Potrebbero piacerti anche
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (894)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (587)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (119)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2219)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Lab 2 - StoichiometryDocumento4 pagineLab 2 - Stoichiometryapi-272470922100% (3)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (73)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- 맥머리유기화학8판Documento1.177 pagine맥머리유기화학8판이경식Nessuna valutazione finora
- BCH 2202 Chemical Thermodynamics ModuleDocumento84 pagineBCH 2202 Chemical Thermodynamics Modulefrancis100% (5)
- Marine PurifierDocumento30 pagineMarine PurifierJayDelosSantos100% (1)
- Lab 6-The Silver GroupDocumento6 pagineLab 6-The Silver Groupsteph002100% (1)
- Lamp StackDocumento3 pagineLamp Stackfuel4hatredNessuna valutazione finora
- Input 2 Unit 5 Banking MKTNG MNGMNTDocumento18 pagineInput 2 Unit 5 Banking MKTNG MNGMNTfuel4hatredNessuna valutazione finora
- EinsteinDocumento86 pagineEinsteinAnonymous kGmocK12lNessuna valutazione finora
- CIA - World Factbook - Reference Map - Time ZonesDocumento1 paginaCIA - World Factbook - Reference Map - Time Zonesabhii100% (2)
- MTZ. .Pre Ignition - In.highly - Charged.spark - Ignition.engines - Retail.ebook PDF WritersDocumento8 pagineMTZ. .Pre Ignition - In.highly - Charged.spark - Ignition.engines - Retail.ebook PDF Writersfuel4hatredNessuna valutazione finora
- Asia Map AtlasDocumento1 paginaAsia Map AtlasCosmin MaresiNessuna valutazione finora
- E-Book - Stephen Hawking - Public Lectures - The Beginning of TimeDocumento5 pagineE-Book - Stephen Hawking - Public Lectures - The Beginning of Timecf34Nessuna valutazione finora
- MTZ. .Transient - Simulation.in - The.diesel - Engine.development - Process.retail - Ebook PDF WritersDocumento7 pagineMTZ. .Transient - Simulation.in - The.diesel - Engine.development - Process.retail - Ebook PDF Writersfuel4hatredNessuna valutazione finora
- MTZ. .Oscillating - Thrust.bearing - At.fuel - Lubrication.measurement - And.simulation - Retail.ebook PDF WritersDocumento8 pagineMTZ. .Oscillating - Thrust.bearing - At.fuel - Lubrication.measurement - And.simulation - Retail.ebook PDF Writersfuel4hatredNessuna valutazione finora
- Einstein's Views on Science, Religion and GodDocumento2 pagineEinstein's Views on Science, Religion and GodManousos ManousakisNessuna valutazione finora
- CIA - World Factbook - Reference Map - United StatesDocumento1 paginaCIA - World Factbook - Reference Map - United Statesabhii100% (3)
- Ebook PDF Science Einstein's Physics of IllusionDocumento9 pagineEbook PDF Science Einstein's Physics of IllusionMuhammad Azhar IqbalNessuna valutazione finora
- Mapa Mundi PolíticoDocumento1 paginaMapa Mundi PolíticoRuan MüllerNessuna valutazione finora
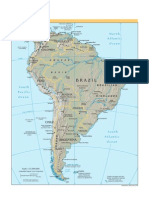
- CIA - World Factbook - Reference Map - South AmericaDocumento1 paginaCIA - World Factbook - Reference Map - South Americaabhii100% (1)
- Maps of The World - North AmericaDocumento1 paginaMaps of The World - North AmericaeternalravenNessuna valutazione finora
- CIA - World Factbook - Reference Map - OceaniaDocumento1 paginaCIA - World Factbook - Reference Map - Oceaniaabhii100% (4)
- CIA - World Factbook - Reference Map - Middle EastDocumento1 paginaCIA - World Factbook - Reference Map - Middle Eastabhii100% (21)
- Παγκόσμιος χάρτηςDocumento1 paginaΠαγκόσμιος χάρτηςhondmeNessuna valutazione finora
- CIA - World Factbook - Reference Map - Europe KosovoDocumento1 paginaCIA - World Factbook - Reference Map - Europe Kosovoabhii100% (1)
- CIA - World Factbook - Reference Map - Central AmericaDocumento1 paginaCIA - World Factbook - Reference Map - Central AmericaabhiiNessuna valutazione finora
- Maps of The World - AfricaDocumento1 paginaMaps of The World - AfricaDanielNessuna valutazione finora
- Maps of The World - AsiaDocumento1 paginaMaps of The World - AsiaAkhtar KedooNessuna valutazione finora
- Chess Table: Project 18732EZDocumento4 pagineChess Table: Project 18732EZfuel4hatredNessuna valutazione finora
- CIA - World Factbook - Reference Map - ArcticDocumento1 paginaCIA - World Factbook - Reference Map - Arcticabhii100% (1)
- (eBook-PDF) - How To Think in ChessDocumento7 pagine(eBook-PDF) - How To Think in ChessPamungkas SigitNessuna valutazione finora
- Formule Iz FizikeDocumento5 pagineFormule Iz FizikeАлександар ДимитријевићNessuna valutazione finora
- CIA - World Factbook - Reference Map - AntarcticDocumento1 paginaCIA - World Factbook - Reference Map - AntarcticabhiiNessuna valutazione finora
- The Complexity of Boolean Functions 1987Documento469 pagineThe Complexity of Boolean Functions 1987fuel4hatredNessuna valutazione finora
- Complete Asm Language Tutorial For BeginnersDocumento93 pagineComplete Asm Language Tutorial For Beginnersfuel4hatred100% (9)
- Materials Used in Automotive Manufacture and Material Selection Using Ashby ChartsDocumento15 pagineMaterials Used in Automotive Manufacture and Material Selection Using Ashby ChartsHanumantNessuna valutazione finora
- p355n NH Nl1 Nl2 TubesDocumento4 paginep355n NH Nl1 Nl2 Tubesado31Nessuna valutazione finora
- Fermi DistrbutionDocumento17 pagineFermi DistrbutionnazarNessuna valutazione finora
- Entner Duodroff PathwayDocumento2 pagineEntner Duodroff PathwayDr. SHIVA AITHALNessuna valutazione finora
- Quiz 1 Fundamental PetroleumDocumento4 pagineQuiz 1 Fundamental PetroleumMuhammad Amran50% (2)
- DGT-eex digital gas detector for hazardous areasDocumento2 pagineDGT-eex digital gas detector for hazardous areasAli SadiqNessuna valutazione finora
- Mechanical Properties For Stainless Steel FastenersDocumento3 pagineMechanical Properties For Stainless Steel FastenersGonzalo MazaNessuna valutazione finora
- Wall Colmonoy Surfacing Alloys Selector ChartDocumento3 pagineWall Colmonoy Surfacing Alloys Selector ChartAjimKe'enNessuna valutazione finora
- 1.6! Drawing Chemical StructuresDocumento6 pagine1.6! Drawing Chemical StructuresSadeeq ArtxzNessuna valutazione finora
- Northstar NSB 190ft HT RedDocumento2 pagineNorthstar NSB 190ft HT RedSahand Aras100% (1)
- Thermoplastic Gas Pressure Pipe, Tubing, and Fittings: Standard Specification ForDocumento20 pagineThermoplastic Gas Pressure Pipe, Tubing, and Fittings: Standard Specification ForAndres Camilo BenitezNessuna valutazione finora
- Astm B479 19Documento3 pagineAstm B479 19mohamedsamireldeep70Nessuna valutazione finora
- Shell Momentum Balance 1Documento16 pagineShell Momentum Balance 1Kevwe Macaulay -GbogidiNessuna valutazione finora
- 1229.1 Steam Sterilization by Direct ContactDocumento3 pagine1229.1 Steam Sterilization by Direct ContactWasimNessuna valutazione finora
- Real Heat Engines and RefrigeratorsDocumento11 pagineReal Heat Engines and RefrigeratorsMario MikulandraNessuna valutazione finora
- Physical Properties of Ethylene Vinyl Acetate Copolymer (EVA) /natural Rubber (NR) Blend Based FoamDocumento5 paginePhysical Properties of Ethylene Vinyl Acetate Copolymer (EVA) /natural Rubber (NR) Blend Based FoamphillynovitaNessuna valutazione finora
- Tea Processing: How Leaves Become Black Tea in 4 StepsDocumento27 pagineTea Processing: How Leaves Become Black Tea in 4 StepsSaidur Rahman KhanNessuna valutazione finora
- Ankit Topic - Using Cast Iron For Machine PartsDocumento12 pagineAnkit Topic - Using Cast Iron For Machine PartsAnkit BhadesiaNessuna valutazione finora
- Paj-7e 201906Documento2 paginePaj-7e 201906Anum AkramNessuna valutazione finora
- PH Scale BrochureDocumento1 paginaPH Scale BrochureMherwin RetanalNessuna valutazione finora
- Ganoderma laccase optimizationDocumento9 pagineGanoderma laccase optimizationRajeshKumarNessuna valutazione finora
- Determination of Zinc (Experiment)Documento3 pagineDetermination of Zinc (Experiment)Hassan Haider100% (4)
- Revision Kimia f4Documento6 pagineRevision Kimia f4Abdul ManafNessuna valutazione finora
- Balancing Redox Reactions Worksheets 1 & 2 (With Answers) PDFDocumento2 pagineBalancing Redox Reactions Worksheets 1 & 2 (With Answers) PDFMohamed MeeranNessuna valutazione finora
- Equivalent Valve Forged Cast PDFDocumento2 pagineEquivalent Valve Forged Cast PDFAlessandro Marcio LiraNessuna valutazione finora