Potrebbero piacerti anche
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Sauer & SohnDocumento50 pagineSauer & SohnILLUMINATOR100% (1)
- Tecumseh TEC-632795A Parts Diagram For CarburetorDocumento3 pagineTecumseh TEC-632795A Parts Diagram For CarburetorovertopNessuna valutazione finora
- ACM Composites Hydropower Presentation 19.07.17Documento50 pagineACM Composites Hydropower Presentation 19.07.17Osvaldo Luiz HiramaNessuna valutazione finora
- Diagnostic Trouble Codes (DTC) : 14.1 About The Codes Shown in The TableDocumento6 pagineDiagnostic Trouble Codes (DTC) : 14.1 About The Codes Shown in The Tablejorgebbcaarg100% (1)
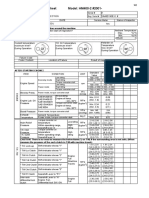
- Pm-Clinic Inspection Sheet Model: Hm400-2 #2001-: (Mmaq)Documento2 paginePm-Clinic Inspection Sheet Model: Hm400-2 #2001-: (Mmaq)Naughty VongNessuna valutazione finora
- Motors For Rotax Kiln DriveDocumento17 pagineMotors For Rotax Kiln DrivesreeganeshrNessuna valutazione finora
- BT WRX 30Documento198 pagineBT WRX 30Socma ReachstackersNessuna valutazione finora
- Aircraft Pneumatic Systems and Air SystemDocumento11 pagineAircraft Pneumatic Systems and Air SystemRaihan AkbarNessuna valutazione finora
- Gold Valve Cartridge Emulator Fitting InstructionsDocumento4 pagineGold Valve Cartridge Emulator Fitting Instructionsstinger30auNessuna valutazione finora
- Generador Honda GX 690Documento60 pagineGenerador Honda GX 690Julio Chinguel BeltránNessuna valutazione finora
- Avid Juicy 3:5 ManualDocumento75 pagineAvid Juicy 3:5 ManualJamaine Mckenzie100% (1)
- Vertical Inline Centrifugal Pump Troubleshooting GuideDocumento4 pagineVertical Inline Centrifugal Pump Troubleshooting Guideadepp8642Nessuna valutazione finora
- 2x16 BOGIE SPARE PARTSDocumento7 pagine2x16 BOGIE SPARE PARTSVignesh PrabhuNessuna valutazione finora
- Copie de GS - EP - PVV - 112 - EN 1Documento13 pagineCopie de GS - EP - PVV - 112 - EN 1Tien HaNessuna valutazione finora
- For More Details:: Digitronic AEB Polymer Injector Nozzle Table Digitronic Injector RailsDocumento6 pagineFor More Details:: Digitronic AEB Polymer Injector Nozzle Table Digitronic Injector RailsStore-BlackberryJhonnymarNessuna valutazione finora
- Derbi Senda - Revue Technique - Anglais PDFDocumento72 pagineDerbi Senda - Revue Technique - Anglais PDFVarasdi Bálint100% (1)
- Kubota Kx151 Parts Sec Wat Part 2Documento20 pagineKubota Kx151 Parts Sec Wat Part 2matthew100% (53)
- Illustrated Part List Iveco N60 Entm37 370 HP Marine EngineDocumento108 pagineIllustrated Part List Iveco N60 Entm37 370 HP Marine Enginejadan tupuaNessuna valutazione finora
- CH 3Documento28 pagineCH 3broNessuna valutazione finora
- Compatible Puller Stud and Hydraulic Cylinder Capacity Chart (0599, 7000, 7562)Documento5 pagineCompatible Puller Stud and Hydraulic Cylinder Capacity Chart (0599, 7000, 7562)Odai AlsaafinNessuna valutazione finora
- Transmision 416Documento42 pagineTransmision 416Adolfo Moscoso100% (8)
- Control Panel O&m ManualDocumento9 pagineControl Panel O&m Manualhari kiranNessuna valutazione finora
- Specification Rig TP 223 10-02-2013Documento2 pagineSpecification Rig TP 223 10-02-2013Bizacovitç DrillerNessuna valutazione finora
- Literature SurveyDocumento6 pagineLiterature SurveytalhaNessuna valutazione finora
- Hydraulic Lab3 Speed ControlDocumento8 pagineHydraulic Lab3 Speed ControlMustafa BebooNessuna valutazione finora
- Model Tuning Tips Honda CRDocumento15 pagineModel Tuning Tips Honda CRPaul MartinNessuna valutazione finora
- Lees Loss Failure DataDocumento2 pagineLees Loss Failure DataRonak MotaNessuna valutazione finora
- Paper Id (Me302) : Nav'.O (Documento2 paginePaper Id (Me302) : Nav'.O (RaJan GargNessuna valutazione finora
- Catalogo Partes y Piezas GRAM HC 8100Documento28 pagineCatalogo Partes y Piezas GRAM HC 8100yoye1968100% (3)