Potrebbero piacerti anche
- Samer Adeeb The Principle of Virtual WorkDocumento13 pagineSamer Adeeb The Principle of Virtual WorkJustlikeNessuna valutazione finora
- Instructions For CandidatesDocumento1 paginaInstructions For CandidatesJustlikeNessuna valutazione finora
- Department of Computer Science & EngineeringDocumento2 pagineDepartment of Computer Science & EngineeringJustlikeNessuna valutazione finora
- MSD Final Project - V1 11-1Documento93 pagineMSD Final Project - V1 11-1Justlike0% (1)
- UPSC Civil Services Exam Notice for 2011Documento34 pagineUPSC Civil Services Exam Notice for 2011Mahesh ChowdaryNessuna valutazione finora
- Machine Design (Documento70 pagineMachine Design (nagrazzaNessuna valutazione finora
- MmdschemeDocumento5 pagineMmdschemepachieduNessuna valutazione finora
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (587)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (73)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2219)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (265)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (119)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Fluid Properties and Unit Conversions ProgramDocumento13 pagineFluid Properties and Unit Conversions ProgramNawaz KhanNessuna valutazione finora
- Resin R3X1660 - Material Data Sheet - Part BDocumento4 pagineResin R3X1660 - Material Data Sheet - Part BRavie OuditNessuna valutazione finora
- Reasons to Replace Expired Fire ExtinguishersDocumento3 pagineReasons to Replace Expired Fire ExtinguishersswapnilmanwtkarNessuna valutazione finora
- Ujian Mac Chemistry Form 4Documento9 pagineUjian Mac Chemistry Form 4Nur Zuraimie ZamNessuna valutazione finora
- Afa Reviewer ADocumento28 pagineAfa Reviewer AJane CastroNessuna valutazione finora
- Belonio, Roi Emman E.Documento4 pagineBelonio, Roi Emman E.Adrian Nazrene BitoonNessuna valutazione finora
- Editorial Board of IJAR (International Journal of Advanced Research, ISSN: 2320-5407)Documento9 pagineEditorial Board of IJAR (International Journal of Advanced Research, ISSN: 2320-5407)Jiban ShresthaNessuna valutazione finora
- Cartridge Heaters FIREROD ImmersionDocumento3 pagineCartridge Heaters FIREROD ImmersionEliasNessuna valutazione finora
- Ripening of CheeseDocumento18 pagineRipening of CheeseHASVRDNessuna valutazione finora
- Molecules: Blumea Balsamifera-A Phytochemical andDocumento25 pagineMolecules: Blumea Balsamifera-A Phytochemical andAlyssa Leah Veloso EvangelistaNessuna valutazione finora
- Test Report E-Liquid: 1 Sample InformationDocumento10 pagineTest Report E-Liquid: 1 Sample InformationVangel PetrovNessuna valutazione finora
- Certificado de Calidad Caps SCH-40Documento1 paginaCertificado de Calidad Caps SCH-40Jesus CondoriNessuna valutazione finora
- API 651 QuestionsDocumento4 pagineAPI 651 QuestionsMohammed YoussefNessuna valutazione finora
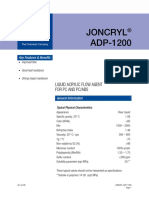
- 1200 TDSDocumento2 pagine1200 TDSRoxana LencinaNessuna valutazione finora
- Ion ChannelsDocumento3 pagineIon ChannelsMizrab NadeemNessuna valutazione finora
- FTIR Analysis of Rapeseed Oil and Biodiesel Methyl EstersDocumento2 pagineFTIR Analysis of Rapeseed Oil and Biodiesel Methyl Estersrgx1120% (1)
- Hegatec VacuumBeltDryerDocumento2 pagineHegatec VacuumBeltDryerpintaratNessuna valutazione finora
- Sika Solutions For Concrete BridgesDocumento17 pagineSika Solutions For Concrete BridgescaapromoNessuna valutazione finora
- Pipebook ADocumento2 paginePipebook APRAKASH PANDEYNessuna valutazione finora
- Raphex-2009pdf PDFDocumento29 pagineRaphex-2009pdf PDFjoe jonesNessuna valutazione finora
- Optek TOP5 Brewery Applications EnglishDocumento16 pagineOptek TOP5 Brewery Applications EnglishoptekNessuna valutazione finora
- Content of The Dossier For Chemical Purity and Microbiological QualityDocumento23 pagineContent of The Dossier For Chemical Purity and Microbiological QualityjdemelloNessuna valutazione finora
- EDXRF Analysis of Polymer Films Thickness and CompositionDocumento2 pagineEDXRF Analysis of Polymer Films Thickness and CompositionnadiarhNessuna valutazione finora
- Chemical Bonding and Molecular Structure - Lecture NotesDocumento51 pagineChemical Bonding and Molecular Structure - Lecture NotesEdith EatonNessuna valutazione finora
- 1 ElectrochemistryExercise PDFDocumento46 pagine1 ElectrochemistryExercise PDFDivyanshi TiwaryNessuna valutazione finora
- Lab Report Chemist 3Documento3 pagineLab Report Chemist 3Aiman Athirah Binti Hasbullah E21A0446Nessuna valutazione finora
- BS En1096 1 1999 PDFDocumento14 pagineBS En1096 1 1999 PDFanalunlNessuna valutazione finora
- Gas Sweetening TotalDocumento62 pagineGas Sweetening TotalMehdi AlizadNessuna valutazione finora
- Applied Clay Science: Antonio Gil, Sophia A. Korili, Raquel Trujillano, Miguel Angel VicenteDocumento9 pagineApplied Clay Science: Antonio Gil, Sophia A. Korili, Raquel Trujillano, Miguel Angel VicenteRamon AlbuquerqueNessuna valutazione finora
- Specific Energy Curve Lab ReportDocumento8 pagineSpecific Energy Curve Lab ReportEngr Muhammad TariqNessuna valutazione finora