Potrebbero piacerti anche
- Approved Welding Procedures List RegioDocumento2 pagineApproved Welding Procedures List Regiogabriel__regio100% (1)
- B2020-TDC-VF-009 Vessel Fabrication R0Documento5 pagineB2020-TDC-VF-009 Vessel Fabrication R0Ramalingam PrabhakaranNessuna valutazione finora
- Asme Sec Ix (Welder Qualification)Documento39 pagineAsme Sec Ix (Welder Qualification)VinodNessuna valutazione finora
- 005-WPS For Carbon Steel (1.6-4.6MM) PDFDocumento7 pagine005-WPS For Carbon Steel (1.6-4.6MM) PDFKöksal Patan0% (1)
- Field Itp For Piping Work Samur Project Rev-5 (23 April 2013)Documento28 pagineField Itp For Piping Work Samur Project Rev-5 (23 April 2013)Echik KiciNessuna valutazione finora
- Welder Qualification Follow ASME IX - Part 2 - Essential Variable For Welder Qualification!Documento12 pagineWelder Qualification Follow ASME IX - Part 2 - Essential Variable For Welder Qualification!Mahmoud Alwasif100% (2)
- 013-WPS FOR SS321 (1.5 - 26.6 MM) PDFDocumento26 pagine013-WPS FOR SS321 (1.5 - 26.6 MM) PDFKöksal PatanNessuna valutazione finora
- Inspection Test Plan For FabricationDocumento4 pagineInspection Test Plan For FabricationAshwani Dogra100% (9)
- WPS and PQR ChecklistDocumento2 pagineWPS and PQR Checklistshabbir626Nessuna valutazione finora
- Asme QCMDocumento84 pagineAsme QCMCaptainTonies100% (2)
- Painting & Inspection FormatDocumento1 paginaPainting & Inspection FormatABEC Trombay siteNessuna valutazione finora
- Consumable Spec Rev 12Documento24 pagineConsumable Spec Rev 12megastar0604Nessuna valutazione finora
- Weld Map & NDE Extent of Pressure VesselDocumento32 pagineWeld Map & NDE Extent of Pressure VesselMahesh Kumar100% (2)
- Thickness Range For Welder Qualification and Procedure QualificationDocumento4 pagineThickness Range For Welder Qualification and Procedure QualificationvirajNessuna valutazione finora
- Fabrication of ManifoldDocumento2 pagineFabrication of Manifoldsarangpune100% (1)
- Welding Consumable Control Procedure 1Documento9 pagineWelding Consumable Control Procedure 1eklavyak076757100% (4)
- Holiday Detection ProcedureDocumento4 pagineHoliday Detection Proceduregst ajah100% (1)
- Marine Facilities Work Egyptian LNG Project-Idku Work Instruction FOR Handling of Consuamable MaterialsDocumento6 pagineMarine Facilities Work Egyptian LNG Project-Idku Work Instruction FOR Handling of Consuamable Materialszaki fadlNessuna valutazione finora
- Pressure Vessel Dimension Inspection PDFDocumento17 paginePressure Vessel Dimension Inspection PDFEqubal KhanNessuna valutazione finora
- Electrode Handling Procedure - Simple - SMAWDocumento7 pagineElectrode Handling Procedure - Simple - SMAWGalih Suksmono Adi0% (1)
- Method Statement For Welding RepairDocumento7 pagineMethod Statement For Welding RepairHarun AkkayaNessuna valutazione finora
- 006-MS For Purging of Stainless Steel PDFDocumento18 pagine006-MS For Purging of Stainless Steel PDFKöksal PatanNessuna valutazione finora
- PWHT ProcedureDocumento11 paginePWHT Proceduretbmari100% (15)
- Piping Release Report (Spool For Paint)Documento2 paginePiping Release Report (Spool For Paint)Siddiqui Abdul Khaliq100% (1)
- Repair ProcedureDocumento6 pagineRepair ProcedureTomy GeorgeNessuna valutazione finora
- Method Statement For Titanium PipeworkDocumento3 pagineMethod Statement For Titanium Pipeworkprem nautiyalNessuna valutazione finora
- Welding Procedure SpecificationsDocumento2 pagineWelding Procedure SpecificationsGerhard Kemp0% (1)
- Metrode Welding Duplex & Superduplex Stainless SteelsDocumento18 pagineMetrode Welding Duplex & Superduplex Stainless SteelsClaudia Mms50% (2)
- 033-Itp For Piping Installation Ag and Ug PDFDocumento13 pagine033-Itp For Piping Installation Ag and Ug PDFKöksal Patan75% (4)
- Fabrication Division QMDDocumento11 pagineFabrication Division QMDRakesh RanjanNessuna valutazione finora
- Fabrication and Installation of PipingDocumento26 pagineFabrication and Installation of PipingAlin TomozeiNessuna valutazione finora
- WPS GTAW Stainless SteelDocumento4 pagineWPS GTAW Stainless SteelAnand NarayananNessuna valutazione finora
- Galvanizing Procedure PDFDocumento7 pagineGalvanizing Procedure PDFkhuzafa50% (4)
- PWHT ProcedureDocumento9 paginePWHT ProcedureM. R. Shahnawaz KhanNessuna valutazione finora
- Weld Repair Procedure Tapis Rev.ADocumento3 pagineWeld Repair Procedure Tapis Rev.AaszlizaNessuna valutazione finora
- Welding Procedure SpecificationDocumento5 pagineWelding Procedure SpecificationFranklin londono0% (1)
- QCP For Control of Welding ConsumablesDocumento9 pagineQCP For Control of Welding ConsumablesUmair Awan100% (1)
- Method Statement For Welding Control System: Sohar Refinery Improvement ProjectDocumento14 pagineMethod Statement For Welding Control System: Sohar Refinery Improvement Projectmansih457100% (1)
- Q.c-me-UQ-09 (Weld Identification and Weld Traceability Procedure) Re WriteDocumento5 pagineQ.c-me-UQ-09 (Weld Identification and Weld Traceability Procedure) Re WriteAws Mohamed100% (1)
- ITP Heat ExchangerDocumento3 pagineITP Heat ExchangerĐỗ Thị Huyền100% (3)
- Standard PracticeDocumento14 pagineStandard PracticeRomi Abdul RahmanNessuna valutazione finora
- SAIC-W-2XXX-11 Control of Welding ConsumablesDocumento5 pagineSAIC-W-2XXX-11 Control of Welding ConsumablesAnsuman KalidasNessuna valutazione finora
- 1.method Fabrication Spool (r2)Documento13 pagine1.method Fabrication Spool (r2)sethu109175% (20)
- INS-P-006-Procedure For Inspection of PlatesDocumento4 pagineINS-P-006-Procedure For Inspection of PlatesDeepak100% (1)
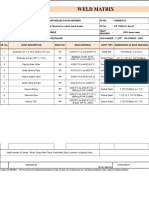
- Weld Matrix - PAGE 1&2Documento20 pagineWeld Matrix - PAGE 1&2abdulgafoor54Nessuna valutazione finora
- Welding Table WPS & PQR Check List (Sheet, 2 Pages)Documento2 pagineWelding Table WPS & PQR Check List (Sheet, 2 Pages)abomanar100486375% (4)
- Welding Consumable Control ProcedureDocumento16 pagineWelding Consumable Control ProcedureManoj KumarNessuna valutazione finora
- 035-Procedure For Material Traceability and Marking PDFDocumento16 pagine035-Procedure For Material Traceability and Marking PDFKöksal Patan100% (10)
- 008-MS For Prefabrication of CS, TT & CN Pipe Spools PDFDocumento23 pagine008-MS For Prefabrication of CS, TT & CN Pipe Spools PDFKöksal PatanNessuna valutazione finora
- Itp - HvacDocumento3 pagineItp - HvacAbdulah Asagi100% (1)
- Equipment Nitrogen Purging Procedure PDFDocumento13 pagineEquipment Nitrogen Purging Procedure PDFKUMAR100% (2)
- Itp - HvacDocumento3 pagineItp - HvacAbdulah Asagi100% (2)
- 030-QCP For UG GRP PIPING PDFDocumento12 pagine030-QCP For UG GRP PIPING PDFKöksal Patan100% (1)
- SM 001 SRV SpecDocumento5 pagineSM 001 SRV Specvardan_vardanNessuna valutazione finora
- 034-Pro For Building PDFDocumento36 pagine034-Pro For Building PDFKöksal Patan0% (1)
- Mabruk Phase 4 Project: Procedure For Welded Joints of Process and Utility PipeworkDocumento38 pagineMabruk Phase 4 Project: Procedure For Welded Joints of Process and Utility PipeworkJabel Oil Services Technical DPTNessuna valutazione finora
- 027-PRO For MONITORING OF CONCRETE FOUNDATIONS PDFDocumento9 pagine027-PRO For MONITORING OF CONCRETE FOUNDATIONS PDFKöksal PatanNessuna valutazione finora
- 031-Procedure For Hydro and Pneumatic Testing PDFDocumento36 pagine031-Procedure For Hydro and Pneumatic Testing PDFKöksal PatanNessuna valutazione finora
- SATR-J-6406 Rev 0 PDFDocumento10 pagineSATR-J-6406 Rev 0 PDFAdel KlkNessuna valutazione finora
- Yanbu Industrial City, KSA: Itp For Hvac (Heating Ventilation and Air Conditioning) System InstallationDocumento5 pagineYanbu Industrial City, KSA: Itp For Hvac (Heating Ventilation and Air Conditioning) System InstallationAmair Cool88% (8)
- 015-MS For Night Works PDFDocumento16 pagine015-MS For Night Works PDFKöksal Patan80% (5)
- 015-Method Statement For Painting Works (Building) PDFDocumento21 pagine015-Method Statement For Painting Works (Building) PDFKöksal Patan86% (21)
- 017-CIVIL-MS For Installation of Fence & Gate PDFDocumento18 pagine017-CIVIL-MS For Installation of Fence & Gate PDFKöksal Patan100% (6)
- 013-MS For Mass Concrete Works PDFDocumento26 pagine013-MS For Mass Concrete Works PDFKöksal Patan100% (1)
- 013-MS Utilization of Hilti DX 76 PDFDocumento51 pagine013-MS Utilization of Hilti DX 76 PDFKöksal PatanNessuna valutazione finora
- 016-CIVIL - MS Anchor Bolt Installation PDFDocumento14 pagine016-CIVIL - MS Anchor Bolt Installation PDFKöksal Patan71% (7)
- 014-MS For General Scaffolding PDFDocumento33 pagine014-MS For General Scaffolding PDFKöksal Patan100% (2)
- 048-Itp For Installation of Hvac Unit PDFDocumento8 pagine048-Itp For Installation of Hvac Unit PDFKöksal Patan100% (4)
- 014-MS For Bolt Tightening (Piping& Equipments) PDFDocumento23 pagine014-MS For Bolt Tightening (Piping& Equipments) PDFKöksal PatanNessuna valutazione finora
- 049-Itp For Lighting and Small Power (Building) PDFDocumento15 pagine049-Itp For Lighting and Small Power (Building) PDFKöksal Patan100% (1)
- 011-Method Statement For Repair of Concrete Works PDFDocumento25 pagine011-Method Statement For Repair of Concrete Works PDFKöksal Patan91% (33)
- 012-Civil - MS Ag and Ug Coating of Concrete Surfaces PDFDocumento18 pagine012-Civil - MS Ag and Ug Coating of Concrete Surfaces PDFKöksal PatanNessuna valutazione finora
- 050-Itp For Installation of Air Intake Filter PDFDocumento17 pagine050-Itp For Installation of Air Intake Filter PDFKöksal PatanNessuna valutazione finora
- 012-MS For Wall Cladding, Roof Cladding & Life Line Installation PDFDocumento16 pagine012-MS For Wall Cladding, Roof Cladding & Life Line Installation PDFKöksal Patan91% (11)
- 044-ITP For Installation of Gypsum Board (Buildings) PDFDocumento10 pagine044-ITP For Installation of Gypsum Board (Buildings) PDFKöksal Patan100% (3)
- 010-MS For Grouting PDFDocumento33 pagine010-MS For Grouting PDFKöksal PatanNessuna valutazione finora
- 045-ITP For MASONRY & PLASTERING WORKS (Buildings) PDFDocumento10 pagine045-ITP For MASONRY & PLASTERING WORKS (Buildings) PDFKöksal Patan83% (12)
- 047-Itp For Oxygen Lines Fabrication and Installation PDFDocumento28 pagine047-Itp For Oxygen Lines Fabrication and Installation PDFKöksal PatanNessuna valutazione finora
- 009-Method Statement - Main Erection Sequence For Acc PDFDocumento68 pagine009-Method Statement - Main Erection Sequence For Acc PDFKöksal Patan100% (6)
- 046-ITP For INSTALLATION OF MAC-BAC-ST MACHINERY UNIT PDFDocumento18 pagine046-ITP For INSTALLATION OF MAC-BAC-ST MACHINERY UNIT PDFKöksal PatanNessuna valutazione finora
- 040-ITP For Repair of Steam Distribution Manifold PDFDocumento11 pagine040-ITP For Repair of Steam Distribution Manifold PDFKöksal PatanNessuna valutazione finora
- 010-MS For Welding and Hot Works For General Activities at TSF Area PDFDocumento17 pagine010-MS For Welding and Hot Works For General Activities at TSF Area PDFKöksal PatanNessuna valutazione finora
- 038-Itp For Coldboxes PDFDocumento25 pagine038-Itp For Coldboxes PDFKöksal PatanNessuna valutazione finora
- 009-Civil-Ms Concrete Works PDFDocumento27 pagine009-Civil-Ms Concrete Works PDFKöksal PatanNessuna valutazione finora
- 008-MS For Prefabrication of CS, TT & CN Pipe Spools PDFDocumento23 pagine008-MS For Prefabrication of CS, TT & CN Pipe Spools PDFKöksal PatanNessuna valutazione finora
- 008-CIVIL-MS Backfilling Works PDFDocumento16 pagine008-CIVIL-MS Backfilling Works PDFKöksal Patan100% (1)
- 043-ITP FOR Water Proofing (Buildings) PDFDocumento13 pagine043-ITP FOR Water Proofing (Buildings) PDFKöksal Patan100% (3)
- 041 - ITP For Painting (Building) PDFDocumento12 pagine041 - ITP For Painting (Building) PDFKöksal Patan78% (9)
- 039-Itp For Embedded Plate PDFDocumento7 pagine039-Itp For Embedded Plate PDFKöksal PatanNessuna valutazione finora
- 007-MS For Structural Steel Assembly Warehouse, Workshops PDFDocumento25 pagine007-MS For Structural Steel Assembly Warehouse, Workshops PDFKöksal PatanNessuna valutazione finora
- BS en 1715 1 2008Documento18 pagineBS en 1715 1 2008Ирина МихайловаNessuna valutazione finora
- Abb Spa COMEM Operating UnitDocumento8 pagineAbb Spa COMEM Operating UnitiamlpNessuna valutazione finora
- Norma Rejillas Tránsito Vehicular - ANSI NAAMM MBG532-00Documento75 pagineNorma Rejillas Tránsito Vehicular - ANSI NAAMM MBG532-00JuanNessuna valutazione finora
- A Project Report ON "A Study of Labour Absenteeism": With Special Referene To Zenith Steel, Midc Shiroli, KolhapurDocumento53 pagineA Project Report ON "A Study of Labour Absenteeism": With Special Referene To Zenith Steel, Midc Shiroli, KolhapurAmazing VideosNessuna valutazione finora
- Astm A 510 For 1018Documento7 pagineAstm A 510 For 1018jangaswathiNessuna valutazione finora
- Crosby 198Documento1 paginaCrosby 198oscar_jfrNessuna valutazione finora
- ASME Secc II A SA-134 Specification For Pipe, Steel, ElectriDocumento5 pagineASME Secc II A SA-134 Specification For Pipe, Steel, ElectriEduardo ArrietaNessuna valutazione finora
- Voestalpine Heavy Plate TTD DUROSTAT E 10042015Documento16 pagineVoestalpine Heavy Plate TTD DUROSTAT E 10042015Ella Byla SaraNessuna valutazione finora
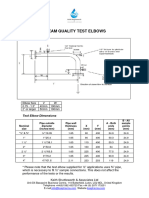
- Test Elbow SpecificationDocumento8 pagineTest Elbow Specificationalejandro carmona henaoNessuna valutazione finora
- Piston Ring Material DetailsDocumento39 paginePiston Ring Material Detailssuresh muthuramanNessuna valutazione finora
- JKR Spec 163.4Documento43 pagineJKR Spec 163.4blackwinterNessuna valutazione finora
- Engineering Material SpecificationDocumento5 pagineEngineering Material SpecificationMike FiorenNessuna valutazione finora
- Saudi Aramco Inspection Checklist: Cable Tray, Metallic Tray Systems - Material Receiving SAIC-P-3302 3-Jul-18 ElectDocumento1 paginaSaudi Aramco Inspection Checklist: Cable Tray, Metallic Tray Systems - Material Receiving SAIC-P-3302 3-Jul-18 Electkarthi51289Nessuna valutazione finora
- UPD-BATB-Chimney 1-BOQDocumento1 paginaUPD-BATB-Chimney 1-BOQAntwon CharlesNessuna valutazione finora
- Ch01 Standard Methods and PractisesDocumento44 pagineCh01 Standard Methods and PractisesUsman FarooqNessuna valutazione finora
- Ijser: Fused Deposition Modeling (FDM) MechanismDocumento3 pagineIjser: Fused Deposition Modeling (FDM) MechanismSamir BoseNessuna valutazione finora
- FE 051 en Ingot Casting Hot Tops Application StoryDocumento2 pagineFE 051 en Ingot Casting Hot Tops Application StoryemregnesNessuna valutazione finora
- Dealing With Corrosion - Kevin DaviesDocumento44 pagineDealing With Corrosion - Kevin DaviesRyanNessuna valutazione finora
- Ladle Nozzle Filling CompoundDocumento2 pagineLadle Nozzle Filling CompoundRam Deo Awasthi75% (4)
- Roofing Fact Sheet-2 Column Format052820final PDFDocumento6 pagineRoofing Fact Sheet-2 Column Format052820final PDFDiego Quiroga CruzNessuna valutazione finora
- HGF10R R4 ES - eDocumento3 pagineHGF10R R4 ES - eNico RoisnerNessuna valutazione finora
- Specification For SleeveDocumento6 pagineSpecification For SleevePipeline EngineerNessuna valutazione finora
- Indian Standard: Specification For High Tensile Brass Rods and Sections (Other Than Forging Stock)Documento9 pagineIndian Standard: Specification For High Tensile Brass Rods and Sections (Other Than Forging Stock)mathewtitty6583Nessuna valutazione finora
- Fastmarkets Steel Prices & News Daily 2023-11-27Documento16 pagineFastmarkets Steel Prices & News Daily 2023-11-27sarfraz.entpNessuna valutazione finora
- Burnt-On SandDocumento2 pagineBurnt-On SandJOHNSONNessuna valutazione finora
- Coefficient of Friction Equation and Table ChartDocumento11 pagineCoefficient of Friction Equation and Table ChartBobNessuna valutazione finora
- Portfolio 2.4 DuctingDocumento69 paginePortfolio 2.4 Ductingjitendrashukla10836Nessuna valutazione finora
- ASTM A276 2013a PDFDocumento8 pagineASTM A276 2013a PDFElielson LimaNessuna valutazione finora
- MD ProbsDocumento134 pagineMD ProbsasapamoreNessuna valutazione finora
- Dish Head Forming DivisonDocumento13 pagineDish Head Forming DivisonFaraz KhalidNessuna valutazione finora