MARISNessuna valutazione finora
- Bill of MaterialsDocumento7 pagineBill of Materialsalvaro gallardoNessuna valutazione finora
- VSM Aplicado A Un ServicioDocumento41 pagineVSM Aplicado A Un ServicioDulce Lucía Lara GarcíaNessuna valutazione finora
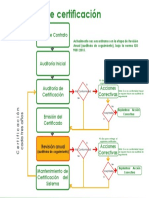
- Proceso de Certificación ISO 9001Documento1 paginaProceso de Certificación ISO 9001JuanNessuna valutazione finora
- Productividad EmpresarialDocumento38 pagineProductividad EmpresarialAmerica catita quispe torresNessuna valutazione finora
- CORE TOOLS Herramientas para La Industria Automotriz 2019Documento23 pagineCORE TOOLS Herramientas para La Industria Automotriz 2019Catherine Paez LancherosNessuna valutazione finora
- Logística y Abastecimiento de AlmacénDocumento10 pagineLogística y Abastecimiento de AlmacénPalito de CocoNessuna valutazione finora
- 2SI2Documento119 pagine2SI2yovana100% (1)
- APQPDocumento3 pagineAPQPSergioNessuna valutazione finora
- Value Stream Map ActualDocumento33 pagineValue Stream Map ActualluismiguelpuppiugazNessuna valutazione finora
- Ejercicios Diagrama de ParetoDocumento5 pagineEjercicios Diagrama de ParetoAndres CampuzanoNessuna valutazione finora
- Sistemas de ManufacturaDocumento103 pagineSistemas de ManufacturaDiego Armando Muñoz100% (1)
- Actividad Evaluactiva Eje 3 Diseño de ProcesosDocumento29 pagineActividad Evaluactiva Eje 3 Diseño de ProcesosMaría José Arias CuellarNessuna valutazione finora
- SOLMA Hoja de Toma de TiemposDocumento1 paginaSOLMA Hoja de Toma de TiemposJacobo Isaac Gonzalez VazquezNessuna valutazione finora
- Cadenas de Abastecimiento Dinámicas 1ed - John GattornaDocumento33 pagineCadenas de Abastecimiento Dinámicas 1ed - John GattornaJuan Ludeña SánchezNessuna valutazione finora
- Sesión 3 - Jidoka y Cero DefectosDocumento49 pagineSesión 3 - Jidoka y Cero DefectosAngel Cortez EspinozaNessuna valutazione finora
- JIDOKADocumento9 pagineJIDOKARoberto MazariegosNessuna valutazione finora
- Siete Mudas de Lean ManufacturingDocumento1 paginaSiete Mudas de Lean ManufacturingSara OrozcoNessuna valutazione finora
- TPM, AmefDocumento17 pagineTPM, AmefCarlos Javier GiganteNessuna valutazione finora
- Kanban GembaDocumento31 pagineKanban GembaLinda SalasNessuna valutazione finora
- Produccion Ii Lean Manufacturing PDFDocumento270 pagineProduccion Ii Lean Manufacturing PDFCristican17847971Nessuna valutazione finora
- Excelencia OperacionalDocumento15 pagineExcelencia OperacionalVictorMtzCruzNessuna valutazione finora
- Tema 2 - Logística de AprovisionamientoDocumento69 pagineTema 2 - Logística de AprovisionamientoSebastian Miguel Arellano AgramontNessuna valutazione finora
- Tiempo TaktDocumento3 pagineTiempo TaktToÑoBaldenegroNessuna valutazione finora
- Tesis para Proceso de PickingDocumento150 pagineTesis para Proceso de PickingKasami Michelle LovewithNessuna valutazione finora
- Procesos Manufactura IIDocumento3 pagineProcesos Manufactura IIJUAN CARLOS CORTES ALVAREZNessuna valutazione finora
- Practica Herramienta SmedDocumento7 paginePractica Herramienta SmedPerla Cervantes100% (2)
- Indicadores de Productividad para MantenimientoDocumento6 pagineIndicadores de Productividad para MantenimientoArturo PalmaNessuna valutazione finora
- Ingeniería de PlantasDocumento30 pagineIngeniería de PlantasAngel GgrNessuna valutazione finora
- Esbelta Hasta VSM ActualDocumento32 pagineEsbelta Hasta VSM ActualAngel Luis Junior Condor MartinNessuna valutazione finora
- Metodologia de Planes de ControlDocumento51 pagineMetodologia de Planes de ControlLuis Daniel MonjarazNessuna valutazione finora
- La Prediccion de Yield de ManufacturaDocumento6 pagineLa Prediccion de Yield de ManufacturaEdgar Morales ArguelloNessuna valutazione finora
- La Importancia de Las Normas Oficiales MexicanasDocumento4 pagineLa Importancia de Las Normas Oficiales MexicanasAnonymous XYrojYDzMNessuna valutazione finora
- AMFEDocumento16 pagineAMFEEduardo Josue Renderos VasquezNessuna valutazione finora
- VSM 1Documento43 pagineVSM 1Leopoldo Rafael Gilsamaniego BaroNessuna valutazione finora
- Sistemas de Manufactura TemarioDocumento3 pagineSistemas de Manufactura TemariorazielNessuna valutazione finora
- Efectividad Global de Los Equipos OEEDocumento17 pagineEfectividad Global de Los Equipos OEEAlejandro Ortega OsornioNessuna valutazione finora
- Manual para Implementar KAIZENDocumento19 pagineManual para Implementar KAIZENjober123Nessuna valutazione finora
- Expo PromodelDocumento42 pagineExpo Promodelmaldito92Nessuna valutazione finora
- Cuadro-Sinóptico de Aportaciones GSCDocumento2 pagineCuadro-Sinóptico de Aportaciones GSCMiguel Mendoza0% (1)
- Diagrama de Pareto PDFDocumento13 pagineDiagrama de Pareto PDFDayron PalacioNessuna valutazione finora
- Seleccion de ProveedoresDocumento14 pagineSeleccion de ProveedoresOmar silver Choqque condoriNessuna valutazione finora
- Texto OEEDocumento44 pagineTexto OEELuis Alberto Guijarro AvilaNessuna valutazione finora
- Iso 28000 2007 SG Seguridad Cadena de Suministro SGS Octubre 2013Documento16 pagineIso 28000 2007 SG Seguridad Cadena de Suministro SGS Octubre 2013Ana VivasNessuna valutazione finora
- 1.4 Sistemas AvanzadosDocumento17 pagine1.4 Sistemas AvanzadosRafael Alvarado100% (1)
- SmedDocumento61 pagineSmedjesusmem100% (2)
- OPEXDocumento9 pagineOPEXCeledonio Hernandez SanchezNessuna valutazione finora
- Distribución en Planta - Diseño de Plantas Sesión Virtual 13 Abril 2020Documento38 pagineDistribución en Planta - Diseño de Plantas Sesión Virtual 13 Abril 2020Diana Marcela Lopez100% (1)
- Demanda DependienteDocumento9 pagineDemanda Dependientemiketowers0% (1)
- Mantenimiento Productivo TotalDocumento31 pagineMantenimiento Productivo TotalValentina Rios AlvarezNessuna valutazione finora
- MF0664_3 - Programación de la producción en industrias de procesoDa EverandMF0664_3 - Programación de la producción en industrias de procesoNessuna valutazione finora
- UF1129 - Costes de los procesos de mecanizadoDa EverandUF1129 - Costes de los procesos de mecanizadoNessuna valutazione finora
- Ingeniería de métodos - 1ra edición: Movimientos y tiemposDa EverandIngeniería de métodos - 1ra edición: Movimientos y tiemposNessuna valutazione finora
- TAF - DOE 2 V 42-Grupo 2Documento31 pagineTAF - DOE 2 V 42-Grupo 2FELIPE JESUS QUINTANA ORTEGANessuna valutazione finora
- CBF, Inc.Documento11 pagineCBF, Inc.Byeslaquit13100% (2)
- Fundamento para La Selección de Fundiciones FerrosasDocumento67 pagineFundamento para La Selección de Fundiciones FerrosasBeñat Ugarte TelleriaNessuna valutazione finora
- Aplicación de Lean Manufacturing en Una Fundidora de Porta Diferenciales y Porta EngranesDocumento110 pagineAplicación de Lean Manufacturing en Una Fundidora de Porta Diferenciales y Porta EngranesBeñat Ugarte TelleriaNessuna valutazione finora
- Mejoramiento y Estandarización de Los Procesos Logísticos en La Gestión de Almacenamiento y Empaque Del Área de Reposición de La Empresa Dana Transejes ColombiaDocumento256 pagineMejoramiento y Estandarización de Los Procesos Logísticos en La Gestión de Almacenamiento y Empaque Del Área de Reposición de La Empresa Dana Transejes ColombiaBeñat Ugarte Telleria0% (1)
- Apuntes Balance de Materia y Energia 2004Documento88 pagineApuntes Balance de Materia y Energia 2004Jose Kalvin Rojas Sosa89% (9)
- Tabla MTM UasDocumento1 paginaTabla MTM UasBeñat Ugarte TelleriaNessuna valutazione finora
- Modelos de Tableros de La Marca Siemens y Schneider Electric (Square D)Documento24 pagineModelos de Tableros de La Marca Siemens y Schneider Electric (Square D)FernandoTatoNessuna valutazione finora
- Manual de Usuario CibercontDocumento43 pagineManual de Usuario CibercontVilqueHorezanoNessuna valutazione finora
- Instrucciones Dobble Spot It AbcdeEleDocumento5 pagineInstrucciones Dobble Spot It AbcdeEleluisangelyjuliNessuna valutazione finora
- Router FujitelDocumento22 pagineRouter FujitelDiego Ramírez ParraNessuna valutazione finora
- Introducción A AhplDocumento23 pagineIntroducción A AhplArturo72100% (1)
- AritmÉtica BinariaDocumento25 pagineAritmÉtica Binariaibleidx100% (8)
- CV MonicaDocumento2 pagineCV Monicalos desmadres de Ryuji y LotzoNessuna valutazione finora
- Arquitectura Del IOC-V2Documento6 pagineArquitectura Del IOC-V2Alberto BenaventeNessuna valutazione finora
- Instalar Siscole Cuaderno PedagógicoDocumento8 pagineInstalar Siscole Cuaderno Pedagógicogreggen1100% (3)
- Estructuras Simples y Dobles Conceptos BasicosDocumento16 pagineEstructuras Simples y Dobles Conceptos BasicosSamuel AlemánNessuna valutazione finora
- 22 Manual de Usuario de La Extensión CINEMA 4DDocumento22 pagine22 Manual de Usuario de La Extensión CINEMA 4Dtabio 85Nessuna valutazione finora
- Guia 1 Conceptos Basicos de Excel Grado 6°Documento12 pagineGuia 1 Conceptos Basicos de Excel Grado 6°Dayan RousseNessuna valutazione finora
- 1-b Presentación Subsistema de Antenas Venesat-1-Diplomado FabricaDocumento52 pagine1-b Presentación Subsistema de Antenas Venesat-1-Diplomado FabricapedroNessuna valutazione finora
- Informe Sobre Lista de Chequeo Según Decreto 1072Documento2 pagineInforme Sobre Lista de Chequeo Según Decreto 1072Johanna JirleyNessuna valutazione finora
- Manual de Sala 2022Documento8 pagineManual de Sala 2022Camila RodriguezNessuna valutazione finora
- Rectificación y OrtofotogrametríaDocumento20 pagineRectificación y Ortofotogrametríapiero mendoza timanáNessuna valutazione finora
- ZTE Modem Wifi MF30 ManualDocumento74 pagineZTE Modem Wifi MF30 ManualSean GrahamNessuna valutazione finora
- Evaluacion de Contar y Sumar - SiDocumento12 pagineEvaluacion de Contar y Sumar - Sijuana catalinaNessuna valutazione finora
- Edupague Instructivo-ColcustodioDocumento2 pagineEdupague Instructivo-ColcustodioKaren GomezNessuna valutazione finora
- Cuadro Sinoptico Metodos de Estudio de TiemposDocumento1 paginaCuadro Sinoptico Metodos de Estudio de TiemposJesus AlviarezNessuna valutazione finora
- Syllabus 320132507Documento6 pagineSyllabus 320132507Katty Elizabeth Mejia NarroNessuna valutazione finora
- Taller Electrónica DigitalDocumento53 pagineTaller Electrónica Digitalcsantos712100% (1)
- Juan Salvador GaviotaDocumento20 pagineJuan Salvador GaviotaEnoc Tercero100% (1)
- Mediana para Datos No AgrupadosDocumento5 pagineMediana para Datos No AgrupadosSteven Alexander Barrios HerreraNessuna valutazione finora
- Politicas Normas y Procedimientos RRHHDocumento8 paginePoliticas Normas y Procedimientos RRHHJose Luis Romero100% (3)
- FacturaDocumento6 pagineFacturaAMPARO INOA SERVICE SRLNessuna valutazione finora
- Guía de Creación de Plugins WordPress para PrincipiantesDocumento26 pagineGuía de Creación de Plugins WordPress para Principiantesedwin miguel cepeda ortegaNessuna valutazione finora
- VARIO Water - ESPDocumento2 pagineVARIO Water - ESPJosé MezaNessuna valutazione finora
- Prototipò Fantoma U MayorDocumento10 paginePrototipò Fantoma U MayorRosy AlcayagaNessuna valutazione finora