Potrebbero piacerti anche
- Amateur Radio Examination Reviewer For Class CDocumento19 pagineAmateur Radio Examination Reviewer For Class CDaryl Lopez100% (9)
- Seminar Final ReportDocumento22 pagineSeminar Final ReportVasu Dev Vkm67% (6)
- Modern Manufacturing Methods: Unit IDocumento17 pagineModern Manufacturing Methods: Unit IharinathNessuna valutazione finora
- Introduction To Non Conventional MC ProcessDocumento18 pagineIntroduction To Non Conventional MC ProcessSanjeev Kumar GhaiNessuna valutazione finora
- 1.introduction To NTMDocumento14 pagine1.introduction To NTMsillyhamNessuna valutazione finora
- Supporting Document For Report - Wire Edm - HCHCR SteelDocumento55 pagineSupporting Document For Report - Wire Edm - HCHCR SteelMUJA ICSNessuna valutazione finora
- Modern Manufacturing TechnologyDocumento15 pagineModern Manufacturing TechnologyTHE NORTHCAP UNIVERSITYNessuna valutazione finora
- Modern Manufacturing Methods PDFDocumento125 pagineModern Manufacturing Methods PDFNiranjan SalunkeNessuna valutazione finora
- UmpDocumento7 pagineUmpRahul TechNessuna valutazione finora
- Non Conventional MDocumento3 pagineNon Conventional MSeshi ReddyNessuna valutazione finora
- Supporting Document For Report - Wire Edm - HCHCR - For MuzammilDocumento48 pagineSupporting Document For Report - Wire Edm - HCHCR - For MuzammilMUJA ICSNessuna valutazione finora
- Unit I NotesDocumento8 pagineUnit I NotesSadhasivam CNessuna valutazione finora
- NTM Module 1Documento19 pagineNTM Module 1RishiJpNessuna valutazione finora
- Current Trends in Non-Conventional Material Removal ProcessesDocumento14 pagineCurrent Trends in Non-Conventional Material Removal ProcessesDIENLUU150489Nessuna valutazione finora
- Supporting Document For Report - Wire Edm - HCHCR - For MuzammilDocumento63 pagineSupporting Document For Report - Wire Edm - HCHCR - For MuzammilMUJA ICSNessuna valutazione finora
- Workshop Tech 2Documento7 pagineWorkshop Tech 2kebaman1986Nessuna valutazione finora
- UCM QUESTION BANK-min PDFDocumento20 pagineUCM QUESTION BANK-min PDFBalaNessuna valutazione finora
- Assigment No 2Documento9 pagineAssigment No 221jzind0186Nessuna valutazione finora
- Non-Traditional Machining and Automation: B.Tech. (4 Sem) Spring 2021 Department of Mechanical Engineering NIT SrinagarDocumento12 pagineNon-Traditional Machining and Automation: B.Tech. (4 Sem) Spring 2021 Department of Mechanical Engineering NIT SrinagarJatin prasad TandanNessuna valutazione finora
- Ucmp All in OneDocumento36 pagineUcmp All in Onesai mohanNessuna valutazione finora
- Recent Development in UmpDocumento11 pagineRecent Development in UmpAnbarasu AthimoolamNessuna valutazione finora
- NTM Module 1Documento10 pagineNTM Module 1Sahil GaudeNessuna valutazione finora
- File 5ea578220d6f9Documento17 pagineFile 5ea578220d6f9Chidu KNessuna valutazione finora
- # 1 - IntroductionDocumento42 pagine# 1 - IntroductionRohan RautNessuna valutazione finora
- Amm Model Test Paper Q1. (A) State The Characteristics and Function of Dielectric Fluid Used in EDMDocumento12 pagineAmm Model Test Paper Q1. (A) State The Characteristics and Function of Dielectric Fluid Used in EDMErin BarryNessuna valutazione finora
- Ucmp Short AnswersDocumento89 pagineUcmp Short AnswersChintha KrishnakanthNessuna valutazione finora
- 1st PDFDocumento15 pagine1st PDFKanchan MondalNessuna valutazione finora
- Handouts: Kongunadu College of Engineering and Technology (Autonomous)Documento59 pagineHandouts: Kongunadu College of Engineering and Technology (Autonomous)Akilesh SNessuna valutazione finora
- The Three Main Forms of Energy Used in Non-Conventional Machining Processes Are As FollowsDocumento3 pagineThe Three Main Forms of Energy Used in Non-Conventional Machining Processes Are As FollowsNVNessuna valutazione finora
- The Three Main Forms of Energy Used in Non-Conventional Machining Processes Are As FollowsDocumento3 pagineThe Three Main Forms of Energy Used in Non-Conventional Machining Processes Are As FollowsSeshi ReddyNessuna valutazione finora
- New Trends For MachiningDocumento17 pagineNew Trends For MachiningKenneth SienaNessuna valutazione finora
- UMP R20 - 5 Units NotesDocumento152 pagineUMP R20 - 5 Units Notesvijju vijju creativesNessuna valutazione finora
- Ucmp First Mid Course FileDocumento160 pagineUcmp First Mid Course FileAraveetiCSReddyNessuna valutazione finora
- Non-Traditional Machining: Unit - 1Documento48 pagineNon-Traditional Machining: Unit - 1bunty231Nessuna valutazione finora
- The Three Main Forms of Energy Used in Non-Conventional Machining Processes Are As FollowsDocumento3 pagineThe Three Main Forms of Energy Used in Non-Conventional Machining Processes Are As FollowsNVNessuna valutazione finora
- I Unit - Introduction To Unconventional Machining ProcessesDocumento19 pagineI Unit - Introduction To Unconventional Machining ProcessesRavichandran GNessuna valutazione finora
- Introduction To Nontraditional Machining ProcessDocumento24 pagineIntroduction To Nontraditional Machining ProcessThulasikanthVaddi100% (2)
- Untitled DocumentDocumento2 pagineUntitled DocumentVivek Rampure KNessuna valutazione finora
- Introduction To Non Traditional Machiniing TechniquesDocumento24 pagineIntroduction To Non Traditional Machiniing TechniquesmedazNessuna valutazione finora
- Introduction To Non Traditional Machiniing TechniquesDocumento24 pagineIntroduction To Non Traditional Machiniing TechniquesGunaseelapandian JayaprakashNessuna valutazione finora
- Manufacturing Is The Application of Physical and Chemical Processes To Alter The Geometry, Properties and or Appearance of A Given Starting Material To Make Parts or Product. in EconomicallyDocumento8 pagineManufacturing Is The Application of Physical and Chemical Processes To Alter The Geometry, Properties and or Appearance of A Given Starting Material To Make Parts or Product. in EconomicallyAli Ahsan 104Nessuna valutazione finora
- Class 1Documento13 pagineClass 1sanukumar2382Nessuna valutazione finora
- Non Traditional MachininPPTDocumento64 pagineNon Traditional MachininPPTpardhuduNessuna valutazione finora
- MetalCasting 1Documento71 pagineMetalCasting 1P2109 Praphul HampapuramNessuna valutazione finora
- Emg 4102 CN 1Documento3 pagineEmg 4102 CN 1MaxwellNessuna valutazione finora
- A.M. and CADocumento17 pagineA.M. and CAAshis UgetconfusedNessuna valutazione finora
- Manufacturing Science and Technology: July 2017Documento53 pagineManufacturing Science and Technology: July 2017Gyg GtgNessuna valutazione finora
- 638072660177837967AMT Week-1Documento14 pagine638072660177837967AMT Week-1Praveen KumarNessuna valutazione finora
- Selection of Non-Traditional Machining ProcessDocumento9 pagineSelection of Non-Traditional Machining ProcessPrapto PraptNessuna valutazione finora
- NCM IDocumento23 pagineNCM IAbhishek KumarNessuna valutazione finora
- 3 Mass-Change Processes - Unit Manufacturing Processes - Issues and Opportunities in Research - The National Academies PressDocumento18 pagine3 Mass-Change Processes - Unit Manufacturing Processes - Issues and Opportunities in Research - The National Academies PressVenkata DineshNessuna valutazione finora
- Unconventional Machining MethodDocumento26 pagineUnconventional Machining MethodSNEHIL DHIMANNessuna valutazione finora
- ManufakturDocumento10 pagineManufakturTM057REYHAN ZIDANE WINARTANessuna valutazione finora
- Tmec3016 - Week - 1 - Introduction To ManufacturingDocumento37 pagineTmec3016 - Week - 1 - Introduction To ManufacturingMafia ColonyNessuna valutazione finora
- Ucmp NotesDocumento46 pagineUcmp NotesAnonymous fowICTKNessuna valutazione finora
- UMP BookDocumento135 pagineUMP BookSurendran MahalingamNessuna valutazione finora
- Non-Traditional MachiningDocumento48 pagineNon-Traditional MachiningSyedZameerNessuna valutazione finora
- Modern ManufacturingDocumento8 pagineModern Manufacturingমুকসেতিন আল রাজী রিফাতNessuna valutazione finora
- Non-Traditional Machining FinalDocumento81 pagineNon-Traditional Machining FinalbetruckoumaNessuna valutazione finora
- Ampt - Advanced Materials Processing TechniquesDocumento26 pagineAmpt - Advanced Materials Processing TechniquesIshaan ThakerNessuna valutazione finora
- 11 Chapter 1Documento32 pagine11 Chapter 1G00GLRNessuna valutazione finora
- Feedstock Technology for Reactive Metal Injection Molding: Process, Design, and ApplicationDa EverandFeedstock Technology for Reactive Metal Injection Molding: Process, Design, and ApplicationNessuna valutazione finora
- HT 2020 04 25 HT - DELH HT - DELH 5 - 10 0bda41 26042020131533 UxzDocumento1 paginaHT 2020 04 25 HT - DELH HT - DELH 5 - 10 0bda41 26042020131533 UxzNVNessuna valutazione finora
- Lockdown Impedes: Month of Virus, A Long Battle Lies AheadDocumento1 paginaLockdown Impedes: Month of Virus, A Long Battle Lies AheadNVNessuna valutazione finora
- HT 2020 04 26 HT - Delh HT - Delh 5 - 06Documento1 paginaHT 2020 04 26 HT - Delh HT - Delh 5 - 06NVNessuna valutazione finora
- Education Is An Investment For Life: - The Premier Institute For Iit-Jee and MoreDocumento1 paginaEducation Is An Investment For Life: - The Premier Institute For Iit-Jee and MoreNVNessuna valutazione finora
- HT 2020 04 26 HT - Delh HT - Delh 5 - 02Documento1 paginaHT 2020 04 26 HT - Delh HT - Delh 5 - 02NVNessuna valutazione finora
- HT 2020 04 25 HT - DELH HT - DELH 5 - 06 994503 26042020131516 UxzDocumento1 paginaHT 2020 04 25 HT - DELH HT - DELH 5 - 06 994503 26042020131516 UxzNVNessuna valutazione finora
- At The Closet: Target, Olympic Gold: World No. 1 Takes AimDocumento1 paginaAt The Closet: Target, Olympic Gold: World No. 1 Takes AimNVNessuna valutazione finora
- Spotlight: Sonia Writes To Modi, Seeks 1L-Cr For Helping MsmesDocumento1 paginaSpotlight: Sonia Writes To Modi, Seeks 1L-Cr For Helping MsmesNVNessuna valutazione finora
- HT 2020 04 26 HT - Delh HT - Delh 5 - 02Documento1 paginaHT 2020 04 26 HT - Delh HT - Delh 5 - 02NVNessuna valutazione finora
- Impact of Merger of Banks On The Bank Account HoldersDocumento3 pagineImpact of Merger of Banks On The Bank Account HoldersNVNessuna valutazione finora
- HT 2020 04 26 HT - Delh HT - Delh 5 - 04Documento1 paginaHT 2020 04 26 HT - Delh HT - Delh 5 - 04NVNessuna valutazione finora
- List of Merger of Public Sector BanksDocumento9 pagineList of Merger of Public Sector BanksNVNessuna valutazione finora
- Spotlight: They Beat The Virus, But Covid Anxiety Still Haunts SurvivorsDocumento1 paginaSpotlight: They Beat The Virus, But Covid Anxiety Still Haunts SurvivorsNVNessuna valutazione finora
- All PSU Bank Merger SchemesDocumento10 pagineAll PSU Bank Merger SchemesNVNessuna valutazione finora
- Science & Technology 1Documento16 pagineScience & Technology 1hussainamini100% (1)
- List of Merger of Public Sector BanksDocumento9 pagineList of Merger of Public Sector BanksNVNessuna valutazione finora
- Impact of Merger of Banks On The Bank Account HoldersDocumento3 pagineImpact of Merger of Banks On The Bank Account HoldersNVNessuna valutazione finora
- PSU Bank Mergers - CustomersDocumento3 paginePSU Bank Mergers - CustomersNVNessuna valutazione finora
- TWF Brochure With New Logo 1Documento7 pagineTWF Brochure With New Logo 1NVNessuna valutazione finora
- Nirmala Sitharaman Announces Big ReformDocumento3 pagineNirmala Sitharaman Announces Big ReformNVNessuna valutazione finora
- Bat HeroDocumento44 pagineBat HeroNVNessuna valutazione finora
- Auto ReportDocumento4 pagineAuto ReportNVNessuna valutazione finora
- New Doc 2018-07-06Documento56 pagineNew Doc 2018-07-06NVNessuna valutazione finora
- India Goldman Sachs ReportDocumento22 pagineIndia Goldman Sachs Reportvikingcruises0% (1)
- I B 201720181Documento40 pagineI B 201720181NVNessuna valutazione finora
- Notesforcontributors 2015Documento2 pagineNotesforcontributors 2015NVNessuna valutazione finora
- Lithium Modular Battery Bank For Electric VehiclesDocumento5 pagineLithium Modular Battery Bank For Electric VehiclesNVNessuna valutazione finora
- Lithium Modular Battery Bank For Electric VehiclesDocumento5 pagineLithium Modular Battery Bank For Electric VehiclesNVNessuna valutazione finora
- PDF Bosch InnowavesDocumento16 paginePDF Bosch InnowavesNVNessuna valutazione finora
- 2-2 Rivera, Edwin 2014 CRC Fuel Injection Technology-Updated PDFDocumento26 pagine2-2 Rivera, Edwin 2014 CRC Fuel Injection Technology-Updated PDFNVNessuna valutazione finora
- C-SCP360H38B R410aDocumento8 pagineC-SCP360H38B R410aRaúl RodríguezNessuna valutazione finora
- Long Quiz PhyscieDocumento1 paginaLong Quiz PhyscieFroilan VillanuevaNessuna valutazione finora
- Conduc T: Market Interaction of FirmsDocumento10 pagineConduc T: Market Interaction of FirmsChin Yee LooNessuna valutazione finora
- Data Sheet - KM01Documento4 pagineData Sheet - KM01Jose Manuel Carcamo SaezNessuna valutazione finora
- PC1 532Documento147 paginePC1 532bharatsehgal00@gmail.comNessuna valutazione finora
- BijoyGuide 2003Documento17 pagineBijoyGuide 2003Mb TarekNessuna valutazione finora
- CHAPTER 17-Antenna FundamentalsDocumento31 pagineCHAPTER 17-Antenna FundamentalsDanielle TioNessuna valutazione finora
- EE 465 Lecture 8Documento25 pagineEE 465 Lecture 8hshjxcbzNessuna valutazione finora
- Operating Instructions and Owner'S Manual Mr. Heater HeatstarDocumento8 pagineOperating Instructions and Owner'S Manual Mr. Heater HeatstarcjmNessuna valutazione finora
- 1420-2R1 Lube Oil Logic Enhancement PDFDocumento4 pagine1420-2R1 Lube Oil Logic Enhancement PDFManuel L LombarderoNessuna valutazione finora
- Industrial Investment Promotion Policy: 2005-2010 Andhra PradeshDocumento31 pagineIndustrial Investment Promotion Policy: 2005-2010 Andhra PradeshVenkatesh KarnatiNessuna valutazione finora
- 09 Catalogue KEUHAUPSDocumento20 pagine09 Catalogue KEUHAUPSar2925Nessuna valutazione finora
- Irt en Yankee DryersDocumento67 pagineIrt en Yankee DryersMario GaytanNessuna valutazione finora
- ME460 Exam No. 2: NameDocumento1 paginaME460 Exam No. 2: NameSayyadh Rahamath BabaNessuna valutazione finora
- Cell Emf Under Nonstandard Conditions Lecture 3Documento3 pagineCell Emf Under Nonstandard Conditions Lecture 3Lyra GurimbaoNessuna valutazione finora
- A Perfect FitDocumento6 pagineA Perfect Fitmostafagoly1358Nessuna valutazione finora
- Energizer 522: Product DatasheetDocumento1 paginaEnergizer 522: Product DatasheetAli AbdullahNessuna valutazione finora
- Ieee Tie - 2Documento12 pagineIeee Tie - 2kdm007Nessuna valutazione finora
- AFC StacksDocumento9 pagineAFC StacksPooveanthan HbNessuna valutazione finora
- Katalogas enDocumento20 pagineKatalogas enEman AdelNessuna valutazione finora
- QSL9 G91Documento2 pagineQSL9 G91Obdvietnam ServiceNessuna valutazione finora
- Model Answer Summer 2016Documento22 pagineModel Answer Summer 2016DiyaNegi0% (1)
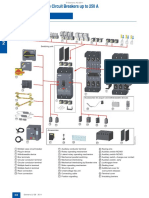
- 3vt2 MCCB Up To 250aDocumento43 pagine3vt2 MCCB Up To 250amiltonNessuna valutazione finora
- DIY Standalone Mega Squirt Installation InstructionsDocumento14 pagineDIY Standalone Mega Squirt Installation InstructionsJohn LauNessuna valutazione finora
- 2800 Series: 2806C-E16TAG2Documento2 pagine2800 Series: 2806C-E16TAG2Tony LiNessuna valutazione finora
- On The Vacuum Brazing of Stainless Steel With Copper and Its AlloysDocumento4 pagineOn The Vacuum Brazing of Stainless Steel With Copper and Its AlloysvkmsNessuna valutazione finora
- Transformer Cooling MethodsDocumento4 pagineTransformer Cooling MethodsZappa VaiNessuna valutazione finora
- VRF System Vs Chiller SystemDocumento14 pagineVRF System Vs Chiller Systemgowrish80_bmsNessuna valutazione finora