Potrebbero piacerti anche
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5795)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Technical Writing PDFDocumento129 pagineTechnical Writing PDFKundan Kumar100% (1)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- Chennai CMDA Master Plan 2026 Volume 3 Sectorial BackgroundDocumento270 pagineChennai CMDA Master Plan 2026 Volume 3 Sectorial BackgroundMalathi Kathirvel100% (1)
- EU MDR FlyerDocumento12 pagineEU MDR FlyermrudhulrajNessuna valutazione finora
- Production of BiodieselDocumento49 pagineProduction of Biodieselteja100% (1)
- MetasploitDocumento9 pagineMetasploitDhamlo KheralaNessuna valutazione finora
- Kgec ProfileDocumento11 pagineKgec ProfileDonovan BonnerNessuna valutazione finora
- IOM-P14-R0 Quarter Turn BVDocumento9 pagineIOM-P14-R0 Quarter Turn BVDonovan BonnerNessuna valutazione finora
- Iso9001 Manual With ProcedureDocumento105 pagineIso9001 Manual With ProcedureAshwin KumarNessuna valutazione finora
- Generon CatalogDocumento11 pagineGeneron CatalogDonovan BonnerNessuna valutazione finora
- 1156 - India - BGAS CSWIP Painting Inspector Grade 2 - High Res - Feb 2012Documento1 pagina1156 - India - BGAS CSWIP Painting Inspector Grade 2 - High Res - Feb 2012Sampath KumarNessuna valutazione finora
- 1165 - India - BGAS CSWIP Painting Inspector Grade 1 - High Res - Feb 2012Documento1 pagina1165 - India - BGAS CSWIP Painting Inspector Grade 1 - High Res - Feb 2012Donovan BonnerNessuna valutazione finora
- Review of ISO 17021 V2Documento5 pagineReview of ISO 17021 V2Donovan BonnerNessuna valutazione finora
- Autocad2007 Crack NotesDocumento1 paginaAutocad2007 Crack NotesDonovan BonnerNessuna valutazione finora
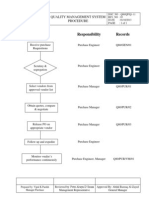
- Process Responsibility Records: Quality Management System ProcedureDocumento1 paginaProcess Responsibility Records: Quality Management System ProcedureDonovan BonnerNessuna valutazione finora
- Training Record (AAR 01)Documento1 paginaTraining Record (AAR 01)Donovan BonnerNessuna valutazione finora
- Honeywell Aquatrol 2000 PDFDocumento60 pagineHoneywell Aquatrol 2000 PDFvsilickasNessuna valutazione finora
- Puch Moped Horn Wiring Diagram (Chrome Oval Switches)Documento1 paginaPuch Moped Horn Wiring Diagram (Chrome Oval Switches)MopedgalNessuna valutazione finora
- 09-03-2023 Ramadhan - Small PDFDocumento13 pagine09-03-2023 Ramadhan - Small PDFAmmarah RamnarainNessuna valutazione finora
- Minimalist CV ResumeDocumento1 paginaMinimalist CV ResumeSijith MathewNessuna valutazione finora
- Santa Letters 2013Documento16 pagineSanta Letters 2013Lebanon_PublishingNessuna valutazione finora
- Fashion Law - Trademark ParodyDocumento12 pagineFashion Law - Trademark ParodyArinta PratiwiNessuna valutazione finora
- FIN323 Project 2021-2022Documento6 pagineFIN323 Project 2021-2022saleem razaNessuna valutazione finora
- Oil and Gas Reloaded: Offshore ArgentinaDocumento9 pagineOil and Gas Reloaded: Offshore ArgentinaMuhammad Fahmi AnbNessuna valutazione finora
- Tween 80 CoADocumento1 paginaTween 80 CoATấn Huy HồNessuna valutazione finora
- User's Guide: Smartpack2 Master ControllerDocumento32 pagineUser's Guide: Smartpack2 Master Controllermelouahhh100% (1)
- A Flight Plan in 10 StepsDocumento4 pagineA Flight Plan in 10 StepsThar LattNessuna valutazione finora
- School MemoDocumento1 paginaSchool MemoBellaNessuna valutazione finora
- Virtual Asset Insurance Risk Analysis - OneDegreeDocumento3 pagineVirtual Asset Insurance Risk Analysis - OneDegreeShaarang BeganiNessuna valutazione finora
- The World Wide WebDocumento22 pagineThe World Wide WebSa JeesNessuna valutazione finora
- Etpm Mód 3 Assignment 2.1 Grammar and Use of English SkillsDocumento3 pagineEtpm Mód 3 Assignment 2.1 Grammar and Use of English SkillsLourdes LimaNessuna valutazione finora
- TQM - Juran ContributionDocumento19 pagineTQM - Juran ContributionDr.K.Baranidharan100% (2)
- CIVPRO - Case Compilation No. 2Documento95 pagineCIVPRO - Case Compilation No. 2Darla GreyNessuna valutazione finora
- Taifun GT User GuideDocumento5 pagineTaifun GT User GuidecarloslarumbeNessuna valutazione finora
- Me Con Compressed Air SystemsDocumento8 pagineMe Con Compressed Air SystemsesvwestNessuna valutazione finora
- Crude Palm OilDocumento4 pagineCrude Palm OilpalmoilanalyticsNessuna valutazione finora
- System Error Codes (0-499)Documento33 pagineSystem Error Codes (0-499)enayuNessuna valutazione finora
- Opposition To Motion For Judgment On PleadingsDocumento31 pagineOpposition To Motion For Judgment On PleadingsMark Jaffe100% (1)
- Allama Iqbal Open University, Islamabad Warning: (Department of Secondary Teacher Education)Documento2 pagineAllama Iqbal Open University, Islamabad Warning: (Department of Secondary Teacher Education)Tehmina HanifNessuna valutazione finora
- Basic CommandsDocumento40 pagineBasic CommandsPrashant RaiNessuna valutazione finora
- SIConitDocumento2 pagineSIConitJosueNessuna valutazione finora