Potrebbero piacerti anche
- Nse Past Questions and AnswersDocumento10 pagineNse Past Questions and Answersadesloop85% (13)
- Exercise1 For Student TransportDocumento4 pagineExercise1 For Student TransportRachapong TangkwampianNessuna valutazione finora
- Presentation of DC Power System in Telecom by Muhammad QasimDocumento42 paginePresentation of DC Power System in Telecom by Muhammad QasimMuhammad Qasim100% (1)
- SANYO UR18650A 2.2ah SpecificationsDocumento18 pagineSANYO UR18650A 2.2ah SpecificationsArpit Agrawal100% (1)
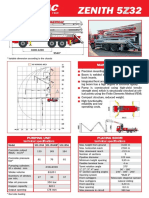
- Sermac SCL130ADocumento2 pagineSermac SCL130AVasiliy PavliukNessuna valutazione finora
- Bailey HangoutsDocumento477 pagineBailey Hangoutsmemes MendezNessuna valutazione finora
- Gasoline Direct InjectionDocumento21 pagineGasoline Direct InjectionhoangNessuna valutazione finora
- MATE1000 Lecture 12 Strengthening Mechanisms in MetalsDocumento4 pagineMATE1000 Lecture 12 Strengthening Mechanisms in MetalsclearcastingNessuna valutazione finora
- Deformation & StrengthDocumento35 pagineDeformation & StrengthcolorofstoneNessuna valutazione finora
- 4 Deformation and Strengthening MechanismsDocumento90 pagine4 Deformation and Strengthening MechanismsSusheel SrinivasNessuna valutazione finora
- MSE 101 - Lecture 12 - Plastic DeformationDocumento33 pagineMSE 101 - Lecture 12 - Plastic DeformationKate Lynn PabelicoNessuna valutazione finora
- CH.4 Strengthening MechanismsDocumento50 pagineCH.4 Strengthening MechanismsEmad SaeedNessuna valutazione finora
- Mechanical Behaviour of MaterialsDocumento10 pagineMechanical Behaviour of Materialsaditya2092Nessuna valutazione finora
- Physical Metallurgy M1 PDFDocumento21 paginePhysical Metallurgy M1 PDFAnca ElenaNessuna valutazione finora
- Bulk Deformation ProcessesDocumento41 pagineBulk Deformation ProcessesAbdullahNessuna valutazione finora
- 01 - Fundamentals of Metalworking-2017son01Documento92 pagine01 - Fundamentals of Metalworking-2017son01emreNessuna valutazione finora
- 1 Mechanical Behavior of MaterialsDocumento7 pagine1 Mechanical Behavior of MaterialsMohammed Rashik B CNessuna valutazione finora
- MBM Ch11 Strengthening 2016 v1Documento30 pagineMBM Ch11 Strengthening 2016 v1punitdubeyNessuna valutazione finora
- 06 Strengthening MechanismsDocumento63 pagine06 Strengthening MechanismsMURALIGOCAM_29070605100% (1)
- Ah PDFDocumento110 pagineAh PDFrocktallicaNessuna valutazione finora
- Chapter 7 - Dislocations and Strengethening MechanismsDocumento50 pagineChapter 7 - Dislocations and Strengethening MechanismsmikeengineeringNessuna valutazione finora
- Week 6 - Strengthening MechanismsDocumento54 pagineWeek 6 - Strengthening MechanismsJB HIFINessuna valutazione finora
- Acom85 - 4 High Temperature Behaviour of The Austenitic SS UNS S30815 (253 MA) & Weldments PDFDocumento16 pagineAcom85 - 4 High Temperature Behaviour of The Austenitic SS UNS S30815 (253 MA) & Weldments PDFpipedown456Nessuna valutazione finora
- MSE 280: Introduction To Engineering MaterialsDocumento44 pagineMSE 280: Introduction To Engineering Materialsjains.boyNessuna valutazione finora
- Dislocations and Strengthening Mechanisms: Module-6Documento29 pagineDislocations and Strengthening Mechanisms: Module-6Baskar ManiNessuna valutazione finora
- Materials ScienceDocumento368 pagineMaterials ScienceHarinderpal Singh Pannu100% (1)
- 6 Mechanical Behaviour of MaterialsDocumento44 pagine6 Mechanical Behaviour of MaterialsArjun MahendraNessuna valutazione finora
- Teaching StatementDocumento2 pagineTeaching StatementLionelOPittmanJrNessuna valutazione finora
- Lecture 3 Notes 3 Strengthening MechanismDocumento89 pagineLecture 3 Notes 3 Strengthening Mechanismrony16novNessuna valutazione finora
- Powder Metallurgy Process PDFDocumento28 paginePowder Metallurgy Process PDFAravindhan AnbalaganNessuna valutazione finora
- Hypoeutectiod Steel Alloys - SteelDocumento52 pagineHypoeutectiod Steel Alloys - SteelnotsofarNessuna valutazione finora
- Physical Metallurgy (Miller Indices)Documento17 paginePhysical Metallurgy (Miller Indices)Majid Ullah Sajid MahmoodNessuna valutazione finora
- Cahn - Metallurgy - Physical - 10.1002-3527600434.eap238Documento21 pagineCahn - Metallurgy - Physical - 10.1002-3527600434.eap238Pelajar IndonesiaNessuna valutazione finora
- BS en 01052-3-2002Documento19 pagineBS en 01052-3-2002Habib Ur RahmanNessuna valutazione finora
- Material Science and MettalurgyDocumento21 pagineMaterial Science and MettalurgySR-71 BLACKBIRDNessuna valutazione finora
- Prelim Tutor 5 - Introduction To Ceramic Materials inDocumento41 paginePrelim Tutor 5 - Introduction To Ceramic Materials inReginald YapNessuna valutazione finora
- Fracture Mechanics: Vanessa M. MartinezDocumento27 pagineFracture Mechanics: Vanessa M. MartinezVanessa M. MartinezNessuna valutazione finora
- lectut-MTN-513-pdf-Structure of Crystalline CeramicsDocumento53 paginelectut-MTN-513-pdf-Structure of Crystalline CeramicsAkash AgarwalNessuna valutazione finora
- TEM Lecture CrystallineDocumento30 pagineTEM Lecture CrystallineSyed Abdul AhadNessuna valutazione finora
- Basics MetallographyDocumento13 pagineBasics Metallographysantu_23Nessuna valutazione finora
- GE 201/203 Introduction To Materials Science and EngineeringDocumento21 pagineGE 201/203 Introduction To Materials Science and EngineeringVivek vermaNessuna valutazione finora
- 2 - Mechanical Properties-StudentDocumento119 pagine2 - Mechanical Properties-StudentNishant DeyNessuna valutazione finora
- 1 Wear MechanismsDocumento62 pagine1 Wear MechanismsDaniel Pineda JaramilloNessuna valutazione finora
- Danes HM A Nesh 2003Documento6 pagineDanes HM A Nesh 2003Rina OktapianiNessuna valutazione finora
- Phase Transformation of Fe-Fe3CDocumento77 paginePhase Transformation of Fe-Fe3CAhmat Safa'at100% (2)
- Railway Tribology Chp4 Wear Lect. & All Figs Ver. E 110613Documento62 pagineRailway Tribology Chp4 Wear Lect. & All Figs Ver. E 110613Allison LancasterNessuna valutazione finora
- Recovery, Recrystallization, and Grain GrowthDocumento12 pagineRecovery, Recrystallization, and Grain GrowthstevenwhittlNessuna valutazione finora
- Selection Process Overview: - at Concept (Preliminary) LevelDocumento23 pagineSelection Process Overview: - at Concept (Preliminary) LevelSudheer Kumar PetetiNessuna valutazione finora
- 5 - Diffusion in SolidsDocumento38 pagine5 - Diffusion in SolidsSam Magomnang100% (1)
- Objectives: The Nature of MatterDocumento31 pagineObjectives: The Nature of MatterGene DacayoNessuna valutazione finora
- Introduction To SHMDocumento24 pagineIntroduction To SHMhasmit prajapatiNessuna valutazione finora
- Engineering Materials and Metallurgy Questions For Campus Interviews - SanfoundryDocumento9 pagineEngineering Materials and Metallurgy Questions For Campus Interviews - SanfoundryGopinathan MNessuna valutazione finora
- Introduction To Materials: Prof. H. K. KhairaDocumento75 pagineIntroduction To Materials: Prof. H. K. KhairaDhanush NairNessuna valutazione finora
- Yield Point PDFDocumento12 pagineYield Point PDFengineer bilal100% (1)
- Basics of Corrosion MeasurementsDocumento25 pagineBasics of Corrosion MeasurementsmoizmuetNessuna valutazione finora
- METALLOGRAPHYDocumento4 pagineMETALLOGRAPHYzxzxzx207Nessuna valutazione finora
- Elastic/Plastic Deformation (Chapter 6canggaan)Documento11 pagineElastic/Plastic Deformation (Chapter 6canggaan)qc12345Nessuna valutazione finora
- High Entropy Alloys A Critical Assessment of Their Founding Principles and Future ProspectsDocumento21 pagineHigh Entropy Alloys A Critical Assessment of Their Founding Principles and Future ProspectsFeng ZhuNessuna valutazione finora
- Corrosion Measurement UNIT-5: CHE-545-172 DR Ime B.ObotDocumento48 pagineCorrosion Measurement UNIT-5: CHE-545-172 DR Ime B.ObotArielNessuna valutazione finora
- Powder MetallurgyDocumento44 paginePowder MetallurgyjrvinodNessuna valutazione finora
- Microstructure Properties: I Sensitivity of Properties To Thermal History?Documento35 pagineMicrostructure Properties: I Sensitivity of Properties To Thermal History?MadhusudanNessuna valutazione finora
- Physical MetallurgyDocumento101 paginePhysical MetallurgySheikh Sabbir SarforazNessuna valutazione finora
- Chapter 2Documento59 pagineChapter 2Temesgen Zeleke100% (1)
- Fracture of Metals: An Advanced TreatiseDa EverandFracture of Metals: An Advanced TreatiseH. LiebowitzNessuna valutazione finora
- Metallurgical Achievements: Selection of Papers Presented at the Birmingham Metallurgical Society's Diamond Jubilee Session, 1963-1964Da EverandMetallurgical Achievements: Selection of Papers Presented at the Birmingham Metallurgical Society's Diamond Jubilee Session, 1963-1964W. O. AlexanderNessuna valutazione finora
- 1 s2.0 0307904X91900016 Main PDFDocumento18 pagine1 s2.0 0307904X91900016 Main PDFAmber WilliamsNessuna valutazione finora
- 30 MathematicalDocumento7 pagine30 MathematicalAmber WilliamsNessuna valutazione finora
- Du 2019Documento7 pagineDu 2019Amber WilliamsNessuna valutazione finora
- 2012053159684973Documento5 pagine2012053159684973Amber WilliamsNessuna valutazione finora
- Effect of Hot Extrusion On Microstructural Evolution and Tensile 2018 PDFDocumento48 pagineEffect of Hot Extrusion On Microstructural Evolution and Tensile 2018 PDFAmber WilliamsNessuna valutazione finora
- Fluid Flow in Cont CastingDocumento13 pagineFluid Flow in Cont CastingJohn BrimlowNessuna valutazione finora
- 19 16 24 02XPERT PANalyticalDocumento8 pagine19 16 24 02XPERT PANalyticalAmber WilliamsNessuna valutazione finora
- Zhang 2017Documento26 pagineZhang 2017Amber WilliamsNessuna valutazione finora
- Tong 2018Documento7 pagineTong 2018Amber WilliamsNessuna valutazione finora
- VVVDocumento6 pagineVVVAmber WilliamsNessuna valutazione finora
- Jiang 2018Documento33 pagineJiang 2018Amber WilliamsNessuna valutazione finora
- Imai 2016Documento9 pagineImai 2016Amber WilliamsNessuna valutazione finora
- Zhang 2017Documento26 pagineZhang 2017Amber WilliamsNessuna valutazione finora
- Processing Techniques For Functionally Graded Materials PDFDocumento25 pagineProcessing Techniques For Functionally Graded Materials PDFVrabieIonelNessuna valutazione finora
- CH 06Documento13 pagineCH 06Pablo Alfonso Toloza CáceresNessuna valutazione finora
- Processing Techniques For Functionally Graded Materials PDFDocumento25 pagineProcessing Techniques For Functionally Graded Materials PDFVrabieIonelNessuna valutazione finora
- The Language of Particle Size PDFDocumento14 pagineThe Language of Particle Size PDFAmber WilliamsNessuna valutazione finora
- Malvern Zetasizer LSDocumento132 pagineMalvern Zetasizer LSwinsonecNessuna valutazione finora
- Journal of Alloys and Compounds: SciencedirectDocumento9 pagineJournal of Alloys and Compounds: SciencedirectAmber WilliamsNessuna valutazione finora
- Composite Interfaces: Click For UpdatesDocumento17 pagineComposite Interfaces: Click For UpdatesAmber WilliamsNessuna valutazione finora
- Electronic Materials and ProcessesDocumento726 pagineElectronic Materials and ProcessesLaugtonNessuna valutazione finora
- Wear Analysis of Brass, Aluminium and Mild Steel by Using Pin-On-Disc MethodDocumento5 pagineWear Analysis of Brass, Aluminium and Mild Steel by Using Pin-On-Disc MethodAmber WilliamsNessuna valutazione finora
- Revised Guidelines-July 2018 Guidelines For INSPIRE Faculty Fellowship SchemeDocumento4 pagineRevised Guidelines-July 2018 Guidelines For INSPIRE Faculty Fellowship SchemeAmber WilliamsNessuna valutazione finora
- Wear Analysis of Brass, Aluminium and Mild Steel by Using Pin-On-Disc MethodDocumento5 pagineWear Analysis of Brass, Aluminium and Mild Steel by Using Pin-On-Disc MethodAmber WilliamsNessuna valutazione finora
- The Language of Particle Size PDFDocumento14 pagineThe Language of Particle Size PDFAmber WilliamsNessuna valutazione finora
- Electronic Materials and ProcessesDocumento726 pagineElectronic Materials and ProcessesLaugtonNessuna valutazione finora
- ParticleDocumento38 pagineParticleAmber WilliamsNessuna valutazione finora
- A Guidebook To Particle Size AnalysisDocumento32 pagineA Guidebook To Particle Size Analysisghandri1986Nessuna valutazione finora
- The Language of Particle Size PDFDocumento14 pagineThe Language of Particle Size PDFAmber WilliamsNessuna valutazione finora
- Material Requirement PlanningDocumento26 pagineMaterial Requirement PlanningKunal MandalaywalaNessuna valutazione finora
- Imp25 PDFDocumento8 pagineImp25 PDFEng Marwa ElsherifNessuna valutazione finora
- Technical Summary: Semiconductor MC68HC11A8 MC68HC11A1 MC68HC11A0 8-Bit MicrocontrollersDocumento45 pagineTechnical Summary: Semiconductor MC68HC11A8 MC68HC11A1 MC68HC11A0 8-Bit MicrocontrollersElias CoronelNessuna valutazione finora
- AmarnathDocumento26 pagineAmarnathsandeshasNessuna valutazione finora
- Ring Smart Lighting Transformer Manual ENDocumento11 pagineRing Smart Lighting Transformer Manual ENjust let me download assholeNessuna valutazione finora
- Selangor-Physics P2-Trial SPM 2009Documento24 pagineSelangor-Physics P2-Trial SPM 2009kamalharmozaNessuna valutazione finora
- Casting DefectsDocumento22 pagineCasting DefectsDeepakKaushik100% (1)
- RADAR An In-Building RF-Based User Location and Tracking SystemDocumento16 pagineRADAR An In-Building RF-Based User Location and Tracking Systemahmaddeny6Nessuna valutazione finora
- The Cunard Building, LiverpoolDocumento2 pagineThe Cunard Building, LiverpoolIbrahim FawwazNessuna valutazione finora
- Product Data: Convertible Air Handlers 1-1/2 - 5 TonDocumento28 pagineProduct Data: Convertible Air Handlers 1-1/2 - 5 TonJonathan CapraNessuna valutazione finora
- PPC Porcelain Solid Core Post Insulators and Operating RodsDocumento23 paginePPC Porcelain Solid Core Post Insulators and Operating RodsCHRISTIANNessuna valutazione finora
- Digital Optical PyrometerDocumento1 paginaDigital Optical Pyrometerlehdruk7100Nessuna valutazione finora
- Manual Daiwa Tanacom 500 PDFDocumento37 pagineManual Daiwa Tanacom 500 PDFHenrique BelliniNessuna valutazione finora
- Testing Method For SuspensionDocumento131 pagineTesting Method For SuspensionAliNessuna valutazione finora
- C1107Documento4 pagineC1107Pankaj PaulNessuna valutazione finora
- SANS Institute: Unix Security ChecklistDocumento9 pagineSANS Institute: Unix Security ChecklistRufino UribeNessuna valutazione finora
- HK102H To-92Documento3 pagineHK102H To-92The FatherNessuna valutazione finora
- Composite For Innovative Wind TurbineDocumento25 pagineComposite For Innovative Wind TurbineSuraj MoodNessuna valutazione finora
- Sika MonoTop 615 PDS (CE)Documento6 pagineSika MonoTop 615 PDS (CE)Virah Sammy ChandraNessuna valutazione finora
- Fire Bird V ATMEGA2560 Hardware Manual 2010-03-26Documento131 pagineFire Bird V ATMEGA2560 Hardware Manual 2010-03-26Bedadipta Bain100% (1)
- TP5 W9 S9 R0Documento2 pagineTP5 W9 S9 R0DickiEffendy0% (1)
- Industrial Public AddressDocumento2 pagineIndustrial Public AddresspradeepNessuna valutazione finora
- C510WNDocumento2 pagineC510WNEdgarDavidDiazCamposNessuna valutazione finora
- Evermotion 44 PDFDocumento2 pagineEvermotion 44 PDFAmitNessuna valutazione finora
- Fracture Toughness Evaluation of WC-Co Alloys by Indentation TestingDocumento12 pagineFracture Toughness Evaluation of WC-Co Alloys by Indentation TestingFjodorSergNessuna valutazione finora