Potrebbero piacerti anche
- Ode to Joy: Poetry Dedicated to the Great Composer BeethovenDa EverandOde to Joy: Poetry Dedicated to the Great Composer BeethovenNessuna valutazione finora
- BukoskyL 2010-2 BODYDocumento19 pagineBukoskyL 2010-2 BODYsebasoboe0% (1)
- Chapter 7 - Chord-Scale RelationshipsDocumento1 paginaChapter 7 - Chord-Scale RelationshipsZenón DeviaggeNessuna valutazione finora
- Take-Home Quiz #1 PDFDocumento2 pagineTake-Home Quiz #1 PDFTanut VongsoontornNessuna valutazione finora
- Methodforpipeorg02eddy PDFDocumento248 pagineMethodforpipeorg02eddy PDFJohn RoussosNessuna valutazione finora
- Grosse Fuge - AnalysisDocumento10 pagineGrosse Fuge - AnalysiscalusNessuna valutazione finora
- Harmonic Analysis Jazz Chord Sequences - Just Intonation PDFDocumento8 pagineHarmonic Analysis Jazz Chord Sequences - Just Intonation PDFdavid100% (1)
- Ives Concord Sonata Blog: Text VersionDocumento7 pagineIves Concord Sonata Blog: Text VersionKaren CavillNessuna valutazione finora
- Counterpoint Miguel VicenteDocumento35 pagineCounterpoint Miguel VicenteMiguel_VicenteGarcia100% (1)
- Chord-Scale Networks in The Music and Improvisations of Wayne ShoDocumento67 pagineChord-Scale Networks in The Music and Improvisations of Wayne ShoBen RaysonNessuna valutazione finora
- How Is Word Painting Achieved in Walton's Belshazzar's FeastDocumento2 pagineHow Is Word Painting Achieved in Walton's Belshazzar's FeastJames WedlockNessuna valutazione finora
- CounterpointDocumento6 pagineCounterpointPick N ClickNessuna valutazione finora
- Impressionism AssignmentsDocumento2 pagineImpressionism Assignmentsahmad konyNessuna valutazione finora
- I Can T Give You Anything But Love (Lead Sheet)Documento1 paginaI Can T Give You Anything But Love (Lead Sheet)hausquakinNessuna valutazione finora
- Bartok Lendvai and The Principles of Proportional AnalysisDocumento27 pagineBartok Lendvai and The Principles of Proportional AnalysisDyrdNessuna valutazione finora
- Luciano Berio S Sequenza V Analyzed AlonDocumento22 pagineLuciano Berio S Sequenza V Analyzed AlonEcemnur ÖzgüçNessuna valutazione finora
- Intro and Literature ReviewDocumento17 pagineIntro and Literature ReviewYiyi GaoNessuna valutazione finora
- Grace Jeff Buckley Full Revision NotesDocumento1 paginaGrace Jeff Buckley Full Revision NotesHannah YoungNessuna valutazione finora
- A2. HCP Textbook Part 2 PDFDocumento182 pagineA2. HCP Textbook Part 2 PDFDaniel BolbaNessuna valutazione finora
- Coriolan Three Key ExpositionDocumento23 pagineCoriolan Three Key ExpositionIsabel Rubio100% (1)
- Schoenber Vagrant Harmonies PDFDocumento5 pagineSchoenber Vagrant Harmonies PDFerbariumNessuna valutazione finora
- 1417376233Documento8 pagine1417376233Luthfi Arief HidayatullahNessuna valutazione finora
- Morley's Rule For First-Species CanonDocumento8 pagineMorley's Rule For First-Species CanonFederico100% (1)
- CHAPTER 5 England, France, and Burgundy in The Fifteenth Century - The Beginnings of An International Style - 97-110Documento7 pagineCHAPTER 5 England, France, and Burgundy in The Fifteenth Century - The Beginnings of An International Style - 97-110Aleksandre Roderick-LorenzNessuna valutazione finora
- Harmony and Linear Progression in Schubert's MusicDocumento21 pagineHarmony and Linear Progression in Schubert's MusicSimonTrentSmithNessuna valutazione finora
- Beethoven Symphony No. 5, Mvt. 1 - DevelopmentDocumento8 pagineBeethoven Symphony No. 5, Mvt. 1 - DevelopmentBilly James St JohnNessuna valutazione finora
- Analysis TodayDocumento18 pagineAnalysis TodaypamispamisNessuna valutazione finora
- Repetitive Minimalism A Historical Style PDFDocumento8 pagineRepetitive Minimalism A Historical Style PDFAlexander MitevNessuna valutazione finora
- Schenkerian Traditional Musical FormDocumento81 pagineSchenkerian Traditional Musical FormClaudiu StanciuNessuna valutazione finora
- Clayton Free RhythmDocumento10 pagineClayton Free RhythmStanciu Marius-IonutNessuna valutazione finora
- Performance Practices in Classic Piano Music by Sandra P. RosenDocumento8 paginePerformance Practices in Classic Piano Music by Sandra P. RosenWirelessNessuna valutazione finora
- Italian Ars Nova PaperDocumento11 pagineItalian Ars Nova PaperSarahNessuna valutazione finora
- On Variation and Melodic Improvisation inDocumento3 pagineOn Variation and Melodic Improvisation in3426211Nessuna valutazione finora
- Tagg's Harmony Hand OutDocumento45 pagineTagg's Harmony Hand OutMarkWWWWNessuna valutazione finora
- Lesson 2 Classical ArtDocumento27 pagineLesson 2 Classical ArtCherilyn MabananNessuna valutazione finora
- Goal Directed BartokDocumento9 pagineGoal Directed BartokEl Roy M.T.Nessuna valutazione finora
- Lesson 4 - General Review-Melody - String-Grouping UnisonDocumento10 pagineLesson 4 - General Review-Melody - String-Grouping UnisonEthanNessuna valutazione finora
- Booklet CD93.268Documento26 pagineBooklet CD93.268Elizabeth Ramírez NietoNessuna valutazione finora
- Carter - ConsideringDocumento4 pagineCarter - ConsideringP ZNessuna valutazione finora
- ComponistenDocumento194 pagineComponistenBramLefèvreNessuna valutazione finora
- AriaDocumento6 pagineAriadamilano1Nessuna valutazione finora
- Appendix Rondo and Ritornello Forms in Tonal Music: by William RenwickDocumento8 pagineAppendix Rondo and Ritornello Forms in Tonal Music: by William RenwickApostolos MantzouranisNessuna valutazione finora
- Rehearsal LetterDocumento4 pagineRehearsal LetterM. KorhonenNessuna valutazione finora
- Charles IvesDocumento103 pagineCharles IvesJean Marcio SouzaNessuna valutazione finora
- Reger Supplement #1-35Documento6 pagineReger Supplement #1-35Marisa Kwok100% (1)
- Preview: Boston University College of Fine ArtsDocumento20 paginePreview: Boston University College of Fine ArtsRodrigo PozoNessuna valutazione finora
- Gregorian ChantDocumento10 pagineGregorian ChantkatipbartlebyNessuna valutazione finora
- An Die MusikDocumento4 pagineAn Die MusikJosé PinhoNessuna valutazione finora
- Graphs ModulationDocumento15 pagineGraphs Modulationkowskii666_719410288100% (2)
- Early Twentieth Century MusicDocumento14 pagineEarly Twentieth Century MusicBen Mandoza100% (1)
- Fundamental Passacaglia Harmonic Functions and TheDocumento20 pagineFundamental Passacaglia Harmonic Functions and TheSanti100% (1)
- Stravinsky and Rimsky For RAMDocumento2 pagineStravinsky and Rimsky For RAMDarvid ShaoNessuna valutazione finora
- Serialism CompositionDocumento8 pagineSerialism CompositionSema Obaid100% (1)
- Deviant Cadential Six-Four Chords: Gabriel FankhauserDocumento11 pagineDeviant Cadential Six-Four Chords: Gabriel FankhauserZoran Nastov100% (1)
- Saint-Sains Symphony No. 3Documento20 pagineSaint-Sains Symphony No. 3Jenny Burtenshaw100% (1)
- I Harrison Final ThesisDocumento246 pagineI Harrison Final ThesisDaríoNowakNessuna valutazione finora
- Voi (Rex) - Essay AbstractsDocumento8 pagineVoi (Rex) - Essay AbstractsJMKrausNessuna valutazione finora
- Assing 1Documento10 pagineAssing 1hujaifabinhassanNessuna valutazione finora
- Emm 16 MarksDocumento3 pagineEmm 16 MarksDamo Daran GNessuna valutazione finora
- Polymers QuestionsDocumento15 paginePolymers QuestionsOmar EzzatNessuna valutazione finora
- (Food) Apple Pie Recipe 2Documento7 pagine(Food) Apple Pie Recipe 2Steven HowellNessuna valutazione finora
- Loving and Leaving: Sex Differences in Romantic Attachments 1Documento15 pagineLoving and Leaving: Sex Differences in Romantic Attachments 1Steven HowellNessuna valutazione finora
- 50 Easy Things: That Will Actually Improve Your PostureDocumento33 pagine50 Easy Things: That Will Actually Improve Your PostureSteven HowellNessuna valutazione finora
- Eu AtionsDocumento1 paginaEu AtionsSteven HowellNessuna valutazione finora
- GE Electron Tubes Essential Characteristics WWDocumento231 pagineGE Electron Tubes Essential Characteristics WWSteven HowellNessuna valutazione finora
- Ad Remake PrevDocumento18 pagineAd Remake PrevSteven HowellNessuna valutazione finora
- Does A Helping Hand Put Others at Risk - Affirmative Action, Police Departments, and Crime (2000) by John Richard Lott JRDocumento39 pagineDoes A Helping Hand Put Others at Risk - Affirmative Action, Police Departments, and Crime (2000) by John Richard Lott JRSteven HowellNessuna valutazione finora
- BIS 4523/6523 - Programming For Mobile DevicesDocumento15 pagineBIS 4523/6523 - Programming For Mobile DevicesSteven HowellNessuna valutazione finora
- PDM: Rev:C ReleasedDocumento2 paginePDM: Rev:C ReleasedSteven HowellNessuna valutazione finora
- 2011 Summer Academic Calendar: Maymester (Part of Term 0)Documento2 pagine2011 Summer Academic Calendar: Maymester (Part of Term 0)Steven HowellNessuna valutazione finora
- Silvertone 1485Documento1 paginaSilvertone 1485dodNessuna valutazione finora
- Bis 1001 - Programming For Iphone, Ipod Touch, and Ipad DevicesDocumento12 pagineBis 1001 - Programming For Iphone, Ipod Touch, and Ipad DevicesSteven HowellNessuna valutazione finora
- (4HP40G1) - CAT PUMP: M&S Service Co. Inc. 1 March 2006Documento3 pagine(4HP40G1) - CAT PUMP: M&S Service Co. Inc. 1 March 2006Steven HowellNessuna valutazione finora
- Fourier Transform PropertiesDocumento1 paginaFourier Transform PropertiesSteven HowellNessuna valutazione finora
- Grishchuk EPL5 2011 2Documento10 pagineGrishchuk EPL5 2011 2Steven HowellNessuna valutazione finora
- Naca Report 49Documento50 pagineNaca Report 49Steven HowellNessuna valutazione finora
- Fourier Transform PairsDocumento1 paginaFourier Transform PairsSteven HowellNessuna valutazione finora
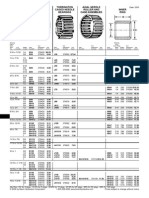
- Q36 Torrington Torrington Axial Needle Full Complement Caged Needle Roller and Inner Needle Bearings Bearings Cage Assemblies RingDocumento1 paginaQ36 Torrington Torrington Axial Needle Full Complement Caged Needle Roller and Inner Needle Bearings Bearings Cage Assemblies RingSteven HowellNessuna valutazione finora
- BOP Training ReportDocumento68 pagineBOP Training ReportInaam Ur RehmanNessuna valutazione finora
- Carboxylic AcidDocumento21 pagineCarboxylic Acidelizabeth merzyNessuna valutazione finora
- Jan 2022 Chem Unit 3 MsDocumento26 pagineJan 2022 Chem Unit 3 MsSyeda SadiaNessuna valutazione finora
- 7 Kimia PDFDocumento3 pagine7 Kimia PDFFitria Istikomah Dewi100% (2)
- Citric AcidDocumento2 pagineCitric AcidIqbal batchaNessuna valutazione finora
- Precipitated SulfurDocumento1 paginaPrecipitated SulfurArvin Jonathan Cua0% (2)
- ExcipientsDocumento20 pagineExcipientsSolomonNessuna valutazione finora
- Baumgardner - Industry PerspectiveDocumento40 pagineBaumgardner - Industry PerspectiveAPE MKTNessuna valutazione finora
- Organic Reaction Mechanisms-I ApspDocumento15 pagineOrganic Reaction Mechanisms-I ApspGOURISH AGRAWALNessuna valutazione finora
- Full Download Auditing and Assurance Services A Systematic Approach 11th Edition Messier Test BankDocumento36 pagineFull Download Auditing and Assurance Services A Systematic Approach 11th Edition Messier Test Bankzickshannenukus100% (33)
- Analytical ChemistryDocumento50 pagineAnalytical ChemistryNguyễn Trịnh Anh MinhNessuna valutazione finora
- Bromine Index of Petroleum-Based Hydrocarbons: Environmentally Beneficial Determination Based On ASTM D2710 and IP 299Documento2 pagineBromine Index of Petroleum-Based Hydrocarbons: Environmentally Beneficial Determination Based On ASTM D2710 and IP 299riloaddNessuna valutazione finora
- Yafsoanite Ca ZN (Te O) : Crystal DataDocumento1 paginaYafsoanite Ca ZN (Te O) : Crystal DataramzchileNessuna valutazione finora
- Balancing Equations: Practice Problems: Equation Balancing Chemistry Assignment: No 1Documento4 pagineBalancing Equations: Practice Problems: Equation Balancing Chemistry Assignment: No 1Sher KhanNessuna valutazione finora
- Chemistry Investigatory Project OnDocumento15 pagineChemistry Investigatory Project OnjibinNessuna valutazione finora
- White Beauty Ultimate E22060967 SDSDocumento10 pagineWhite Beauty Ultimate E22060967 SDSJansen Willis DanaoNessuna valutazione finora
- Materi HDS (Hydrodesulfurisasi) Catalytic CrackingDocumento46 pagineMateri HDS (Hydrodesulfurisasi) Catalytic CrackingMhd Refsi Oktafian 1607116138Nessuna valutazione finora
- C2 Quantitative Chemistry HigherDocumento12 pagineC2 Quantitative Chemistry HigherdownendscienceNessuna valutazione finora
- Coa-Stpp-W032022-Chongqing (21.04.22)Documento1 paginaCoa-Stpp-W032022-Chongqing (21.04.22)Nha TranNessuna valutazione finora
- Alkyne Theory Eng. Module-4Documento17 pagineAlkyne Theory Eng. Module-4Raju SinghNessuna valutazione finora
- 2021exam 2013Documento8 pagine2021exam 2013Kamuel Ming WanNessuna valutazione finora
- Table of ContentsDocumento34 pagineTable of ContentslaraNessuna valutazione finora
- Cambridge International General Certificate of Secondary EducationDocumento16 pagineCambridge International General Certificate of Secondary Educationlila davinci100% (1)
- Alternative To Conventional Aluminum Anodize Seals With An Environmentally-Friendly Seal ProcessDocumento5 pagineAlternative To Conventional Aluminum Anodize Seals With An Environmentally-Friendly Seal ProcessKamila Freitas Garcia0% (1)
- ChemFiles Vol. 7, No. 2 - Peptide SynthesisDocumento20 pagineChemFiles Vol. 7, No. 2 - Peptide SynthesisDr. Matthias Junkers-Koch100% (17)
- Chemistry Claz (Holiday)Documento8 pagineChemistry Claz (Holiday)agg4652100% (1)
- Exercise No. 08 - Chloramphenicol PalmitateDocumento5 pagineExercise No. 08 - Chloramphenicol PalmitatepharmaebooksNessuna valutazione finora
- Recycling of Industrial Waste Gypsum Using Mineral CarbonationSustainability SwitzerlandDocumento13 pagineRecycling of Industrial Waste Gypsum Using Mineral CarbonationSustainability Switzerlandrevolvevijaya123Nessuna valutazione finora
- Chloride Removal From Industrial Cooling Water Using A Two-Stage UHLADocumento6 pagineChloride Removal From Industrial Cooling Water Using A Two-Stage UHLAHamed TorabyNessuna valutazione finora
- Final SSC-II Chemistry Model PaperDocumento8 pagineFinal SSC-II Chemistry Model PaperAbdullahBashir HackingNessuna valutazione finora
- Bulletproof Seduction: How to Be the Man That Women Really WantDa EverandBulletproof Seduction: How to Be the Man That Women Really WantValutazione: 4.5 su 5 stelle4.5/5 (170)
- Wear It Well: Reclaim Your Closet and Rediscover the Joy of Getting DressedDa EverandWear It Well: Reclaim Your Closet and Rediscover the Joy of Getting DressedValutazione: 5 su 5 stelle5/5 (1)
- Make Your Mind Up: My Guide to Finding Your Own Style, Life, and Motavation!Da EverandMake Your Mind Up: My Guide to Finding Your Own Style, Life, and Motavation!Valutazione: 3.5 su 5 stelle3.5/5 (391)
- Periodic Tales: A Cultural History of the Elements, from Arsenic to ZincDa EverandPeriodic Tales: A Cultural History of the Elements, from Arsenic to ZincValutazione: 3.5 su 5 stelle3.5/5 (137)
- Crochet Cute Dolls with Mix-and-Match Outfits: 66 Adorable Amigurumi PatternsDa EverandCrochet Cute Dolls with Mix-and-Match Outfits: 66 Adorable Amigurumi PatternsValutazione: 4 su 5 stelle4/5 (5)
- Metric Pattern Cutting for Women's WearDa EverandMetric Pattern Cutting for Women's WearValutazione: 4.5 su 5 stelle4.5/5 (3)
- Rip It!: How to Deconstruct and Reconstruct the Clothes of Your DreamsDa EverandRip It!: How to Deconstruct and Reconstruct the Clothes of Your DreamsValutazione: 3.5 su 5 stelle3.5/5 (10)
- Creative Polymer Clay: Over 30 Techniques and Projects for Contemporary Wearable ArtDa EverandCreative Polymer Clay: Over 30 Techniques and Projects for Contemporary Wearable ArtNessuna valutazione finora
- The Magic of Crystals and Gems: Unlocking the Supernatural Power of Stones (Magical Crystals, Positive Energy, Mysticism)Da EverandThe Magic of Crystals and Gems: Unlocking the Supernatural Power of Stones (Magical Crystals, Positive Energy, Mysticism)Valutazione: 4 su 5 stelle4/5 (7)
- Japanese Wonder Knitting: Timeless Stitches for Beautiful Hats, Bags, Blankets and MoreDa EverandJapanese Wonder Knitting: Timeless Stitches for Beautiful Hats, Bags, Blankets and MoreValutazione: 4 su 5 stelle4/5 (4)
- Vintage Knit Hats: 21 Patterns for Timeless FashionsDa EverandVintage Knit Hats: 21 Patterns for Timeless FashionsValutazione: 4 su 5 stelle4/5 (4)
- Basic Black: 26 Edgy Essentials for the Modern WardrobeDa EverandBasic Black: 26 Edgy Essentials for the Modern WardrobeValutazione: 4 su 5 stelle4/5 (10)
- 50 Fat Quarter Makes: Fifty Sewing Projects Made Using Fat QuartersDa Everand50 Fat Quarter Makes: Fifty Sewing Projects Made Using Fat QuartersAme VersoValutazione: 3.5 su 5 stelle3.5/5 (6)
- The Kingdom of Prep: The Inside Story of the Rise and (Near) Fall of J.CrewDa EverandThe Kingdom of Prep: The Inside Story of the Rise and (Near) Fall of J.CrewValutazione: 4.5 su 5 stelle4.5/5 (26)
- Japanese Knitting Stitch Bible: 260 Exquisite Patterns by Hitomi ShidaDa EverandJapanese Knitting Stitch Bible: 260 Exquisite Patterns by Hitomi ShidaValutazione: 4.5 su 5 stelle4.5/5 (35)
- ICH Quality Guidelines: An Implementation GuideDa EverandICH Quality Guidelines: An Implementation GuideAndrew TeasdaleNessuna valutazione finora
- The Nature of Drugs Vol. 1: History, Pharmacology, and Social ImpactDa EverandThe Nature of Drugs Vol. 1: History, Pharmacology, and Social ImpactValutazione: 5 su 5 stelle5/5 (5)
- 250 Japanese Knitting Stitches: The Original Pattern Bible by Hitomi ShidaDa Everand250 Japanese Knitting Stitches: The Original Pattern Bible by Hitomi ShidaValutazione: 5 su 5 stelle5/5 (7)
- The Black Pullet: Science of Magical TalismanDa EverandThe Black Pullet: Science of Magical TalismanValutazione: 4.5 su 5 stelle4.5/5 (23)
- Extreme Crochet with Chunky Yarn: 8 Quick Crochet Projects for Home & AccessoriesDa EverandExtreme Crochet with Chunky Yarn: 8 Quick Crochet Projects for Home & AccessoriesValutazione: 3 su 5 stelle3/5 (4)
- Chemistry for Breakfast: The Amazing Science of Everyday LifeDa EverandChemistry for Breakfast: The Amazing Science of Everyday LifeValutazione: 4.5 su 5 stelle4.5/5 (14)
- Modern Ladies' Tailoring: A basic guide to pattern draftingDa EverandModern Ladies' Tailoring: A basic guide to pattern draftingValutazione: 5 su 5 stelle5/5 (13)
- The Beginner's Guide to Kumihimo: Techniques, Patterns and Projects to Learn How to BraidDa EverandThe Beginner's Guide to Kumihimo: Techniques, Patterns and Projects to Learn How to BraidValutazione: 4.5 su 5 stelle4.5/5 (3)
- How To Make Jewelry With Beads: An Easy & Complete Step By Step GuideDa EverandHow To Make Jewelry With Beads: An Easy & Complete Step By Step GuideValutazione: 3 su 5 stelle3/5 (12)