Potrebbero piacerti anche
- DOP PantalonDocumento2 pagineDOP PantalonYanina DíazNessuna valutazione finora
- BASALTODocumento4 pagineBASALTOYanina DíazNessuna valutazione finora
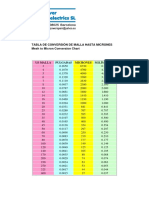
- Tabla de Conversion de Malla A MicronesDocumento1 paginaTabla de Conversion de Malla A MicronesYanina DíazNessuna valutazione finora
- Reacciones AnódicasDocumento4 pagineReacciones AnódicasYanina DíazNessuna valutazione finora
- Fundamento de La EspectrofotometríaDocumento10 pagineFundamento de La EspectrofotometríaYanina DíazNessuna valutazione finora
- Diferencia Siderurgica Aceria PDFDocumento8 pagineDiferencia Siderurgica Aceria PDFYanina DíazNessuna valutazione finora
- Soldadura Principios y Aplicación PDFDocumento751 pagineSoldadura Principios y Aplicación PDFYanina Díaz100% (1)
- Upadhyaya 1 2 3 LeyDocumento64 pagineUpadhyaya 1 2 3 LeyYanina Díaz0% (1)
- Soldadura Principios y AplicaciónDocumento751 pagineSoldadura Principios y AplicaciónYanina Díaz67% (3)
- EntalpíaDocumento2 pagineEntalpíaYanina DíazNessuna valutazione finora
- Microscopio MetalograficoDocumento14 pagineMicroscopio MetalograficoYanina Díaz100% (1)
- Ley Organica de Aviacion Civil El SalvadorDocumento101 pagineLey Organica de Aviacion Civil El SalvadorSalvador PeraltaNessuna valutazione finora
- Codigos y Fallas Dodge Caravan 1997Documento5 pagineCodigos y Fallas Dodge Caravan 1997Susana Violeta Etcheverria Artigas100% (1)
- Exposicion Final NarsaDocumento16 pagineExposicion Final Narsaanon_986872871Nessuna valutazione finora
- T2 - Gestión de Recursos HumanosDocumento4 pagineT2 - Gestión de Recursos HumanosJohnny Alexander Espinoza100% (1)
- Ejemplos Preguntas Destreza Visual TAU TOD WebDocumento5 pagineEjemplos Preguntas Destreza Visual TAU TOD Webhubaib1Nessuna valutazione finora
- ANEXO 09 - Especificaciones Técnicas PinturaDocumento14 pagineANEXO 09 - Especificaciones Técnicas PinturaEnriquePolarNessuna valutazione finora
- Taller Eoq UploadDocumento9 pagineTaller Eoq UploadCristian StevenNessuna valutazione finora
- LISTA DE VERIFICACION DE SEGURIDAD No.B20 LIMPIEZA CON CHORRO DE ARENADocumento2 pagineLISTA DE VERIFICACION DE SEGURIDAD No.B20 LIMPIEZA CON CHORRO DE ARENARafael HernandezNessuna valutazione finora
- 2 Contenido - La Historia de CoveñasDocumento3 pagine2 Contenido - La Historia de CoveñasGabriel Moré SierraNessuna valutazione finora
- 14 Principios de Henry FayolDocumento11 pagine14 Principios de Henry FayolAnais Del ValleNessuna valutazione finora
- Filus x27 M Es 13-05Documento283 pagineFilus x27 M Es 13-05Miguel Angel Aguilar Mena100% (1)
- Receptor Dish M211HD3Documento104 pagineReceptor Dish M211HD3Sammy GallartNessuna valutazione finora
- 5.0esp T. TensoestructurasDocumento12 pagine5.0esp T. TensoestructurasElton Chumbimuni TenicelaNessuna valutazione finora
- Taller 2 Sena Residuos Peligrosos JhonDocumento4 pagineTaller 2 Sena Residuos Peligrosos JhonVegeta Viscaya AlarconNessuna valutazione finora
- RF56689 1 Mega Force 160i ES-MXDocumento2 pagineRF56689 1 Mega Force 160i ES-MXJan Escutia RichelieauNessuna valutazione finora
- Re VistaDocumento23 pagineRe VistaOlga Remedios Aranda SilvaNessuna valutazione finora
- Wheeled CoachDocumento5 pagineWheeled CoachFernandoDavidMelendesSuárez100% (2)
- Curriculum para Empresa MineraDocumento4 pagineCurriculum para Empresa MineraCesar Omar Chiroque Hilario20% (5)
- Cupos IcesiDocumento12 pagineCupos IcesiMariana GomezNessuna valutazione finora
- Manual de Operacion de Robot KukaDocumento209 pagineManual de Operacion de Robot KukaLuisito Miguelito ErazoNessuna valutazione finora
- Desquinche LaborDocumento378 pagineDesquinche LaborLUISHUNGARO74Nessuna valutazione finora
- Ambiental Ciclo de Vida de Un ProductoDocumento10 pagineAmbiental Ciclo de Vida de Un ProductoCarlo Andrée Eche LopezNessuna valutazione finora
- Tema 05 Procesos de MecanizadoDocumento38 pagineTema 05 Procesos de MecanizadoMaria GamezNessuna valutazione finora
- Evaluacion Poryectos InmbiliariosDocumento10 pagineEvaluacion Poryectos InmbiliariosAlejandro_Riquelme70Nessuna valutazione finora
- Volkswaggen 9160Documento2 pagineVolkswaggen 9160Emiliano AgostiniNessuna valutazione finora
- ¿Qué Es Tecnología - Su Definición y Significado (2021)Documento1 pagina¿Qué Es Tecnología - Su Definición y Significado (2021)Mattius Alex MatamorosNessuna valutazione finora
- Tarea 3Documento6 pagineTarea 3Diego Benitez CarrascoNessuna valutazione finora
- Brochure NuevoDocumento10 pagineBrochure NuevoKarla FontalvoNessuna valutazione finora
- Casos Seguridad en El TrabajoDocumento7 pagineCasos Seguridad en El TrabajoDaniel Garcia RodriguezNessuna valutazione finora
- Informe Tronadura de ContornoDocumento13 pagineInforme Tronadura de ContornoKamilo Zuñiga RodriguezNessuna valutazione finora