Potrebbero piacerti anche
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- Grid Pattern PortraitDocumento8 pagineGrid Pattern PortraitEmma FravigarNessuna valutazione finora
- Forex Day Trading SystemDocumento17 pagineForex Day Trading SystemSocial Malik100% (1)
- Sankranthi PDFDocumento39 pagineSankranthi PDFMaruthiNessuna valutazione finora
- Aliping PDFDocumento54 pagineAliping PDFDirect LukeNessuna valutazione finora
- Subsea Xmas TreeDocumento8 pagineSubsea Xmas Treemadonnite3781100% (1)
- Angle Grinder Gws 7 100 06013880f0Documento128 pagineAngle Grinder Gws 7 100 06013880f0Kartik ParmeshwaranNessuna valutazione finora
- Offshore Oil and Gas Industry - Abbreviations and AcronymsDocumento40 pagineOffshore Oil and Gas Industry - Abbreviations and Acronymsmadonnite3781Nessuna valutazione finora
- Offshore Oil and ProdDocumento101 pagineOffshore Oil and Prodmadonnite3781Nessuna valutazione finora
- Completion Workover Riser SystemDocumento5 pagineCompletion Workover Riser Systemmadonnite3781100% (1)
- Voice Alarm - PAVA - Design Guide PDFDocumento27 pagineVoice Alarm - PAVA - Design Guide PDFmadonnite3781Nessuna valutazione finora
- Chapter 08 - Change in Accounting Policy: Problem 8-1 (AICPA Adapted)Documento5 pagineChapter 08 - Change in Accounting Policy: Problem 8-1 (AICPA Adapted)Kimberly Claire AtienzaNessuna valutazione finora
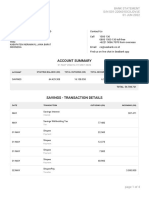
- Seabank Statement 20220726Documento4 pagineSeabank Statement 20220726Alesa WahabappNessuna valutazione finora
- System Safety Engineering An Overview For Engineers and ManagersDocumento42 pagineSystem Safety Engineering An Overview For Engineers and Managersmadonnite3781Nessuna valutazione finora
- Santu BabaDocumento2 pagineSantu Babaamveryhot0950% (2)
- Well Access Landing StringDocumento8 pagineWell Access Landing Stringmadonnite3781Nessuna valutazione finora
- Introduction To Subsea Production SystemDocumento42 pagineIntroduction To Subsea Production Systemmadonnite3781Nessuna valutazione finora
- H13 611 PDFDocumento14 pagineH13 611 PDFMonchai PhaichitchanNessuna valutazione finora
- Railway HazardsDocumento3 pagineRailway Hazardsmadonnite3781Nessuna valutazione finora
- Car Share Permit Application FEB 2016Documento4 pagineCar Share Permit Application FEB 2016madonnite3781Nessuna valutazione finora
- High Speed Rail Seminar 13 Apr 2011 MinutesDocumento10 pagineHigh Speed Rail Seminar 13 Apr 2011 Minutesmadonnite3781Nessuna valutazione finora
- Electrical Power HintsDocumento2 pagineElectrical Power Hintsmadonnite3781Nessuna valutazione finora
- RFCellularexposure PDFDocumento24 pagineRFCellularexposure PDFmadonnite3781Nessuna valutazione finora
- Inverse Gas Life Using Dual Flow SSV - North SeaDocumento17 pagineInverse Gas Life Using Dual Flow SSV - North Seamadonnite3781Nessuna valutazione finora
- Early Reservoir Appraisal Utilizing A Well Testing SystemDocumento69 pagineEarly Reservoir Appraisal Utilizing A Well Testing Systemmadonnite3781100% (1)
- Casing Design User ManualDocumento29 pagineCasing Design User Manualmadonnite3781Nessuna valutazione finora
- Directional Well ProfilesDocumento4 pagineDirectional Well Profilesmadonnite3781Nessuna valutazione finora
- Woods, Lubinski, Hotch and Treicher's Theory On Deviated HolesDocumento2 pagineWoods, Lubinski, Hotch and Treicher's Theory On Deviated Holesmadonnite3781Nessuna valutazione finora
- Data Compression Engine Enhancement Using Huffman Coding Algorithm2Documento65 pagineData Compression Engine Enhancement Using Huffman Coding Algorithm2madonnite3781Nessuna valutazione finora
- Drilling Fundamentals (Part - 1) : 1. What Is Directional Drilling ?Documento2 pagineDrilling Fundamentals (Part - 1) : 1. What Is Directional Drilling ?madonnite3781Nessuna valutazione finora
- Scrabble in PHP2Documento64 pagineScrabble in PHP2madonnite3781100% (1)
- A Noble Noose of Methods - ExtendedDocumento388 pagineA Noble Noose of Methods - ExtendedtomasiskoNessuna valutazione finora
- Midi Pro Adapter ManualDocumento34 pagineMidi Pro Adapter ManualUli ZukowskiNessuna valutazione finora
- SABRE MK-3 CFT Gel SpecDocumento1 paginaSABRE MK-3 CFT Gel Specseregio12Nessuna valutazione finora
- Haier in India Building Presence in A Mass Market Beyond ChinaDocumento14 pagineHaier in India Building Presence in A Mass Market Beyond ChinaGaurav Sharma100% (1)
- Frellwits Swedish Hosts FileDocumento10 pagineFrellwits Swedish Hosts FileAnonymous DsGzm0hQf5Nessuna valutazione finora
- To Find Fatty Material of Different Soap SamplesDocumento17 pagineTo Find Fatty Material of Different Soap SamplesRohan Singh0% (2)
- Standard Test Methods For Rheological Properties of Non-Newtonian Materials by Rotational (Brookfield Type) ViscometerDocumento8 pagineStandard Test Methods For Rheological Properties of Non-Newtonian Materials by Rotational (Brookfield Type) ViscometerRodrigo LopezNessuna valutazione finora
- Aakriti 1Documento92 pagineAakriti 1raghav bansalNessuna valutazione finora
- Manual E07ei1Documento57 pagineManual E07ei1EiriHouseNessuna valutazione finora
- When A Snobbish Gangster Meets A Pervert CassanovaDocumento62 pagineWhen A Snobbish Gangster Meets A Pervert CassanovaMaria Shiela Mae Baratas100% (1)
- Brigade Product Catalogue Edition 20 EnglishDocumento88 pagineBrigade Product Catalogue Edition 20 EnglishPelotudoPeloteroNessuna valutazione finora
- C4 Vectors - Vector Lines PDFDocumento33 pagineC4 Vectors - Vector Lines PDFMohsin NaveedNessuna valutazione finora
- Ajmera - Treon - FF - R4 - 13-11-17 FinalDocumento45 pagineAjmera - Treon - FF - R4 - 13-11-17 FinalNikita KadamNessuna valutazione finora
- Soil NailingDocumento6 pagineSoil Nailingvinodreddy146Nessuna valutazione finora
- Case Study - Kelompok 2Documento5 pagineCase Study - Kelompok 2elida wenNessuna valutazione finora
- Shelly e CommerceDocumento13 pagineShelly e CommerceVarun_Arya_8382Nessuna valutazione finora
- Ring and Johnson CounterDocumento5 pagineRing and Johnson CounterkrsekarNessuna valutazione finora
- Airport & Harbour Engg-AssignmentDocumento3 pagineAirport & Harbour Engg-AssignmentAshok Kumar RajanavarNessuna valutazione finora
- List of Some Common Surgical TermsDocumento5 pagineList of Some Common Surgical TermsShakil MahmodNessuna valutazione finora
- CN1111 Tutorial 4 QuestionDocumento3 pagineCN1111 Tutorial 4 Questionthenewperson0% (1)
- Manual For Tacho Universal Edition 2006: Legal DisclaimerDocumento9 pagineManual For Tacho Universal Edition 2006: Legal DisclaimerboirxNessuna valutazione finora