Potrebbero piacerti anche
- Esp. Técnicas Sistema de Detección y Alarma Contra Incendio - CorregidoDocumento28 pagineEsp. Técnicas Sistema de Detección y Alarma Contra Incendio - Corregidohectorzorro82Nessuna valutazione finora
- 7.2 Etg Tic H.chala 21-08-2016 OkDocumento99 pagine7.2 Etg Tic H.chala 21-08-2016 OkjimvelbNessuna valutazione finora
- Ecp Ull 20025 GCH Id01 0 Civ Et 002 - 0Documento4 pagineEcp Ull 20025 GCH Id01 0 Civ Et 002 - 0CARLOSALBERTONessuna valutazione finora
- Anexo D Estructura de MDDocumento43 pagineAnexo D Estructura de MDKathia Espinoza Rojas0% (1)
- Espca 00001Documento52 pagineEspca 00001imostheNessuna valutazione finora
- 03.sipc-Clima-Eett-01 ConstruccionDocumento34 pagine03.sipc-Clima-Eett-01 Construccionfelipe vargasNessuna valutazione finora
- Proyecto Gas Anaco Distrito Gas AnacoDocumento15 pagineProyecto Gas Anaco Distrito Gas AnacoLeonid SolisNessuna valutazione finora
- 2865 Eee 001 004Documento7 pagine2865 Eee 001 004jorge obrequeNessuna valutazione finora
- PMT Da 296100 09 CS 001 - 0Documento27 paginePMT Da 296100 09 CS 001 - 0Ronald Roy Rafael CNessuna valutazione finora
- FO P 001 - Rev - 0Documento30 pagineFO P 001 - Rev - 0hugo mendozaNessuna valutazione finora
- S RCS Eett 5120Documento13 pagineS RCS Eett 5120Guillermo Arturo Vera AlvarezNessuna valutazione finora
- PJL Memoria Explicativa Edif Renta Firmada CavDocumento39 paginePJL Memoria Explicativa Edif Renta Firmada Cavhector DiazNessuna valutazione finora
- Cd01004 Memoria de Cálculo de La CasetaDocumento20 pagineCd01004 Memoria de Cálculo de La CasetalisandrovrNessuna valutazione finora
- Coor Did CP Tec Et Telc Na K 00001Documento18 pagineCoor Did CP Tec Et Telc Na K 00001Nicolas Figueroa RojasNessuna valutazione finora
- Ecp Uor 17116 Gor Id01 0 Ele MC 017 0Documento56 pagineEcp Uor 17116 Gor Id01 0 Ele MC 017 0Ingenieria IEC SASNessuna valutazione finora
- Reconstrucción de Institución Educativa No42002 Carlos Wiesse en TacnaDocumento6 pagineReconstrucción de Institución Educativa No42002 Carlos Wiesse en TacnaGiovanni Steven Gutierrez MamaniNessuna valutazione finora
- Ppc-Pe0-007 Rev 0 Detectores de PasoDocumento6 paginePpc-Pe0-007 Rev 0 Detectores de PasoCURRITOJIMENEZNessuna valutazione finora
- Observaciones P.S. ChacchanDocumento7 pagineObservaciones P.S. ChacchanGilmer Ronald Castillo ChavezNessuna valutazione finora
- Gi16501004-100-10-Et-004 - Tuberias HdpeDocumento23 pagineGi16501004-100-10-Et-004 - Tuberias HdpePablo García PeñaNessuna valutazione finora
- Informe Tecnico de Evaluacion - HuancaspataDocumento9 pagineInforme Tecnico de Evaluacion - HuancaspataPercy Sanchez100% (1)
- Informe Aprobacion P.S. ChacchanDocumento9 pagineInforme Aprobacion P.S. ChacchanGilmer Ronald Castillo ChavezNessuna valutazione finora
- Ia061201-Px1d3-Id11011 Especificaciones Técnicas de VálvulasDocumento20 pagineIa061201-Px1d3-Id11011 Especificaciones Técnicas de Válvulashectorzorro82Nessuna valutazione finora
- Ed07005 Especificaciones TransformadorDocumento52 pagineEd07005 Especificaciones TransformadorlisandrovrNessuna valutazione finora
- Doc. #1 - Instrucciones A Los Proponentes - Formato BaseDocumento17 pagineDoc. #1 - Instrucciones A Los Proponentes - Formato BaseGerardo Ramirez MonttNessuna valutazione finora
- 5374-All-Eett-Vb1 - Modificadas Marzo 2022Documento15 pagine5374-All-Eett-Vb1 - Modificadas Marzo 2022Jesus RodriguezNessuna valutazione finora
- RESPUESTASDocumento12 pagineRESPUESTASAnnie De WildeNessuna valutazione finora
- CGEA32 INGD 3100 TECHDOC MDC CI 0021 RA1 Memoria de Cálculo Modificaciones Parrón 15 KVDocumento20 pagineCGEA32 INGD 3100 TECHDOC MDC CI 0021 RA1 Memoria de Cálculo Modificaciones Parrón 15 KVDiego Quezada HenryNessuna valutazione finora
- Reparación Tubería de Aire Descarga Sala de Máquina N°1 Q026-0300-40BT-001Documento40 pagineReparación Tubería de Aire Descarga Sala de Máquina N°1 Q026-0300-40BT-001CHARLES BARRAZANessuna valutazione finora
- ID05009 Especificación Sistema de ControlDocumento32 pagineID05009 Especificación Sistema de ControlLisandroNessuna valutazione finora
- Memoria DescriptivaDocumento66 pagineMemoria DescriptivaDelfin RojoNessuna valutazione finora
- At 10 Im MD 001Documento7 pagineAt 10 Im MD 001Emerson SifuentesNessuna valutazione finora
- BTÑ 60 SP 104 0Documento18 pagineBTÑ 60 SP 104 0Darry LarezNessuna valutazione finora
- Pll-Afo-050-Eett-St Rev. 0Documento42 paginePll-Afo-050-Eett-St Rev. 0gaston nunezNessuna valutazione finora
- Especificacion Paquete Aire ComprimidoDocumento26 pagineEspecificacion Paquete Aire ComprimidoraulcolcanNessuna valutazione finora
- Instalaciones de ventilación para edificio condominioDocumento15 pagineInstalaciones de ventilación para edificio condominiomauriciopinoliNessuna valutazione finora
- Pep P.1.0000.06Documento37 paginePep P.1.0000.06controldeproyectoskreisNessuna valutazione finora
- Especificación Técnica CompresoresDocumento21 pagineEspecificación Técnica CompresoreseduinNessuna valutazione finora
- Especificación Técnica Del Suministro y Montaje Del Sistema de Puesta A TierraDocumento9 pagineEspecificación Técnica Del Suministro y Montaje Del Sistema de Puesta A TierraFloyd MGNessuna valutazione finora
- I-996 ID Informe EjecutivoDocumento22 pagineI-996 ID Informe EjecutivoRobe CaroNessuna valutazione finora
- Licitacion Proyecto Chuquicamata SubterraneaDocumento13 pagineLicitacion Proyecto Chuquicamata SubterraneaAriqueño De Corazon100% (1)
- Cd01007 Memoria de Cálculo de Fundaciones de EquiposDocumento15 pagineCd01007 Memoria de Cálculo de Fundaciones de Equiposlisandrovr100% (1)
- Analyzer SheltersDocumento12 pagineAnalyzer SheltersPedro Nelvedir Barrera CelyNessuna valutazione finora
- 2865 Ede 002 001Documento7 pagine2865 Ede 002 001jorge obrequeNessuna valutazione finora
- Etp Apantallamiento V1 R2Documento18 pagineEtp Apantallamiento V1 R2Daniel DiazNessuna valutazione finora
- EETT Alcantarillado DomiciliarioDocumento12 pagineEETT Alcantarillado DomiciliarioCristian Cornejo CatalánNessuna valutazione finora
- Inf. 07. - TDR Estruc - Luis CcahuanaDocumento6 pagineInf. 07. - TDR Estruc - Luis CcahuanaNelsonNessuna valutazione finora
- Espec Instalacion PernosDocumento10 pagineEspec Instalacion PernosEduardo CalderonNessuna valutazione finora
- Especificacion Tecnica Especificacion Te PDFDocumento27 pagineEspecificacion Tecnica Especificacion Te PDFPablo José Delgado CarrasquelNessuna valutazione finora
- Proyecto Especifico Dulces Flower ASBUILTDocumento72 pagineProyecto Especifico Dulces Flower ASBUILTPacheco Macea Guido AlbertoNessuna valutazione finora
- 5878 10 BT GL 001 - 0 - BT PDFDocumento19 pagine5878 10 BT GL 001 - 0 - BT PDFAndres Soto RNessuna valutazione finora
- Especificación Técnica de Equipos de Medición Con Acometida Subt-V13-16Documento10 pagineEspecificación Técnica de Equipos de Medición Con Acometida Subt-V13-16OTTONessuna valutazione finora
- Ecp Uce 17084 Gcu Id01 Civ CD 001 0Documento32 pagineEcp Uce 17084 Gcu Id01 Civ CD 001 0Sergio RangelNessuna valutazione finora
- Espme 00001 BDocumento19 pagineEspme 00001 Brodrigo caceresNessuna valutazione finora
- TDR DISEÑO ESTRUCTURAL 12 QUEBRADAS Corregido 1Documento6 pagineTDR DISEÑO ESTRUCTURAL 12 QUEBRADAS Corregido 1antonyNessuna valutazione finora
- Criterio de Diseño - Estandar - 2003Documento35 pagineCriterio de Diseño - Estandar - 2003hoke-14100% (1)
- 01-Informe Precontractual Hidráulico 235-FFIE Caldas I.E. SANTA TERESITADocumento9 pagine01-Informe Precontractual Hidráulico 235-FFIE Caldas I.E. SANTA TERESITAGregorio Marín UribeNessuna valutazione finora
- Especificaciones Técnicas Horno A GasDocumento52 pagineEspecificaciones Técnicas Horno A GasKen Adams0% (1)
- Coor Did Ec Tec Inf RCN Ais J 00290Documento9 pagineCoor Did Ec Tec Inf RCN Ais J 00290Felipe Larenas LeónNessuna valutazione finora
- U413D0401PC001 - 0 Bases y Criterios de DiseñoDocumento25 pagineU413D0401PC001 - 0 Bases y Criterios de DiseñoRobert Lira100% (1)
- MF1180_3 - Organización y gestión del montaje de las instalaciones eléctricas en el entorno de edificios y con fines especialesDa EverandMF1180_3 - Organización y gestión del montaje de las instalaciones eléctricas en el entorno de edificios y con fines especialesValutazione: 5 su 5 stelle5/5 (1)
- Síntesis curricular Ing. Héctor MorenoDocumento2 pagineSíntesis curricular Ing. Héctor Morenohectorzorro82Nessuna valutazione finora
- Diagram AsDocumento11 pagineDiagram Ashectorzorro82Nessuna valutazione finora
- Manual SST GMA ProyectosDocumento10 pagineManual SST GMA Proyectoshectorzorro82Nessuna valutazione finora
- Mitos y Realidades de Las Fechas de Vencimiento de Medicinas y CremasDocumento5 pagineMitos y Realidades de Las Fechas de Vencimiento de Medicinas y Cremashectorzorro82Nessuna valutazione finora
- Cantos A EggunDocumento2 pagineCantos A Eggunhectorzorro8267% (3)
- Especificaciones Técnicas de Construcción UbmDocumento21 pagineEspecificaciones Técnicas de Construcción Ubmhectorzorro82Nessuna valutazione finora
- 2-Modelado Químico Del FluidoDocumento79 pagine2-Modelado Químico Del Fluidohectorzorro82Nessuna valutazione finora
- 5-Simulacion Dinámica de La RedDocumento33 pagine5-Simulacion Dinámica de La Redhectorzorro82Nessuna valutazione finora
- Presentacion MM Tren A Santa Bárbara GmaDocumento38 paginePresentacion MM Tren A Santa Bárbara Gmahectorzorro82Nessuna valutazione finora
- Charla 06-06-2016Documento3 pagineCharla 06-06-2016hectorzorro82Nessuna valutazione finora
- RNDS 184WDocumento4 pagineRNDS 184WjuanpepepabloNessuna valutazione finora
- Memoria CasasDocumento3 pagineMemoria Casashectorzorro82Nessuna valutazione finora
- CONTENIDODocumento69 pagineCONTENIDOhectorzorro82Nessuna valutazione finora
- Matriz para Criticidad de EquiposDocumento4 pagineMatriz para Criticidad de EquiposLuisAngel Shannovíc SarmientoMeléndezNessuna valutazione finora
- Seguridad en La OficinaDocumento45 pagineSeguridad en La Oficinahectorzorro82100% (1)
- Calculo de Caida de Tension en ConductoresDocumento1 paginaCalculo de Caida de Tension en Conductoreshectorzorro82Nessuna valutazione finora
- Ergonomia en La OficinaDocumento42 pagineErgonomia en La Oficinahectorzorro82100% (1)
- MEMORIA DetectoresDocumento19 pagineMEMORIA DetectoresJonathan MendozaNessuna valutazione finora
- Modelo de Propuesta de Documento Automatización Hector Moreno.Documento31 pagineModelo de Propuesta de Documento Automatización Hector Moreno.hectorzorro82Nessuna valutazione finora
- Actividad 1 Hector MorenoDocumento7 pagineActividad 1 Hector Morenohectorzorro82Nessuna valutazione finora
- Calculadora de TuberíasDocumento2 pagineCalculadora de Tuberíashectorzorro82Nessuna valutazione finora
- Ia061201-Px1d3-Id11011 Especificaciones Técnicas de VálvulasDocumento20 pagineIa061201-Px1d3-Id11011 Especificaciones Técnicas de Válvulashectorzorro82Nessuna valutazione finora
- Actividad 1 Hector MorenoDocumento7 pagineActividad 1 Hector Morenohectorzorro82Nessuna valutazione finora
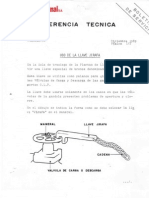
- Uso de La Llave JirafaDocumento2 pagineUso de La Llave Jirafahectorzorro82Nessuna valutazione finora
- Ia061201-Px1d3-Ip02044 Diagrama Causa y EfectoDocumento3 pagineIa061201-Px1d3-Ip02044 Diagrama Causa y Efectohectorzorro82Nessuna valutazione finora
- Ejercicios LadderDocumento6 pagineEjercicios LadderArturo Esquivel Rendón67% (3)
- Mini Manual Vag-ComDocumento3 pagineMini Manual Vag-ComMauricio Garcia VentNessuna valutazione finora
- Presaberes Gestion EmpresarialDocumento8 paginePresaberes Gestion EmpresarialCarlos Espinosa VergaraNessuna valutazione finora
- Procedimiento Areas Corroidas Recipiente HorizontalDocumento9 pagineProcedimiento Areas Corroidas Recipiente HorizontalNatali Sofia Suarez GilNessuna valutazione finora
- Reactor Uasb, Lagunas de EstabilizacionDocumento34 pagineReactor Uasb, Lagunas de EstabilizacionHaydee GonzalesNessuna valutazione finora
- LESIONES ODONTOLOGÍA FORENSE - CriminalísticaDocumento65 pagineLESIONES ODONTOLOGÍA FORENSE - CriminalísticaYisnelly CamargoNessuna valutazione finora
- NCO Docente IntroducciónDocumento6 pagineNCO Docente IntroducciónRonald Alcántara QuispeNessuna valutazione finora
- Guia de La Cogeneracion Fenercom 2010Documento313 pagineGuia de La Cogeneracion Fenercom 2010visrulNessuna valutazione finora
- CatalogoDocumento12 pagineCatalogoMartinez JonnyNessuna valutazione finora
- Podcast Como Recurso Didáctico: Podcast: Un Gran Recurso Educativo Que Desarrollar Las Habilidades OralesDocumento7 paginePodcast Como Recurso Didáctico: Podcast: Un Gran Recurso Educativo Que Desarrollar Las Habilidades OralesDaneida AvilaNessuna valutazione finora
- Reglamento Interno de Trabajo La MundialDocumento22 pagineReglamento Interno de Trabajo La MundialKARLA MARIA LANZA ZAVALANessuna valutazione finora
- Mead Johnson NutritionDocumento39 pagineMead Johnson NutritionBryan Guerra Galvez100% (1)
- Tema 4 GPI Jesus EscalonaDocumento18 pagineTema 4 GPI Jesus Escalonacodes luisNessuna valutazione finora
- Proyecto de Investigacion Gestión Administrativa y Desempeño Laboral en Los Funcionarios de La Municipalidad Distrital de Perene - 2021Documento56 pagineProyecto de Investigacion Gestión Administrativa y Desempeño Laboral en Los Funcionarios de La Municipalidad Distrital de Perene - 2021Crist García MartinezNessuna valutazione finora
- América en Revolución - Resumen de ChumbitaDocumento6 pagineAmérica en Revolución - Resumen de ChumbitaTomás Oñate Rutolo100% (1)
- Casos Acreedores y Documentos Por PagarDocumento2 pagineCasos Acreedores y Documentos Por PagarLuis Hernandes20% (5)
- TIC aplicadas a la educaciónDocumento175 pagineTIC aplicadas a la educaciónACCNessuna valutazione finora
- SLI-F-074 Formato Lista de Chequeo para Aprobación de Procedimientos (Plan de Rescate) TOCANCIPADocumento1 paginaSLI-F-074 Formato Lista de Chequeo para Aprobación de Procedimientos (Plan de Rescate) TOCANCIPALEIDY JOHANNA CAMPO VARGASNessuna valutazione finora
- Válvulas. Catálogo de Productos. Manejando Los Sólidos Secos A Granel Del MundoDocumento52 pagineVálvulas. Catálogo de Productos. Manejando Los Sólidos Secos A Granel Del MundoJuan David MontoyaNessuna valutazione finora
- Generador HidraulicoDocumento5 pagineGenerador Hidraulicolarmmx100% (1)
- Infografia Ley de Convivencia VialDocumento1 paginaInfografia Ley de Convivencia VialLuis Abraham Ortega PinedaNessuna valutazione finora
- Tarea 28-33Documento4 pagineTarea 28-33FERNANDO RODRIGUEZNessuna valutazione finora
- Hallar perímetro cuadrado 81cm2Documento4 pagineHallar perímetro cuadrado 81cm2Leonardo Castillo0% (1)
- Cultivos de Ciclo LargoDocumento23 pagineCultivos de Ciclo LargoBetty AriasNessuna valutazione finora
- Certificado de Calidad Sikaflex 2C NSDocumento2 pagineCertificado de Calidad Sikaflex 2C NSeslysa100% (1)
- Instructivo Renovacion Licencia 1Documento6 pagineInstructivo Renovacion Licencia 1Esteban VediaNessuna valutazione finora
- Guia de Aprendizaje 1 PDFDocumento3 pagineGuia de Aprendizaje 1 PDFyek_aela_95Nessuna valutazione finora
- Aceite Mobil Delvac MX 15W-40Documento3 pagineAceite Mobil Delvac MX 15W-40Anonymous hEqjR5gNessuna valutazione finora
- 2021 Boom Sensuality SexshopDocumento80 pagine2021 Boom Sensuality SexshopSara AlvarezNessuna valutazione finora
- Exposicion Clase Magistral AlelyDocumento8 pagineExposicion Clase Magistral AlelyJuan Manuel ArredondoNessuna valutazione finora
- Folleto Informativo BrigadaDocumento2 pagineFolleto Informativo BrigadaPepe GrilloNessuna valutazione finora