Potrebbero piacerti anche
- Operaciones básicas de limadoDocumento11 pagineOperaciones básicas de limadoMiguel AngelNessuna valutazione finora
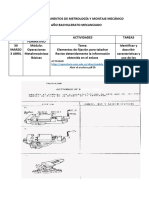
- Fundamentos Metrología Montaje MecánicoDocumento2 pagineFundamentos Metrología Montaje MecánicoJose VillarrealNessuna valutazione finora
- Acabados, Tolerancias Dimensionales y GeometricasDocumento23 pagineAcabados, Tolerancias Dimensionales y Geometricasjeivaz95100% (1)
- Guia MetrologiaDocumento11 pagineGuia MetrologiaEdward Chacon OrtizNessuna valutazione finora
- 31815-Operaciones Auxiliares de Soldadura PDFDocumento20 pagine31815-Operaciones Auxiliares de Soldadura PDFluisNessuna valutazione finora
- Metrología y Tolerancias de FabricaciónDocumento50 pagineMetrología y Tolerancias de FabricaciónadsadaNessuna valutazione finora
- 0.01 Plan de Clases MetrologíaDocumento2 pagine0.01 Plan de Clases MetrologíaErnesto Quishpe S100% (1)
- Mecanizado partes metalDocumento11 pagineMecanizado partes metalRociiithoxxNessuna valutazione finora
- Mecanizado BásicoDocumento20 pagineMecanizado BásicowendyNessuna valutazione finora
- Planilla PLANIFICACION MENSUALDocumento2 paginePlanilla PLANIFICACION MENSUALVera Seba100% (1)
- Fundamentos de Metrología ContenidosDocumento3 pagineFundamentos de Metrología ContenidosJuliotorresNessuna valutazione finora
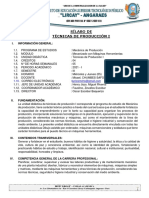
- Sílabo de Técnicas de ProducciónDocumento5 pagineSílabo de Técnicas de ProducciónmizaelNessuna valutazione finora
- Syllabus Del Curso de Metrología BasicaDocumento7 pagineSyllabus Del Curso de Metrología BasicaWillder MojicaNessuna valutazione finora
- Silabo de Técnicas de ProducciónDocumento12 pagineSilabo de Técnicas de ProducciónmizaelNessuna valutazione finora
- Maquina Herramienta EL TORNODocumento34 pagineMaquina Herramienta EL TORNOjaime_castillo_4100% (1)
- Mantenimiento Mecanico IndustrialDocumento25 pagineMantenimiento Mecanico IndustrialNestor Dominguez JoachinNessuna valutazione finora
- Modulo y Taller de ElectricidadDocumento28 pagineModulo y Taller de ElectricidadCoco GalindoNessuna valutazione finora
- Leccion 2.5 Ajustes y ToleranciasDocumento61 pagineLeccion 2.5 Ajustes y Toleranciasisabelsu1100% (1)
- Catalogo MetalmecanicaDocumento60 pagineCatalogo MetalmecanicanicomazaNessuna valutazione finora
- MEC05-Ajustes y ToleranciasDocumento43 pagineMEC05-Ajustes y Toleranciasc07170100% (1)
- Ejercicios MetrologíaDocumento3 pagineEjercicios MetrologíaMaximiliano Becerra Figueroa100% (2)
- Manual de PracticasDocumento53 pagineManual de PracticasIsaiasMartinez100% (1)
- Semana 04Documento49 pagineSemana 04victorNessuna valutazione finora
- DESARROLLO HUMANO - 213 - 218 Trabajo PDFDocumento6 pagineDESARROLLO HUMANO - 213 - 218 Trabajo PDFCardenas LuisNessuna valutazione finora
- Examen de Maquinas HerramientaDocumento4 pagineExamen de Maquinas HerramientacastmatamorosNessuna valutazione finora
- Copia de ESTRUCTURAS Y RAMPAS PARA 1º AÑODocumento3 pagineCopia de ESTRUCTURAS Y RAMPAS PARA 1º AÑOAna Maria MansillaNessuna valutazione finora
- Mecanizado EficienteDocumento31 pagineMecanizado EficienteAndres Cardona MercadoNessuna valutazione finora
- Escuadras 2°Documento2 pagineEscuadras 2°Manny AguilarNessuna valutazione finora
- Practica 10 - Presentaciones y Dibujos de EnsambleDocumento6 paginePractica 10 - Presentaciones y Dibujos de EnsambleRodrigo PorrasNessuna valutazione finora
- Instrumentos Básicos para La Mediciones MecanicasDocumento11 pagineInstrumentos Básicos para La Mediciones MecanicasCristianNessuna valutazione finora
- Simulador CNCDocumento26 pagineSimulador CNCoriaste0% (1)
- Estructuras Metalicas PDFDocumento73 pagineEstructuras Metalicas PDFAndres ChaconNessuna valutazione finora
- Guia Fresadora Convencional 2.0Documento9 pagineGuia Fresadora Convencional 2.0Pipa ToguidieNessuna valutazione finora
- Fundamentos de Geotecnia SaezDocumento47 pagineFundamentos de Geotecnia SaezAnonymous W3NHorg9tNessuna valutazione finora
- Procedimientos de Mecanizado IndustrialDocumento47 pagineProcedimientos de Mecanizado IndustrialRodrigo VelásquezNessuna valutazione finora
- Procesos de Manufactura Básicos IEM IMTDocumento2 pagineProcesos de Manufactura Básicos IEM IMTJennifer SmallNessuna valutazione finora
- The PolyVision Driver User GuideDocumento70 pagineThe PolyVision Driver User GuideRaul Francisco Hernandez MurciaNessuna valutazione finora
- Técnicas de fabricación y seguridad industrialDocumento15 pagineTécnicas de fabricación y seguridad industrialWaly Jacinto MoriNessuna valutazione finora
- MoleteadoDocumento9 pagineMoleteadoFernando MercedesNessuna valutazione finora
- Cap I Sold. OxigasDocumento43 pagineCap I Sold. OxigasAP KarlitosNessuna valutazione finora
- Mecanica de Banco y Afilado de Herramientas TR2Documento6 pagineMecanica de Banco y Afilado de Herramientas TR2Kevin MuñozNessuna valutazione finora
- Riesgo en Trabajo en Talleres de MecanizaciónDocumento23 pagineRiesgo en Trabajo en Talleres de MecanizaciónOswaldo MuñozNessuna valutazione finora
- Metrología - CalibreDocumento12 pagineMetrología - CalibreLSB100% (2)
- Regla de Amperaje en ElectrodosDocumento1 paginaRegla de Amperaje en ElectrodoshuicholeNessuna valutazione finora
- Muanal de Practicas CorrectasDocumento2 pagineMuanal de Practicas CorrectasIng Siste CompNessuna valutazione finora
- Importancia de la metalistería y seguridad en el tallerDocumento5 pagineImportancia de la metalistería y seguridad en el tallerkeiner altahonaNessuna valutazione finora
- Practicas de Soldaduras 2012 IMPRIMIRDocumento34 paginePracticas de Soldaduras 2012 IMPRIMIRMoises Alvaro Huacca CcasoNessuna valutazione finora
- El Diámetro de Los Electrodos Está en Correspondencia Directa Con Los Espesores de Chapas A UnirDocumento8 pagineEl Diámetro de Los Electrodos Está en Correspondencia Directa Con Los Espesores de Chapas A Unire_cj100% (1)
- TALLER de MECANICA - Maquinas HerramientasDocumento25 pagineTALLER de MECANICA - Maquinas HerramientasHarold Abarca VargasNessuna valutazione finora
- Cálculos de EngranajesDocumento16 pagineCálculos de EngranajesLeandro100% (1)
- MECANICA Modulo1 Primero de Bachillerato - JaimeDocumento29 pagineMECANICA Modulo1 Primero de Bachillerato - Jaimejaime_castillo_4Nessuna valutazione finora
- Informe de Taller MecanicoDocumento9 pagineInforme de Taller MecanicoislazegarraluisNessuna valutazione finora
- Técnicas de unión mecánicaDocumento74 pagineTécnicas de unión mecánicaIván Rguez. CortésNessuna valutazione finora
- Fabricacion Por Arranque de Viruta F.A.VDocumento26 pagineFabricacion Por Arranque de Viruta F.A.VRonal Calsina AlvarezNessuna valutazione finora
- TALADRADODocumento22 pagineTALADRADOFeer SimóNessuna valutazione finora
- Manual de Calculo TecnicoDocumento55 pagineManual de Calculo Tecnicomarciano198050% (2)
- Manual de Maquinas Electricas UniversalesDocumento26 pagineManual de Maquinas Electricas UniversalesAlejandro EspinozaNessuna valutazione finora
- Manual de Ajuste Mecánico ModificadoDocumento83 pagineManual de Ajuste Mecánico Modificadomarciano1980100% (2)
- Guia IndustriasDocumento363 pagineGuia IndustriasJudlin TobarNessuna valutazione finora
- Mantenimiento A Sistemas MecánicosDocumento74 pagineMantenimiento A Sistemas MecánicosMarlen CruzNessuna valutazione finora
- Programar Electroneumatica Paso A PasoDocumento1 paginaProgramar Electroneumatica Paso A PasoAntonio Centeno BenjaminNessuna valutazione finora
- Tabla de Aplicacion de Tipos de ArranquesDocumento1 paginaTabla de Aplicacion de Tipos de ArranquesAntonio Centeno BenjaminNessuna valutazione finora
- Compendio de TablasDocumento58 pagineCompendio de TablasYahir Serrano100% (2)
- Tension Mecanica de Bandas Tipo (V)Documento2 pagineTension Mecanica de Bandas Tipo (V)Antonio Centeno BenjaminNessuna valutazione finora
- Resistencia Del Cuerpo HumanoDocumento2 pagineResistencia Del Cuerpo HumanoAntonio Centeno BenjaminNessuna valutazione finora
- Unidad de Retencion Montaje de Retenida Sencilla Con Placa de Refuerzo Y AnclaDocumento2 pagineUnidad de Retencion Montaje de Retenida Sencilla Con Placa de Refuerzo Y AnclaAntonio Centeno BenjaminNessuna valutazione finora
- Tablas de Retencion para Las Estructuras Primarias: Empresa Nicaraguense de Electricidad Division de DistribucionDocumento2 pagineTablas de Retencion para Las Estructuras Primarias: Empresa Nicaraguense de Electricidad Division de DistribucionAntonio Centeno BenjaminNessuna valutazione finora
- Listado de Estructuras 13,8 KVDocumento12 pagineListado de Estructuras 13,8 KVAntonio Centeno BenjaminNessuna valutazione finora
- Tablas de Retencion para Las Estructuras PrimariasDocumento4 pagineTablas de Retencion para Las Estructuras PrimariasAntonio Centeno BenjaminNessuna valutazione finora
- Unidad de Retencion Montaje Retenida Doble Con Perno Guardacabo Y AnclaDocumento2 pagineUnidad de Retencion Montaje Retenida Doble Con Perno Guardacabo Y AnclaAntonio Centeno BenjaminNessuna valutazione finora
- Empresa Nicaragüense de Electricidad: Unidad de Retencion Construccion Retenida en CompresionDocumento2 pagineEmpresa Nicaragüense de Electricidad: Unidad de Retencion Construccion Retenida en CompresionAntonio Centeno BenjaminNessuna valutazione finora
- Valores de Resistividad Del TerrenoDocumento2 pagineValores de Resistividad Del TerrenoAntonio Centeno BenjaminNessuna valutazione finora
- Tablas de Tensiones para Retenidas. RemateDocumento4 pagineTablas de Tensiones para Retenidas. RemateAntonio Centeno BenjaminNessuna valutazione finora
- Unidad de Retencion Montaje Retenida Aerea Sencilla Tipo de Perno AtravesadoDocumento2 pagineUnidad de Retencion Montaje Retenida Aerea Sencilla Tipo de Perno AtravesadoAntonio Centeno BenjaminNessuna valutazione finora
- Unidad de Retencion Montaje Retenida Sencilla Con Perno Guardacabo Y AnclaDocumento2 pagineUnidad de Retencion Montaje Retenida Sencilla Con Perno Guardacabo Y AnclaAntonio Centeno BenjaminNessuna valutazione finora
- TablasDocumento6 pagineTablasAntonio Centeno BenjaminNessuna valutazione finora
- Capitulo 1Documento7 pagineCapitulo 1Antonio Centeno BenjaminNessuna valutazione finora
- Formulario de Energía ReactivaDocumento10 pagineFormulario de Energía ReactivaAntonio Centeno BenjaminNessuna valutazione finora
- Aplicacion de Arrancadores SuavesDocumento3 pagineAplicacion de Arrancadores SuavesAntonio Centeno Benjamin0% (2)
- Formato de Plantas de EmergenciaDocumento1 paginaFormato de Plantas de EmergenciaAntonio Centeno BenjaminNessuna valutazione finora
- Calculo de Rigidez Dielectrica Del AislamientoDocumento1 paginaCalculo de Rigidez Dielectrica Del AislamientoAntonio Centeno BenjaminNessuna valutazione finora
- Motores Trifasicos Calculos de VariablesDocumento32 pagineMotores Trifasicos Calculos de Variablesporever01Nessuna valutazione finora
- Protecciones ElectricasDocumento5 pagineProtecciones ElectricasAntonio Centeno BenjaminNessuna valutazione finora
- MeggerDocumento76 pagineMeggerAndriuxco Leon Garcia100% (1)
- Calculo de Rigidez Dielectrica Del AislamientoDocumento1 paginaCalculo de Rigidez Dielectrica Del AislamientoAntonio Centeno BenjaminNessuna valutazione finora
- Curso de Calidad de Energía SIQ 2007-1Documento247 pagineCurso de Calidad de Energía SIQ 2007-1Antonio Centeno Benjamin100% (2)
- Tema 5. Nuevas Tecnologías Ahorrativas en Iluminación. Phillips & OCALDocumento53 pagineTema 5. Nuevas Tecnologías Ahorrativas en Iluminación. Phillips & OCALAntonio Centeno BenjaminNessuna valutazione finora
- Mantenimiento Preventivo de Gene Rad Ores Sincronicos Confer en CIA 2Documento27 pagineMantenimiento Preventivo de Gene Rad Ores Sincronicos Confer en CIA 2Antonio Centeno BenjaminNessuna valutazione finora
- Calculo de Escala OptimaDocumento4 pagineCalculo de Escala OptimaAntonio Centeno BenjaminNessuna valutazione finora
- REDEVUDocumento331 pagineREDEVUUribe AldoNessuna valutazione finora
- Paredes Trabajo IndiviDocumento14 pagineParedes Trabajo IndiviAlexMiguelNessuna valutazione finora
- Hogar - LOC MultiusosDocumento2 pagineHogar - LOC Multiusospipegt4Nessuna valutazione finora
- Informe Biofarmacia II Ciclo IDocumento16 pagineInforme Biofarmacia II Ciclo IAldo Jose Garcia CarmonaNessuna valutazione finora
- DIAPOVOLCANESSITIVA1403Documento57 pagineDIAPOVOLCANESSITIVA1403Renato EspinosaNessuna valutazione finora
- Laboratorio Capacidad CalorificaDocumento7 pagineLaboratorio Capacidad CalorificamiguelNessuna valutazione finora
- Consideraciones Especiales de La Maquina de AnestesiaDocumento54 pagineConsideraciones Especiales de La Maquina de AnestesiaHoover Orantes Lao100% (1)
- TDR Tomo I CP 63Documento79 pagineTDR Tomo I CP 63jl_zaga19Nessuna valutazione finora
- Guía Pokémon Blanco y NegroDocumento245 pagineGuía Pokémon Blanco y NegroJoximar Hinestroza Perea60% (5)
- 4 - Separacion de MezclasDocumento4 pagine4 - Separacion de MezclasMilagros NateraNessuna valutazione finora
- Informe de Laboratorio de DestilaciónDocumento2 pagineInforme de Laboratorio de DestilaciónYisseth Sànchez ONessuna valutazione finora
- Afinamiento de Grano AluminioDocumento5 pagineAfinamiento de Grano AluminioGuevaraEdwinNessuna valutazione finora
- Introducción Al Manejo Del EViews 5.0Documento10 pagineIntroducción Al Manejo Del EViews 5.0Jesús Aviles RoblesNessuna valutazione finora
- TiposPotenciaEléctricaDocumento8 pagineTiposPotenciaEléctricaJoffrePilaguanoNessuna valutazione finora
- Análisis Estadístico de Un Lote de RondanasDocumento6 pagineAnálisis Estadístico de Un Lote de RondanasMiguel ReyesNessuna valutazione finora
- Informe de Muestra DesconocidaDocumento3 pagineInforme de Muestra Desconocidaconr42582Nessuna valutazione finora
- Preguntas de repaso maquinadoDocumento3 paginePreguntas de repaso maquinadoUriel Balcazar81% (27)
- Trabajo Experimental M.R.U.ADocumento9 pagineTrabajo Experimental M.R.U.AJuanNessuna valutazione finora
- Resolución de ejercicios de canales y drenaje mediante el software HcanalesDocumento16 pagineResolución de ejercicios de canales y drenaje mediante el software HcanalesKelly TorreNessuna valutazione finora
- Problemas Fisica1 2012-2013 000Documento36 pagineProblemas Fisica1 2012-2013 000rosesalexNessuna valutazione finora
- Bombas CentrifugasDocumento153 pagineBombas Centrifugasnfsp1100% (1)
- (Ex) Une-En 12601 2011Documento6 pagine(Ex) Une-En 12601 2011Cristian Avila100% (1)
- Guia 5 Formas de EnergiaDocumento2 pagineGuia 5 Formas de EnergiaLAURA100% (1)
- Diseño Estructural de Ampliacion de Vivienda en HowardDocumento52 pagineDiseño Estructural de Ampliacion de Vivienda en HowardAngel Arturo Ortega LopezNessuna valutazione finora
- MvasDocumento18 pagineMvasJose Antonio Rodriguez FernandezNessuna valutazione finora
- Trabajo Electrotecnia I-2016 Nuevo Tema 1Documento17 pagineTrabajo Electrotecnia I-2016 Nuevo Tema 1Jefferson Leonel Cesar JuarezNessuna valutazione finora
- Tecnologia de Construccion de Las ExplancionesDocumento367 pagineTecnologia de Construccion de Las Explancioneslsfleti100% (2)
- PomadaDocumento45 paginePomadaMilagros Santamaría Inoñan100% (3)