Potrebbero piacerti anche
- Plan de inspección y ensayo de obras civiles y mecánicasDocumento9 paginePlan de inspección y ensayo de obras civiles y mecánicasNormelis Gil Perdomo33% (3)
- Instalación y alineamientoDocumento3 pagineInstalación y alineamientoLuis MacedoNessuna valutazione finora
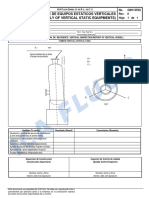
- Montaje de Equipos Estáticos Verticales (Assembly of Vertical Static Equipments)Documento1 paginaMontaje de Equipos Estáticos Verticales (Assembly of Vertical Static Equipments)Jorge Cruz GonzalezNessuna valutazione finora
- 1 Leak Testing IntroduccionDocumento22 pagine1 Leak Testing IntroduccionOstwal Kgori100% (1)
- Cálculo de Tanques Atmosféricos - OriginalDocumento7 pagineCálculo de Tanques Atmosféricos - OriginaljowarNessuna valutazione finora
- 23.13. ITOPE023-CC1055-F13 Montaje de InstrumentosDocumento1 pagina23.13. ITOPE023-CC1055-F13 Montaje de Instrumentosleudis valdezNessuna valutazione finora
- Pr-Cassoma-P.39 - Rev 02 - Procedimiento de Prueba de AdherenciaDocumento7 paginePr-Cassoma-P.39 - Rev 02 - Procedimiento de Prueba de AdherenciaoscarNessuna valutazione finora
- 126898-GEN-P001-R001 Informe Inspección Pintura y Touch Up General Rev. 0Documento2 pagine126898-GEN-P001-R001 Informe Inspección Pintura y Touch Up General Rev. 0Jorge Chavez H.Nessuna valutazione finora
- Instalación hidrosanitariaDocumento16 pagineInstalación hidrosanitariaAndrèsHayesNessuna valutazione finora
- Resumen de Sapos A PrincipesDocumento7 pagineResumen de Sapos A Principesgamago132075% (4)
- Anexo 3 Procedimiento Empalme Hot TappingDocumento8 pagineAnexo 3 Procedimiento Empalme Hot TappingMario Rivera AlonsoNessuna valutazione finora
- 317FNDocumento2 pagine317FNFrancisco BujandaNessuna valutazione finora
- Plan de Inspeccion y Ensayo Actualizado CORREGIDODocumento18 paginePlan de Inspeccion y Ensayo Actualizado CORREGIDOcarlos_alzolar6826100% (1)
- PO-MC-006 Montaje de Tanques de Techo FijoDocumento9 paginePO-MC-006 Montaje de Tanques de Techo FijomekanicobucaroNessuna valutazione finora
- Informe General de SoldaduraDocumento49 pagineInforme General de Soldadurajaime hernando lopez buitragoNessuna valutazione finora
- TT-CELE-F-030 Rv0 Registro de Resistividad Del Terreno Silo 12Documento1 paginaTT-CELE-F-030 Rv0 Registro de Resistividad Del Terreno Silo 12AlfredoSánchezHernándezNessuna valutazione finora
- RFE 1 EGB ONM HAU 001 - REV1 Procedimiento de Montaje de TanquesDocumento65 pagineRFE 1 EGB ONM HAU 001 - REV1 Procedimiento de Montaje de TanquesxxhiorinmaruxxNessuna valutazione finora
- PLO8-510-DB-X-021 Vol. 01 - 0 Data Book de Control de CalidadDocumento218 paginePLO8-510-DB-X-021 Vol. 01 - 0 Data Book de Control de CalidadCristian Xavier Avendaño BelloNessuna valutazione finora
- Procedimiento de Montaje de Estructuras Metalicas Rev01Documento9 pagineProcedimiento de Montaje de Estructuras Metalicas Rev01Debye101Nessuna valutazione finora
- PL-CYE-002 Plan de Inpeccion y Ensayo Eléctrico AntapaccayDocumento12 paginePL-CYE-002 Plan de Inpeccion y Ensayo Eléctrico AntapaccayCarlo LaraNessuna valutazione finora
- MPD004-P083OBR-140-PPI-QC-003 - C Plan de Puntos de Inspeccion de EstructurasDocumento1 paginaMPD004-P083OBR-140-PPI-QC-003 - C Plan de Puntos de Inspeccion de EstructurasBenjamin Herrera Vargas100% (1)
- Anexo 6 - Plan de Puntos de Inspección PPIDocumento18 pagineAnexo 6 - Plan de Puntos de Inspección PPImarelin paucar gomezNessuna valutazione finora
- Itp Elec SatDocumento1 paginaItp Elec SatEdgar Bladimir Aimara NinacuriNessuna valutazione finora
- Rubrica para Evaluar La Exposicion Del TemaDocumento1 paginaRubrica para Evaluar La Exposicion Del TemaLuis Alberto Aparicio FloresNessuna valutazione finora
- Indice de Calidad ModDocumento6 pagineIndice de Calidad ModFranciscoRoberto Bravo MeleánNessuna valutazione finora
- Manual API 653 PDFDocumento193 pagineManual API 653 PDFgilmer100% (1)
- Procedimiento de Fabricacion de TK - API 650Documento32 pagineProcedimiento de Fabricacion de TK - API 650PercyAlexander100% (1)
- Inspeccion Represa Hidroelect.Documento11 pagineInspeccion Represa Hidroelect.marlene fuentesNessuna valutazione finora
- Instrucciones de CampoDocumento4 pagineInstrucciones de CampoIYWJNessuna valutazione finora
- PROTOCOLO LPE071-IISS-03 Prueba Hidrostática REV1Documento1 paginaPROTOCOLO LPE071-IISS-03 Prueba Hidrostática REV1Emerson Lian Rios100% (1)
- PC.0001.F01-Topografía de Muros PantallaDocumento1 paginaPC.0001.F01-Topografía de Muros PantallaVerónica HidalgoNessuna valutazione finora
- Montaje EstructuraDocumento7 pagineMontaje EstructuraRicardo CarpioNessuna valutazione finora
- Registro de InspeccionDocumento13 pagineRegistro de InspeccionSilvia ErazoNessuna valutazione finora
- Proyecto Quellaveco: Estación de Combustible - Punch ListDocumento1 paginaProyecto Quellaveco: Estación de Combustible - Punch ListFrank Ramos BeltranNessuna valutazione finora
- F-OPE-C-3 Reporte MT JUNTAS SOLDADAS Rev4Documento2 pagineF-OPE-C-3 Reporte MT JUNTAS SOLDADAS Rev4Jesús D Q SakerNessuna valutazione finora
- Fo-Cca-004 Inspeccion de Preparacion de Superficies e Inspeccion de Espesor de Pelicula SecaDocumento3 pagineFo-Cca-004 Inspeccion de Preparacion de Superficies e Inspeccion de Espesor de Pelicula SecaJairo Valer CamposNessuna valutazione finora
- 218181084-Anexo-04-Formatos-De-Control-De-Calidad-150522033638-Lva1-App6891 (1) - 48Documento1 pagina218181084-Anexo-04-Formatos-De-Control-De-Calidad-150522033638-Lva1-App6891 (1) - 48Aura TorresNessuna valutazione finora
- PcwiDocumento4 paginePcwidianiig22Nessuna valutazione finora
- Planilla Identificacion de Valvulas PSV - 57481Documento1 paginaPlanilla Identificacion de Valvulas PSV - 57481Inflales Camas Elasticas La PlataNessuna valutazione finora
- Procedimiento de Verificacion Topografica Equipos y EstructurasDocumento8 pagineProcedimiento de Verificacion Topografica Equipos y EstructurasPer DCNessuna valutazione finora
- Plan de Inspeccion - PuertasDocumento3 paginePlan de Inspeccion - PuertasJorge VillamizarNessuna valutazione finora
- Ficha Técnica Bloques de Concreto 15x40x20 CMDocumento1 paginaFicha Técnica Bloques de Concreto 15x40x20 CMRodolfo Fallas100% (2)
- 18 Reporte de Inspección Visual TK 3509 No 1 PDFDocumento4 pagine18 Reporte de Inspección Visual TK 3509 No 1 PDFJose CastroNessuna valutazione finora
- 26280-220-V243-UA13-50318 - + Procedimiento de Inspeccion para Control DimensionalDocumento8 pagine26280-220-V243-UA13-50318 - + Procedimiento de Inspeccion para Control DimensionalRichardNessuna valutazione finora
- Catálogo Gralpe 2008 G-E - Rejas PerimDocumento43 pagineCatálogo Gralpe 2008 G-E - Rejas PerimJosé G. MolinaNessuna valutazione finora
- Diplomado en Diseño de Plantas IndustrialesDocumento1 paginaDiplomado en Diseño de Plantas IndustrialesMaria Eugenia CarrizalesNessuna valutazione finora
- Instrucciones para Usar La Cinta para Medir Tubería RanuradaDocumento2 pagineInstrucciones para Usar La Cinta para Medir Tubería RanuradaNilton LuisNessuna valutazione finora
- PIE's E&IDocumento4 paginePIE's E&Ilex_marshalNessuna valutazione finora
- Plan inspección y ensayos obras civiles y montaje estructuras línea eléctricaDocumento1 paginaPlan inspección y ensayos obras civiles y montaje estructuras línea eléctricaNelson Luis Castillo RiveraNessuna valutazione finora
- GCG SGC CIV F 007 Reg. Inspeccion de ConcretoDocumento1 paginaGCG SGC CIV F 007 Reg. Inspeccion de ConcretoANANessuna valutazione finora
- Check List Dossier CalidadDocumento4 pagineCheck List Dossier CalidadHalvitres Ipanaque100% (1)
- Informe de Avance de ObraDocumento7 pagineInforme de Avance de ObraMilton RamirezNessuna valutazione finora
- Inspección de torque de suspensión neumáticaDocumento1 paginaInspección de torque de suspensión neumáticaBrian Escuel Rengifo100% (1)
- Plan de Inspeccion y Ensayo Tendido de Oleoducto 16 Ø Desde El MB TJ-10 A Patio de Tanque UleDocumento18 paginePlan de Inspeccion y Ensayo Tendido de Oleoducto 16 Ø Desde El MB TJ-10 A Patio de Tanque UleJuan Carlos ManriqueNessuna valutazione finora
- Trazo y ReplanteoDocumento1 paginaTrazo y ReplanteoRafael AtencioNessuna valutazione finora
- UTUNSA-SGC-PPI-001 Plan de Puntos de InspeccionDocumento10 pagineUTUNSA-SGC-PPI-001 Plan de Puntos de Inspeccionjuan fuentesNessuna valutazione finora
- Planilla Revisión Proyecto RIDAADocumento4 paginePlanilla Revisión Proyecto RIDAAMontserrat Pérez BórquezNessuna valutazione finora
- Precomicionamiento de Construccion para TanquesDocumento24 paginePrecomicionamiento de Construccion para TanquesJuan Pablo Santos NegrelliNessuna valutazione finora
- FOR-CST-017 Índice Dossier Electromecánico - PTPDocumento14 pagineFOR-CST-017 Índice Dossier Electromecánico - PTPJosé Carlos Vilca Alarcón100% (1)
- 20-RGT-008-01 Pintura Juntas JumpersDocumento60 pagine20-RGT-008-01 Pintura Juntas JumpersFausto Enrique Alvarez BaqueroNessuna valutazione finora
- PROCEDIMIENTO DE ObturadorDocumento18 paginePROCEDIMIENTO DE ObturadorANGELA GALINDEZNessuna valutazione finora
- Ficha para Revisión de GroutDocumento1 paginaFicha para Revisión de GroutMoisés A. LoboNessuna valutazione finora
- PR MA 00128 017desmantelamiento ValvulasDocumento6 paginePR MA 00128 017desmantelamiento Valvulasosito1214100% (2)
- Formato de Aseguramiento Tanques - Atk7251Documento2 pagineFormato de Aseguramiento Tanques - Atk7251henry ayala corredorNessuna valutazione finora
- ETE Construcción Sondaje Lago VerdeDocumento13 pagineETE Construcción Sondaje Lago Verdeandres_asenjoicocNessuna valutazione finora
- Master Propuesto1Documento416 pagineMaster Propuesto1Rosalino JimenezNessuna valutazione finora
- PIE TendidoDocumento8 paginePIE TendidoRosalino JimenezNessuna valutazione finora
- CFI-C-F-006-G. Liberación de Materiales - Equipos.Documento1 paginaCFI-C-F-006-G. Liberación de Materiales - Equipos.Rosalino JimenezNessuna valutazione finora
- Cuenta CorpoelectDocumento2 pagineCuenta CorpoelectRosalino JimenezNessuna valutazione finora
- Factura Proforma Rosalino-1Documento2 pagineFactura Proforma Rosalino-1Rosalino JimenezNessuna valutazione finora
- Flujograma Proceso. Desmantelamiento.Documento4 pagineFlujograma Proceso. Desmantelamiento.Rosalino JimenezNessuna valutazione finora
- Flujograma Proceso. FormatoDocumento21 pagineFlujograma Proceso. FormatoRosalino JimenezNessuna valutazione finora
- Flujograma Proceso. FormatoDocumento21 pagineFlujograma Proceso. FormatoRosalino JimenezNessuna valutazione finora
- CVlino EspanolDocumento7 pagineCVlino EspanolRosalino JimenezNessuna valutazione finora
- UntitledDocumento58 pagineUntitledRosalino JimenezNessuna valutazione finora
- Computos Metricos Cotizacion IiDocumento6 pagineComputos Metricos Cotizacion IiRosalino JimenezNessuna valutazione finora
- UntitledDocumento9 pagineUntitledRosalino JimenezNessuna valutazione finora
- Planilla Inscripción Programas UCVDocumento1 paginaPlanilla Inscripción Programas UCVRosalino JimenezNessuna valutazione finora
- Presidencia: OJEDA, HugoDocumento1 paginaPresidencia: OJEDA, HugoRosalino JimenezNessuna valutazione finora
- InventarioDocumento8 pagineInventarioRosalino JimenezNessuna valutazione finora
- Dokumen - Tips - Api 575 EspanolDocumento27 pagineDokumen - Tips - Api 575 EspanolRosalino JimenezNessuna valutazione finora
- HerreamientaseguimientoDocumento4 pagineHerreamientaseguimientoRosalino JimenezNessuna valutazione finora
- DesndadcampoDocumento2 pagineDesndadcampoRosalino JimenezNessuna valutazione finora
- Controldocumetsregistro CCDocumento18 pagineControldocumetsregistro CCRosalino JimenezNessuna valutazione finora
- C-Cac-R-02pf1 Ensayo de DensidadDocumento4 pagineC-Cac-R-02pf1 Ensayo de DensidadRosalino JimenezNessuna valutazione finora
- Trabajos Fin de Semana Ago-15!16!2015PDVSADocumento3 pagineTrabajos Fin de Semana Ago-15!16!2015PDVSARosalino JimenezNessuna valutazione finora
- Lista de Chequeo Dossiers 22-09-15Documento3 pagineLista de Chequeo Dossiers 22-09-15Rosalino JimenezNessuna valutazione finora
- Lista de Chequeo Dossiers 22-09-15Documento3 pagineLista de Chequeo Dossiers 22-09-15Rosalino JimenezNessuna valutazione finora
- Precomi - Paquete D ProcesoDocumento5 paginePrecomi - Paquete D ProcesoRosalino JimenezNessuna valutazione finora
- Lista de Chequeo Dossiers 22-09-15 (Autoguardado)Documento6 pagineLista de Chequeo Dossiers 22-09-15 (Autoguardado)Rosalino JimenezNessuna valutazione finora
- IC FL Gantt Chart Excel ES 27035Documento6 pagineIC FL Gantt Chart Excel ES 27035Daniel Jimenez PintoNessuna valutazione finora
- IndiceplandecalidaddayanaDocumento18 pagineIndiceplandecalidaddayanaRosalino JimenezNessuna valutazione finora
- Lectura La LluviaDocumento9 pagineLectura La LluviaSeong-Jin Seong-Jin Seong-JinNessuna valutazione finora
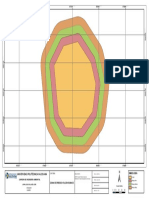
- Mapa Volcan SumacoDocumento1 paginaMapa Volcan SumacoJ Lucas Villacis LNessuna valutazione finora
- Advenimiento de Los Aztecas A Culhuacan de Aceuerdo Con El Códice BoturiniDocumento31 pagineAdvenimiento de Los Aztecas A Culhuacan de Aceuerdo Con El Códice BoturiniTERESA MONTAÑEZNessuna valutazione finora
- Anatomia Poetica de Las ManosDocumento59 pagineAnatomia Poetica de Las ManosLeandro montoya jNessuna valutazione finora
- Informe de IndagaciónDocumento5 pagineInforme de IndagaciónAnita MoreNessuna valutazione finora
- Bases-Eureka-2023 3 ADocumento63 pagineBases-Eureka-2023 3 AMiguel angel Yepez floresNessuna valutazione finora
- Estres Oxidativo en Ratas Expuestas A La Radiacion de MicroondasDocumento5 pagineEstres Oxidativo en Ratas Expuestas A La Radiacion de Microondasrey_hadesNessuna valutazione finora
- HumedadDocumento18 pagineHumedadPatricia CastroNessuna valutazione finora
- Ejemplo Ficha TecnicaDocumento1 paginaEjemplo Ficha TecnicaMartha Lucia PisaminaNessuna valutazione finora
- Ejercicios de Datos y Variables (3088)Documento2 pagineEjercicios de Datos y Variables (3088)Danilo PulidoNessuna valutazione finora
- Paucar Cordero Julio EmilianoDocumento19 paginePaucar Cordero Julio EmilianoJohnny Abraham Reyes AndradeNessuna valutazione finora
- ExA 4 - 2Documento3 pagineExA 4 - 2pablo gutierrez lunaNessuna valutazione finora
- Grado OnceDocumento2 pagineGrado Onceluis gutierrezNessuna valutazione finora
- Practica 1Documento4 paginePractica 1oscar yimy rengifo cardenasNessuna valutazione finora
- Ensayo de LAMARCKDocumento4 pagineEnsayo de LAMARCKEsme CabreraNessuna valutazione finora
- Solemne 1 - 13.09.2021 - 4512Documento7 pagineSolemne 1 - 13.09.2021 - 4512Aracelly FerradaNessuna valutazione finora
- Test Frases IncompletasDocumento1 paginaTest Frases IncompletasLauraV.QuinteroGraztNessuna valutazione finora
- Monografia Del Abandono y Abuso de Los Animales de Compañia en AyacuchoDocumento10 pagineMonografia Del Abandono y Abuso de Los Animales de Compañia en Ayacuchodelfina.cordova.12Nessuna valutazione finora
- Enfermedades Genéticas Que Afectan La Cavidad BucalDocumento12 pagineEnfermedades Genéticas Que Afectan La Cavidad BucalMauricio VallejosNessuna valutazione finora
- Curriculum NormalizadoDocumento23 pagineCurriculum NormalizadoMartín RomeroNessuna valutazione finora
- Qué Es Una Ecuación 3 AñoDocumento4 pagineQué Es Una Ecuación 3 AñoZackNessuna valutazione finora
- IV Bombas de Desplazamiento Positivo.Documento45 pagineIV Bombas de Desplazamiento Positivo.Moises Castellanos0% (1)
- Uralita2003 01Documento16 pagineUralita2003 01Hugo Guerrero AlbercaNessuna valutazione finora
- Practica CompresionDocumento6 paginePractica CompresionIVAN HERNANDEZ ARREOLANessuna valutazione finora
- Medida de PHDocumento22 pagineMedida de PHCuentaNessuna valutazione finora
- Pueblo guaraní Pauserna en riesgo de extinciónDocumento3 paginePueblo guaraní Pauserna en riesgo de extinciónWillian Grover Mamani Chino100% (1)
- Tarea N°04Documento29 pagineTarea N°04Gustavo Salazar TinsecNessuna valutazione finora
- Compuertas y vertederos en estructuras hidráulicasDocumento51 pagineCompuertas y vertederos en estructuras hidráulicasLuis Amos Cano NoyaNessuna valutazione finora