Documenti di Didattica
Documenti di Professioni
Documenti di Cultura
Victor Guzman Pretell 09-05-2015
Caricato da
Victor Guzman PretellCopyright
Formati disponibili
Condividi questo documento
Condividi o incorpora il documento
Hai trovato utile questo documento?
Questo contenuto è inappropriato?
Segnala questo documentoCopyright:
Formati disponibili
Victor Guzman Pretell 09-05-2015
Caricato da
Victor Guzman PretellCopyright:
Formati disponibili
FACULTAD DE INGENIERA
ESCUELA ACADMICA PROFESIONAL DE INGENIERA
MECNICA
PROYECTO DE TESIS
DISEO DE UN PLAN DE MANTENIMIENTO CENTRADO EN LA
CONFIABILIDAD EN INTERCAMBIADORES DE CALOR, EN EL
REA DE REFINADO DE LA PLANTA DE ACEITE EN EMPRESA
INDUSTRIAS DE GRASAS Y ACEITES S.A. SAN JUAN DE
LURIGANCHO - LIMA LIMA.
AUTOR
Guzman Pretell, Victor Javier
ASESOR
Ing. De la Rosa Bocanegra, Felipe Eduardo
LNEA DE INVESTIGACIN
Mantenimiento
TRUJILLO PER
2015
CAPTULO I
GENERALIDADES
I GENERALIDADES
1 TITULO
Diseo de una plan de mantenimiento centrado en la confiabilidad en
intercambiadores de calor en el rea de refinado de la planta de aceite en la
empresa INDUSTRIAS DE GRASAS Y ACEITES S.A. San juan de Lurigancho
Lima Lima
2
AUTOR
Guzman Pretell, Victor Javier
3 ASESOR
Ing. De la Rosa Bocanegra, Felipe Eduardo
4
TIPO DE INVESTIGACIN
Aplicativa - Descriptiva - Libre
LNEA DE INVESTIGACIN
Mantenimiento Sistema y planes de mantenimiento
LOCALIDAD
San juan de Lurigancho Lima Lima
DURACIN
Fecha de Inicio: abril del 2015
Fecha de Trmino: diciembre del 2015
CAPTULO II
PLAN DE
INVESTIGACIN
II PLAN DE INVESTIGACIN
1 REALIDAD PROBLEMTICA
La INDUSTRIAS DE GRASAS Y ACEITES S.A San Juan de Lurigancho Lima
Lima dedicada a la industria alimentaria, produciendo manteca, jabn y aceite
de cocina a partir de diversas materias primas como el sebo, aceite crudo de
soya.
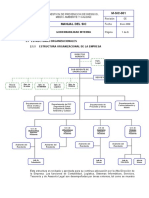
Para este proyecto nos enfocaremos solo en el proceso de la produccin de aceite
como se muestra a continuacin en siguiente diagrama:
ALMACENAMIENTO DE
CRUDO
EMBOTELLA
DO
NEUTRALIZACI
ON
ALMACENAMIEN
TO
LAVADO
DESODORIZACI
ON
BLANQUEA
DO
FILTRAD
O
La empresa no cuenta con departamento de mantenimiento ni mucho menos con
un mantenimiento programado, siempre se est a la espera de que el equipo o
sistema falle, teniendo como equipos crticos en el proceso de produccin de
aceite a cuatro tipos de intercambiadores de calor los cual describo a
continuacin:
Intercambiador de calor de tipo casco tubo
Intercambiador de calor alfa laval tipo alfa nova
Intercambiador de calor alfa laval tipo 400 88H
Intercambiador de calor alfa nova tipo M6 MF6
Las fallas encontradas en la presente investigacin para cada intercambiador de
calor son las mismas, de obstruccin en sus paredes interiores tanto sea por
aceite carbonizado por un intercambio mismo de calor con otro aceite frio para
precalentar, tambin por aguas blandas no muy bien tratadas las que son
utilizadas en intercambiadores para enfriar el aceite, tambin se podra hablar de
fugas de aceite trmico por la empaquetadura en uno intercambiador se podra
decir que el principal el cual es precalentado con un calderin.
A continuacin el diagrama de proceso 2.1 de la planta de aceite de la
empresa INDUTRAS DE GRASAS Y ACEITE S.A.
2 FORMULACION DE PROBLEMA
Cmo mejorara la disponibilidad de los de intercambiadores de calor del rea
de refinado mediante un mantenimiento centrado en la confiabilidad en la planta
de aceite de la empresa INDUSTRIAS DE GRASAS Y ACEITES S.A?
3 OBJETIVOS
1
OBJETIVO GENERAL
Disear de un plan de mantenimiento centrado en la confiabilidad en
intercambiadores de calor en el rea de refinado de la empresa de industrias de
grasas y aceites s.a. san juan de Lurigancho - Lima Lima
OBJETIVOS ESPECIFICOS
Recopilacin de mantenimientos realizados ya anteriormente por personal
interno como
externo.
Recoleccin de informacin por parte de los operarios que estn en contacto
directo con los equipos ya que conocen el funcionamiento de cada uno de
ellos.
Recoleccin de informacin tcnica como catlogos, manuales, virtual que
pueda poseer
cada uno de los equipos a aplicar el MCC.
Proponer la implementacin de un rea de mantenimiento.
Eliminar mantenimientos no programados
Eliminar los mantenimientos realizados por personal externo.
Diseo de formatos, procedimientos, controles peridicos para mantener en
ptimas
Analizar
Analizar
Analizar
Analizar
Analizar
condiciones los equipos a aplicar mcc.
el intercambiador, de tipo casco y tubo
los dos intercambiador placas de tipo alfa laval 400-88H
los dos intermediadores de placas de tipo alfa laval ME MF6
el ablandador de agua
el calderin de aceite trmico
4 ANTECEDENTES
Para elaborar el presente proyecto es necesario investigaciones de proyectos
similares para que estas sean tomadas como antecedentes, se encontr a
nivel nacional la investigacin titulada:
Mantenimiento centrado en la confiabilidad aplicado a los equipos rotativos
dentro del proceso de refinacin de hidrocarburos de la empresa Petroper s.a.
operaciones talara. Elaborada por .en la ciudad de la libertad Trujillo
2014 en la cual concluye que los equipos con mayor ndice de falla son las
bombas centrifugas P109A, P109B y V-P2C, que pertenecen a la unidad de
destilacin Primaria y a la unidad de destilacin de vaco, concluye tambin el
clculo de los 5 parmetros por el mtodo de Weibull ya que se aplican a
equipos que estn en cualquier etapa de su vida, el parmetro de confiabilidad
se ha manejado con un grado de confianza de 50%.
A nivel internacional se encontr la siguiente investigacin titulada aplicacin
del mantenimiento centrado en la confiabilidad rcm en motores detroit 16v149ti en codelco divisin andina. Elaborada por David Esteban Vsquez
Oyarzn en ciudad de Valdivia CHILE en el ao 2008 en la cual concluye que
trmino de sta tesis no se pudo cumplir su objetivo central, el cul fue aplicar
el RCM en los Motores 16V-149TI, ya que el perodo proporcionado por Andina
para el desarrollo de esta tesis fue desde Febrero a Octubre del ao 2005; el
anlisis se termina en Septiembre del mismo ao, y desde este mes los
equipos se utilizan solo para la generacin de emergencia elctrica. Por lo que
no se pudo ver los resultados de este plan de mantenimiento. Sin embargo se
realiz el anlisis completo del motor y se ingres al software RCM Toolkit para
su posterior aplicacin por parte del Departamento de Mantencin, concluye
tambin que Debido a que los procedimientos de mantencin de un equipo
establecidos por los distribuidores, generalmente son efectivos hasta cierto
punto, ya que no todos los equipos operan bajo los mismos parmetros de
funcionamiento, o bajo el mismo contexto operacional, realizar un anlisis RCM
a un equipo nuevo o que lleve poco tiempo operando es de gran ayuda para el
personal de mantencin, porque se pueden tomar decisiones ms rpidas y
ms asertivas en cuanto a las posibles fallas y su respectiva tarea proactiva a
realizar.
5 JUSTIFIACION
Relevancia Tecnolgica
El diseo de un plan de mantenimiento centrado en la confiabilidad, da un
nuevo punto de vista al mantenimiento como una parte ineludible e
importante dentro de la industria y la produccin. Ya que se hace a un lado la
percepcin de que el mantenimiento es nicamente correctivo y arranca
esquemas constituyendo nuevas tecnologas para hacer ms efectivo sus
resultados.
2
Relevancia Institucional
El aporte de este proyecto le ser de gran ayuda a la empresa para mejorar
disponibilidad de sus equipos dentro de lo programado durante el proceso y a
la vez traer el reconocimiento a la universidad y al autor como diseador.
Relevancia Econmica
El diseo de este proyecto tendr como ventaja que al establecer indicadores
de mantenimiento, se podr obtener predisposicin de compras de repuestos
con anticipacin y as poder tener un stock en almacn y no sufrir de paradas
imprevistas en equipos por falta de repuestos que generaran perdidas
econmicas en la produccin de aceite
Relevancia Financiera
La inversin que tendr la empresa en la implementacin de este diseo ser
retornada en el periodo de tiempo corto el cual ser calculado en el desarrollo
de este proyecto, luego pasado ese tiempo los costos en el mantenimiento
disminuirn con respecto a cmo era antes de su implementacin.
Relevancia Medioambiental
El proyecto propondr un mantenimiento, en la cual habrn inspecciones
visuales constantemente que evitara posibles fugas que se puedan presenciar.
6 MARCO TEORICO
Resea histrica del mantenimiento
Desde el mundo antiguo hasta el renacimiento no se puede hablar, durante
este largo periodo, si la existencia de reglamentos escritos o normas de
mantenimiento. Como consecuencia del avance tecnolgico durante la
revolucin industrial, surge la necesidad de crear experticia en actividades de
conservacin debido a que la complejidad de las mquinas, ahora de gran
nmero de componentes individuales, era causa frecuente de paradas de la
produccin. Las actividades de mantenimiento solan denominarse actividades
de entretenimiento y eran realizadas generalmente por mecnicos de punto.
La poltica de mantenimiento practicada en aquellos tiempos era la de
Reparacin por avera. Solo se intervenan los equipos en caso de fallas o
falla inminente.
Con la evolucin de la automatizacin y el aumento de la complejidad de los
sistemas, surgi la necesidad de integrar el mantenimiento como un
parmetro esencial en el diseo. En los aos cuarenta y siguientes, cobra vida
la teora de la confiabilidad de sistemas integrados, diseada en su forma
fundamental por Werner Van Braun en Alemania durante la Segunda Guerra
Mundial. Las herramientas asociadas a la confiabilidad permitieron el
incremento notable de la complejidad de los sistemas de su autonoma.
Posteriormente el mantenimiento centrado en la confiabilidad (MCC) fue
desarrollado por la industria de la aviacin civil en los Estados Unidos.
En 1971 el Instituto Japons de Ingenieros de Planta, desarrollo
el
mantenimiento productivo total (MPT), que no es ms que un enfoque
gerencial para el mantenimiento que se centra en la participacin de todos los
empleados de una organizacin en la mejor del equipo.
Este mtodo desarrollado por los japoneses, comenz con la aplicacin del
mantenimiento al estilo norteamericano y europeo y avanzando hasta la
aplicacin de los conceptos de la administracin de la calidad y la manufactura
justo a tiempo al campo del mantenimiento de los equipos. En la dcada de
1980 se empez a utilizar el benchmarking o comparacin de patrones de
referencia, como enfoque gerencial hacia la mejora contigua, aunque sus
races se remota a los tiempos en los que los artesanos ponan una marca
permanente en sus bancos de trabajo para asegurar que el avance de su
trabajo
se
midiera
contra
una
estndar
adecuado
consistente.
El
benchmarking actual tiene sus races en la administracin de la calidad total,
con la corporacin Xerox fue la pionera en el benchmarking competitivo.
Por ltimo la reingeniera de procesos de mantenimiento sale del argumento
de que muchos procesos de los negocios extremadamente complicados,
ineficientes y cargados con demasiadas actividades que no agregan valor y
que su simple automatizacin con soluciones de tecnologa informtica no
mejorara sustancialmente su desempeo. Propona volver a empezar con un
nuevo proceso de negocio directo y uniforme, que emprenda la transaccin
ms comn con el mnimo nmero de paso ya que se concentre en agregar
valor para los clientes. En la Figura. 2.6.1 abajo se observa la evolucin del
mantenimiento en la industria.
2
El
mantenimiento,
la
disponibilidad,
la
mantenibilidad
la
confiabilidad
El mantenimiento se define como la combinacin de actividades mediante las
cuales un equipo o un sistema, se mantiene en o se reestablece a, un estado
en el que pueda realizar las funciones designadas, no es una funcin
miscelnea, es una factor importante en la calidad de productos y que
puede ser utilizado como una estrategia para la competencia exitosa, esto
puede resumirse en: capacidad de producir con calidad, seguridad y
rentabilidad.
Fig.:2.6.1 Evolucin del mantenimiento
Fuente: ..
Para que un sistema recupere la capacidad de realizar una funcin es
necesario realizar unas tareas especificadas, conocidas como tareas de
mantenimiento. Las tareas de recuperacin ms comunes son limpieza, ajuste,
lubricacin,
puntura,
renovacin
entre
calibracin,
otros.
Es
sustitucin,
importante
reparacin,
tener
restauracin,
informacin
sobre
las
caractersticas que definen la forma del perfil de funcionalidad del sistema, ya
que la razn principal para la adquisicin de cualquier sistema es la
presentacin satisfactoria de su funcin esperada. Simplemente, un sistema es
til cuando, y solo cuando, realiza la funcin exigida.
Cuando se analizan los objetivos de las tareas realizadas durante un proceso
de mantenimiento, es posible enumerarlos as:
a) Reduccin de cambio de condicin. Con lo que se consigue un alargamiento de
la vida
operativa del sistema. Ejemplos tpicos son: lavados, limpieza,
pintura, filtrado, ajuste,
lubricacin, calibracin, etc.
b) Garanta de la confiabilidad y seguridad, lo que se reduce la probabilidad de
presencia de
fallas. Las actividades ms comunes de este tipo son:
inspeccin, deteccin, exmenes,
pruebas.
c) Consecucin de una tasa optima de consumo para elementos como
combustible,
lubricantes, neumticos, etc., lo que contribuye al costo-
eficacia del proceso de operacin.
d) La recuperacin de la funcionalidad del sistema, una vez que se ha producido
la falla. Las actividades ms frecuentemente realizadas para recuperar la
funcionalidad: sustitucin,
reparacin, restauracin, renovacin, etc.
Es necesario hacer un hincapi en que se necesitan ciertos recursos para
facilitar este proceso. Como el fin de estos recursos es facilitar el proceso de
mantenimiento, se les designara con el nombre de recursos de mantenimiento.
Los recursos necesarios para la realizacin con xitos de toda tara de
mantenimiento pueden agruparse en las siguientes categoras:
i) Abastecimiento o aprovisionamiento: Es un nombre genrico que incluye el
suministro de
todos los repuestos, insumos, consumibles, suministros
especiales y articulo de inventario
necesarios para apoyar los procesos de
mantenimiento.
ii) Equipos de prueba y apoyo: Incluye todas las herramientas, equipos especiales
de vigilancia
de la condicin, equipos de comprobacin, metrologa y
calibracin, bancos de pruebas, y
equipos auxiliares de servicio necesarios
para apoyar a las tareas de mantenimiento asociadas al elemento o sistema.
iii) Personal: Se incluye lo necesario para la instalacin, comprobacin, manejo y
realizacin
de mantenimiento del elemento o sistema y de los equipos
necesarios de prueba y apoyo. Debe considerarse la formacin especfica del
personal necesario para cada tarea de
mantenimiento.
iv) Instalaciones: Incluye las instalaciones especiales precisas para la ejecucin de
las tarea de mantenimiento. Deben considerarse las plantas industriales,
edificios, edificaciones
porttiles,
refugios, talleres de mantenimiento,
fosos
de
inspeccin,
mantenimiento,
Procedimientos
secos,
laboratorios de calibracin y otras para
reparaciones especiales y revisiones relacionas con
mantenimiento.
v) Datos tcnicos:
diques
de
cada
comprobacin,
tarea
instrucciones
de
de
procedimientos de inspeccin y calibracin, procedimientos
de revisiones generales, instrucciones de modificaciones, informacin sobre
las instalaciones, planos y
especificaciones
que
son
necesarios
para
realizar las funciones de mantenimiento del sistema. Tales datos no solo se
refieren al sistema, sino tambin al equipo de prueba y
apoyo, transporte y
manejo del equipo, equipo de instruccin e instalaciones.
vi) Recursos informticos: Comprende las computadoras y sus accesorios,
programas P informticos, bases de datos, etc., necesarios para realizar las
funciones de mantenimiento.
Incluye tanto la vigilancia de la condicin como
el diagnostico.
Desde el punto de vista de la capacidad para satisfacer las necesidades de
acuerdo con las especificaciones establecidas, todos los sistemas creados por
el hombre pueden encontrarse en uno de los posibles estados: Estado de
funcionamiento y estado de fallo. Existe una multitud de sistemas cuya
funcionalidad se puede recuperar, y se les denomina sistemas reparables o
recuperables. As, cuando alguien dice que un sistema especfico es reparable,
se entiende que despus de haber fallado se puede recuperar su capacidad de
realizar una funcin especfica.
La disponibilidad es una funcin que permite calcular el porcentaje de tiempo
total en que se puede esperar que un equipo est disponible para cumplir con
la funcin para la cual fue destinado; la disponibilidad de un tem no implica
necesariamente que est funcionando, si no que se encuentre en condiciones
de funcionar. Puede determinarse de distintas formas de acuerdo al resultado
que se desee mostrar, las ms comunes son: Disponibilidad genrica: es el
valor ms conservador de la disponibilidad.
TMEF
(1)
TMEF+ TMFS
Donde:
D = Disponibilidad
TMEF = Tiempo promedio entre fallas
TMFS = tiempo promedio fuera de servicio
Disponibilidad inherente o intrnseca: Evala la disponibilidad propia del equipo
o sistema de equipos, el nico factor ajeno al equipo que se toma en cuenta,
es la capacidad y la organizacin de la cuadrilla de reparacin
TMEF
( 2)
TMEF+ TMFR
Donde:
D = Disponibilidad
TMEF = Tiempo promedio entre fallas
TMFS = tiempo promedio fuera de servicio
TMFR = tiempo promedio para reparar
Disponibilidad alcanzada: toma nicamente en cuenta los factores propios de
la organizacin de mantenimiento
TMEM
(3)
TMEM +TMPM
Donde:
D = Disponibilidad
TMEM = Tiempo promedio entre mantenimiento
TMPM = tiempo promedio para mantener
Disponibilidad operacional: Evala la disponibilidad del equipo o sistema de
equipos, el nico factor ajeno al equipo es que se toma en cuenta es la
capacidad de trabajo y organizacin de la cuadrilla de reparacin.
TMEM
(4 )
TMEM +TMPS
Donde:
D = Disponibilidad
TMEM = Tiempo promedio entre mantenimientos
TMPS = tiempo promedio fuera de servicio
En la tabla 2.6.1. Se pueden observar los tres tipos de disponibilidades
10
Tabla 2.6.1 Diferentes disponibilidades
Fuente.
La mantenibilidad es la caracterstica inherente de un elemento o sistema,
asociada a su capacidad de ser reparado para el servicio cuando se realiza la
tarea de mantenimiento necesaria segn se especifica. Otro concepto de
mantenibilidad, generalmente descrita como M(t), es la probabilidad de que un
equipo fallado retome a servicio en un intervalo de tiempo preestablecido.
Para el nico estudio de fallas y los tiempos asociados a cada uno de esos
eventos es aconsejable familiarizarse con la comprensin del tiempo de
operacin, tiempo para reparar, tiempo entre fallas, tiempo fuera de servicio,
entre otro.
En la figura 2.6.2 se puede observar los diferentes tipos de tiempos utilizados
en los anlisis de mantenibilidad, confiabilidad y otros estudios asociados con
la ingeniera de mantenimiento.
El parmetro caracterstico que forma parte de la funcin M(t), es el tiempo
medio para recuperar la funcin o para reparar (TMPR)
La confiabilidad puedes ser definida como la probabilidad en que un equipo o
sistema de equipo realizar su funcin sin incidentes por un periodo de tiempo
especificado y bajo condiciones indicadas, generalmente es descrita como
R(t). El parmetro caracterstico que forma parte de su definicin es el tiempo
medio entre fallas (TMEF).
11
Fig.: 2.6.2 Descripcin del funcionamiento del equipo o sistema
de equipos en el tiempo
Fuente
Sistema de mantenimiento
Un sistema de mantenimiento puede considerarse como un modelo sencillo de
entradas y salidas, en donde las entradas del modelo son el equipo,
conocimiento sobre el equipo, mano de obra, administracin, herramientas,
partes, piezas, etc., y la saludad es un equipo confiable y seguro para alcanzar
metas de operacin planteadas de la planta.
En la actualidad, la bondad de esos sistemas permite utilizar eficientemente
todos los recursos presupuestados necesarios, permitiendo incremente su
salida como lo son, produccin y seguridad en la operacin y con mnimo
nmero de paradas. En la Fig. 2.6.3., en la siguiente pgina, se muestra un
sistema de manteniendo tpico; se pueden observar las actividades necesarias
para hacer que un sistema pueda ser funcional.
El mantenimiento en la industria, generalmente se clasifica en cuatro tipos:
Correctivo, rutinario, preventivo y el predictivo; dentro del mantenimiento
preventivo se incluye el mantenimiento sistemtico. Entre sus definiciones
ms aceptadas se tiene las siguientes:
Mantenimiento
correctivo:
(segn
AFNOR
60-010)
Operacin
de
mantenimiento realizada despus de que ocurre la falla, la accin de
mantenimiento es reactiva. El mantenedor se inhibe de actuar y permanece
pasivo hasta que la falla ocurre.
12
Mantenimiento rutinario: Son las tareas de conservacin que se deben llevar a
cabo con na prioridad fija, para prevenir condiciones inseguras o la deteccin
de fallas incipientes; se refieren bsicamente a la actividad de inspeccin,
ajuste, lubricacin, limpieza y pintura.
Mantenimiento
preventivo:
(segn
AFNOR
60-010)
Operacin
de
mantenimiento realizada con la intensin de reducir la probabilidad de falla de
un bien o la degradacin de un servicio. Los tipos de intervenciones
preventivas son las siguientes:
Mantenimiento sistemtico (programado o baso en el tiempo)
Mantenimiento predictivo (condicional)
Mantenimiento sistemtico de ronda.
Fig.: 2.6.3 Esquema de un sistema de mantenimiento segn Jhon
Moubray
Fuente
Mantenimiento Predictivo: Actividad basada fundamentalmente en detectar
una falla antes de que suceda, para dar tiempo a corregirla sin perjuicios al
servicio, ni detencin de la produccin, sin detrimento del a seguridad y el
medio ambiente. Para ello se usan instrumentos de diagnsticos, aparatos y
pruebas no destructivas, como anlisis de lubricantes, termografa, anlisis de
vibraciones, radiaciones penetrantes, etc. Las ventajas del mantenimiento que
13
se aplique segn el esquema anterior produce beneficios cualitativos y
cuantitativos, que resumidos pueden ser:
Reduce los tiempos de parada.
Permite la evolucin de un efecto en el tiempo.
Optimiza la gestin del personal de mantenimiento.
La verificacin del estado de la maquinaria, tanto realizada de forma peridica
como de
forma accidental, permite confeccionar un archivo histrico de su
comportamiento.
Conocer con exactitud el tiempo lmite de actuacin que no implique el
desarrollo de un
fallo imprevisto.
Toma de decisiones sobre la parada de una lnea de mquinas en momentos
crticos.
Compra de nuevos equipos.
Permitir el conocimiento del historial e actuaciones, para ser utilizada por el
mantenimiento
correctivo.
Facilita el anlisis de las averas.
Permite el anlisis estadstico del sistema. En la figura 2.6.4 se muestra una
estrategia de
mantenimiento.
Tipos de mantenimiento en CVG Venalum.
En CVG Venalum se tienen definidos cuatro tipos de mantenimiento:
o
Mantenimiento correctivo: Es el que se efecta a los equipos e instalaciones de
planta una
vez ocurrida una falla, siempre y cuando afecte la seguridad del
personal o provoque
prdidas de produccin.
14
Fig.: 2.6.4 Estrategias tpicas de mantenimiento industrial
Fuente
Mantenimiento programado: Es aquel que se efecta a los equipos e
instalaciones de la planta
una
vez
detectado
parmetros
fuera
de
especificaciones y puede ser ejecutados en un tiempo determinado.
o
Mantenimiento preventivo: Es el que se efecta en equipo e instalaciones de la
planta
sujetos a desgastes con el propsito de darle un periodo de vida
til nueva.
o
Mantenimiento rutinario: Es el que programado en forma peridica mantiene o
alarga la
vida til del equipo e instalaciones de la planta y se divide en
cuatro grandes aspectos:
Inspeccin
Prueba y ajuste
Limpieza
Lubricacin
Mantenimiento centrado en la confiabilidad (MCC)
En el mantenimiento centrado en la confiabilidad (MCC) es una metodologa de
anlisis sistemtica, objetiva y documentada que puede ser aplicada a
cualquier tipo de instalacin industrial; til para el desarrollo u optimizacin de
un plan eficiente de mantenimiento. Analiza cada sistema y como estos
pueden fallar funcionalmente. Los efectos de cada falla son clasificados e
acuerdo con el impacto en la seguridad, la operacin y el costo.
El MCC, es un proceso desarrollado durante 1960 y 1970 con la finalidad de
ayudar a las personas a determinar las polticas para mejorar las funciones de
los activos fsicos y manejar las consecuencias de sus fallas.
El gobierno de los Estados unidos de Amrica quiso saber ms acerca de la
filosofa moderna en materia de mantenimiento de aeronaves. Y solicitaron un
reporte sobre este a la industria area. Dicho reporte fue escrito por Stanley
Nowlan Howard Heap de United Airlines. Ellos lo titularon RELIABITY
CENTERED MAITENCE (MANTENIMIENTO CENTRADO EN LA CONFIABILIDAD),
fue publicado en 1978, y an sigue siendo uno de los documentos ms
importantes en la historia del manejo de los activos fsicos. Est disponible en
el Servicio de Informacin Tcnica Nacional del Gobierno de los Estados Unidos
de Amrica, en Springfield, Virginia.
15
Este reporte fue la culminacin de 20 aos de investigacin y experimentacin
con la aviacin comercial de los Estados Unidos de Amrica, un proceso que
produjo inicialmente el documento presentado en 1968, llamado Gua MSG 1,
Manual: Evaluacin del Mantenimiento y Desarrollo del Programa, y el
documento presentado en 1970: MSG 2 Planeacin de Programas de
Mantenimiento para Fabricantes / Aerolneas, ambos documentos fueron
patrocinados por la ATA (Air Transport Association of Amrica Asociacin de
transportadores Areos de los EE:UU)
El objetivo principal es que los esfuerzos de mantenimiento deben ser dirigidos
a mantener la funcin que realizan los equipos ms que los equipos mismos.
Es la funcin desempeada por una mquina lo que interesa desde el punto de
vista productivo. Esto implica que no se debe buscar tener lo equipos como si
fueran nuevos, si no en condiciones suficientes para realizar bien su funcin.
Tambin implica que se deben conocer con gran detalle las condiciones que la
interrumpen o dificultan.
En este sentido la metodologa MCC es abierta y no es difcil caer en la trampa
hacer anlisis tan detallados que los tiempos para la implementacin del
mtodo se extienden en demasa, mientras que la planta debe continuar
incrementando su grado de confiabilidad.
La aplicacin de MCC resuelve el problema anterior con una estructura
estratgica que le permite llevar a cabo la evaluacin y seleccin de procesos
que se pueden implementar en forma rpida y segura. Esta tcnica es nica
en su gnero y conduce a obtener resultados extraordinarios en cuanto a
mejoras y rendimiento del equipo de mantenimiento donde quiera que sea
aplicado. El MCC pone tanto nfasis en las consecuencias de las fallas como en
las caractersticas tcnicas de las mismas y lo hace de esta manera:
Integra una revisin de las fallas operacionales con la evaluacin de aspectos
de seguridad
y amenazas al medio ambiente, esto hace que la seguridad
y el medio ambiente sean
tenidos
en
cuenta
la
hora
de
tomar
decisiones en materia de mantenimiento.
Mantiene la atencin en las actividades de mantenimiento que ms incidencia
tienen en el desempeo o funcionamiento de las instalaciones. Esto garantiza
que cada sol gastado en mantenimiento se gasta donde ms beneficioso va a
generar.
16
El MCC reconoce que todo tipo de manteamiento es vlido y da pautas para
decidir cul es el ms adecuado en cada situacin. Al hacer esto, ayuda a
asegurarse de que el tipo de mantenimiento escogido para cada equipo sea el
ms adecuado y evitar de esta forma los inconvenientes y problemas que
siguen a la adopcin de una poltica general de mantenimiento poco eficiente
para toda una empresa.
Si MCC se aplica a un sistema de mantenimiento existente, reduce la cantidad
de mantenimiento rutinario que se ha hecho generalmente a un 40% a 70%.
Por otro lado, si MCC se aplica para desarrollar un nuevo sistema de
manteamiento, el resultado ser que la carga de trabajo programada sea
mucho menor que si el sistema se hubiera desarrollado por mtodos
convencionales.
El MCC fue elaborado con el fin de ayudar a las lneas areas a establecer un
sistema de mantenimiento para nuevos tipos de aviones, antes de que estos
entraran en un funcionamiento. Como resultado, el MCC es una forma ideal
para desarrollar planes de mantenimiento en equipos complejos y para lo que
no existen mucha documentacin al respeto. Lo anterior ahora errores y
pruebas, costosos y dispendiosos tan comunes al desarrollar planes de
manteamiento. EL MCC es un enfoque sistemtico para disear programas que
aumenten la confiabilidad de los equipos con un mnimo costo y riesgo,
aplicando para ello combinaciones de tcnicas de mantenimiento preventivo,
predictivo, rutinario y proactivo, mediante estrategias justificadas tcnica y
econmicamente.
Para que el Mantenimiento Centrado en la confiabilidad sea una tcnica
eficiente para lograr implantacin de procesos de optimizacin industrial utiliza
como medio de apoyo, la aplicacin de la confiabilidad operacin como la
herramienta para alcanzar mejoras en el mantenimiento y en la operacin de
los equipos.
Es posible definir la Confiabilidad Operacional como la capacidad de una
instalacin (infraestructura, personas, tecnologa), para cumplir su funcin
(haga lo que se espera de ella), y en caso de ocurrir una falla, lo haga del
modo menos daino posible; una instalacin confiable debe incluir tanto
continuidad operacional como control de riesgos, en la figura 2.6.4 se
muestran los componentes de la confiabilidad operacional.
17
La mejora de la confiabilidad operacional se puede lograr mediante muchas
iniciativas, ya que no existe una nica metodologa que domine todos sus
aspectos, depende de la interaccin entre el personal, los equipos, los
procesos y el ambiente organizacional. La presencia ineludible de la
incertidumbre coloca la confiabilidad en el mbito de las decisiones basadas
en el riesgo.
Fig.: 2.6.5 Elementos de la confiabilidad operacional
Fuente
Como se aprecia en la figura 2.6.5, la confiabilidad operacional tiene cuatro
entradas, mayores se debe actuar si se requiere un mejoramiento continuo
sostenido a largo plazo. Este proceso denominado mejoramiento en la
confiabilidad
operacional
(MCO),
genera
cambio
en
la
cultura
de
la
organizacin haciendo que esta se convierta en una organizacin diferente con
un amplio sentido de productividad, con una visin clara del negocio y
gobernada por hechos. Cualquier hecho aislado de mejora en alguno de los
cuatro frentes de confiabilidad operacional puede traer beneficios, de hecho
los trae, pero al no tomar en cuenta los dems frentes es probable que estos
sean limitados y/o diluidos en la organizacin y pasen a sr solo el resultado de
un proyecto y no de una transformacin.
6
Anlisis de modos y efectos de fallas
Al os largo del tiempo, un modo de falla puede ser causa y efecto a la vez; uno
de los aspectos que crea mayor confusin para los nuevos integrantes de un
18
equipo de AMEF es entender que cualquiera causa por si misma tiene otra
causa que es un mtodo de falla de aquella. De igual forma, cualquier efecto
que por s mismo tiene otro efecto, tambin puede ser un modo de falla; es lo
que en el lenguaje del ajuste de prdidas y empresas de seguro se denominar
la causa de la causa.
El anlisis de modos y efectos de fallas AMEF, es un proceso sistemtico para
la identificacin de las fallas potenciales del diseo de un producto o de un
proceso antes que ocurran, con el propsito de eliminarlos o de minimizar el
riesgo asociado a las mismas, por lo tanto, el AMEF puede ser considerado
como un mtodo analtico estandarizado para detectar y eliminar problemas
de forma sistemtica y total, cuyos objetivos principales son:
Reconocer y evaluar los modos de fallas potenciales y las causas asociadas
con el diseo de
manufactura de un producto.
Determinar los efectos de las fallas potenciales en el desempeo del sistema
Identificar las acciones que podrn eliminar o reducir la oportunidad de que
ocurra la falla
potencial.
Analizar la confiabilidad del sistema.
Aunque el mtodo de AMEF originalmente fue utilizado por las industrias,
automotrices, este es aplicable para la deteccin y bloqueo de las causas de
fallas potenciales en productos y proceso de cualquier clase de empresa, ya
sea que estos se encuentren en operacin o en fase de proyecto; as como
tambin es aplicable para sistemas administrativos y de servicios. Para la
correcta ejecucin de un AMEF se debera contar con un mnimo de 3 a 5
personas, cada una especializada en diferentes campos (procesos, diseo,
fabricacin, operacin, mantenimiento, etc.)
Ventajas del anlisis de modos y efectos de fallas
La eliminacin de los modos de fallas tiene beneficios tanto a corto como a
largo plazo. A corto plazo, representa ahorros de los costos reparaciones, las
pruebas repetitivas y tiempo de parada. El beneficio a largo plazo es mucho
ms difcil de medir puesto que se relacin con la satisfaccin del cliente con
el producto y con su percepcin de la calidad; esta percepcin afecta las
futuras compras de los productos y es decisiva para crear una buena imagen
de los mismo.
El AMEF apoya y refuerza el proceso de diseo de planes de mantenimiento,
ya que:
19
Ayuda en la seleccin de alternativas durante el diseo.
Incrementa la probabilidad de que los modos de falla y sus efectos sobre la
operacin del
sistema sean considerados durante el diseo.
Proporciona una informacin adicional para ayudar en la planeacin de
programas de
pruebas concienzudos y eficientes.
Desarrolla una lista de modos, clasificados conforme a su probable efecto
sobre el cliente.
Proporciona un formato documentado abierto para recomendar acciones que
reduzcan el riesgo para hacer el seguimiento de ellas.
Detecta fallas en donde son necesarias caractersticas de autocorreccin o de
leve proteccin.
Identifica los modos de fallas conocidas y potenciales que de otra manera
podran pasar
desapercibidos.
Detecta fallas primarias, pero a menudo mnimas, que pueden causar ciertas
fallas secundarias.
Modos de fallas
Se define como falla toda condicin de operacin de cualquier tipo o
componente que este fuera de un estndar definido. Los modos de fallas se
definen como la manera o forma en la cual el producto o proceso de falla; es
decir, deja de cumplir la funcin para la cual fue diseado, para identificar
todos los posibles modos de fallas, es necesario considerar que estos pueden
caer dentro de una de cinco categoras:
Falla total: se pierde toda la funcin
Falla parcial: se pierde parte de la funcin
Falla intermitente: se pierde la funcin en ocasiones
Falla progresiva: la funcin se pierde y se incrementa gradualmente la prdida.
Falla por sobre funcionamiento: la funcin se encuentra por encima del diseo.
Por otra parte, la primera fase para identificar los posibles modos de fallas es
analizar por diversas las fallas o interrupciones que hayan existido, de no
encontrar con esa informacin, se puede hacer otros anlisis que se pueden
sintetizar con las siguientes preguntas: Cules son las funciones?, De qu
pueden fallar?, Qu causa que fallen? Qu sucede cuando fallan?, Qu
ocurre si falla?, Qu se puede hacer para prevenir los fallos? Qu sucede si
no puede prevenirse el fallo?
Ocurrencia (O)
La ocurrencia es una evaluacin de la probabilidad de que suceda una causa
en particular y resulte en un modo de falla durante la vida til de un equipo o
sistema.
La tabla 2.6.2 muestra los criterios para evaluar la ocurrencia.
20
Severidad (S)
La severidad es una evaluacin de cuan perjudicial es sobre el cliente el efecto
de un modo de falla del sistema o equipo en particular.
En la tabla 2.6.2 se pueden observar los criterios de avaluacin sugeridos y los
sistemas de clasificacin para la severidad de los efectos para un AMEF
aplicado al diseo (segn las normas de la AIAG) (The Automotive Idsutry
Action Group)
Tabla: 2.6.2 Criterios de evaluacin de la ocurrencia para un
AMEF
Fuente
Es conveniente hacer algunas observaciones a la tabla de severidad:
Las escalas no discriminan entre fallas que resultan en muerte catastrfica,
dao personal
o mejor o violacin a regulaciones gubernamentales.
Un efecto detectado por la mayora de los clientes es menor que la mitad de la
escala P
superior a la severidad.
Ningn efecto tiene un nivel igual a uno (1) y no hay nivel cero (0)
21
Tabla: 2.6.3 Criterios de severidad
Fuente
Deteccin (O)
La deteccin es una evaluacin de la probabilidad de que un control
vigente (para diseo o fabricacin) detecte la causa de un modo de falla
previnindolo antes de que llegue al cliente. En la tabla 2.6.4 se
muestra los criterios aplicados por la AIAG para la evaluacin y
clasificacin para la deteccin de efectos para un AMEF aplicado al
diseo
22
Tabla: 2.6.4 Criterios para estudiar la deteccin en sistema
Fuente
ndice de probabilidad de riesgo (IPR)
El ndice de probabilidad de riesgo es el producto matemtico de la gravedad
de un efecto (severidad), la probabilidad de que la causa provocara la falla
asociada con ese efecto (ocurrencia) y la habilidad de detectar la falla antes de
que llegue al cliente (deteccin). En forma de una ecuacin podemos describir:
IPR=S x O x D (5)
En donde:
IPR: ndice de probabilidad de riesgo
S: Severidad
O: Ocurrencia
D: Deteccin
El IPR es utilizado para ayudar a identificar los riesgos ms serios y conducir a
la accin de mantenimiento hacia ese sentido con la finalidad de disminuir las
fallas.
23
7 MARCO CONEPTUAL
DISEO:
Disear es formular un plan para satisfacer una necesidad especfica o
resolver un problema. Si el plan resulta en la creacin de algo fsicamente real,
entonces el producto debe ser funcional, seguro, confiable, competitivo, til,
que pueda fabricarse y comercializarse.
El diseo es un proceso innovador y altamente iterativo. Tambin es un
proceso de toma de decisiones. Algunas veces stas deben tomarse con muy
poca informacin, en otras con apenas la cantidad adecuada y en ocasiones
con un exceso de informacin parcialmente contradictoria. Algunas veces las
decisiones se toman de manera tentativa, por lo cual es conveniente
reservarse el derecho de hacer ajustes a medida que se obtengan ms datos.
Lo importante es que el diseador en ingeniera debe sentirse personalmente
cmodo cuando ejerce la funcin de toma de decisiones y de resolucin de
problemas.
2
3
4
5
6
INTECAMBIADOR DE CALOR
NEUTRALIZACION
DESODORIZACION
TRYSIL
TONSIL
24
CAPTULO III
METODOLOGA
III METODOLOGIA
1 Tipo de estudio
Aplicada
2 Diseo de investigacin
Experimental
3 Hiptesis
El diseo de este plan de mantenimiento centrado en la confiabilidad
ara ms disponibles a los intercambiadores de calor
4 Identificacin de variables
25
Variable independiente
Mantenimiento Centrado en la Confiabilidad
Variable dependiente
Operacionalizacion de variables
variable
Definicin
conceptual
Definicin
operacional
Indicadores
Escala de
medicin
5 Poblacin, muestra y muestreo
1
Poblacin
Todos los intercambiadores de calor de la empresa de Industrias de
Grasas y Aceites S.A
Muestras
Todos los intercambiadores de calor del rea de refinado de la empresa
de Industrias de Grasas y Aceites S.A
Unidad de anlisis
Todos los intercambiadores del rea de refinado en la empresa de
Industrias de Grasas y Aceites S.A
6 Criterios de Seleccin
Inclusin
En esta investigacin se incluyeron todos los intercambiadores usados
en el proceso de refinado.
Exclusin
Para esta investigacin excluyeron equipos como los ablandadores de
agua, caldero de aceite trmico, para el proceso no son equipos crticos,
pero si se le podra disear un mantenimiento centrado a la
confiabilidad.
7
Tcnicas e instrumentacin de recoleccin de fatos
Las tcnicas e instrumentos, fuentes e informantes a utilizarse en el
presente proyecto de investigacin sern:
26
Tcnicas
Instrumentos
Entrevista
Gua de entrevista
Encuesta
Cuestionario de
Preguntas
Gua de Observacin
Observacin
Fuentes
Informticas
Entrevista
Encuesta
Observacin
8 Validacin y Confiabilidad de Instrumento
9 Mtodos de anlisis de datos
10 Consideraciones ticas
CAPTULO VI
27
ASPECTOS
ADMINISTRATIVOS
IV ASPECTOS ADMINISTRATIVOS
1 Recursos
1
Humanos
2
Presupuesto
2 FINANCIAMIENTO
3 CRONOGRAMA DE EJECUCION
28
CAPTULO V
REFERENCIAS
BIBLIOGRAFICAS
29
V REFERENCIA BIBLIOGRAFICAS
30
ANEXOS
31
En la (fig.2.1) se muestra el tanque de almacenamiento de crudo, el aceite crudo
de soya comprada del extranjero y es almacenada en un tanque de 1500
toneladas que luego es bombeado al tanque de neutralizacin.
Fig.:2.1 Tanque de almacenamiento de crudo
Fuente: Elaboracin propia
Neutralizacin (Fig. 2.2), en este proceso se le agrega cido fosfrico en 30C
luego de media horade calentado se le aplica a 70-80C se le agrega soda
32
caustica (1) diluida a alta agitacin (90 RPM) y despus de 30 min de agitado (2)
a esa revolucin se le baja (15 RPM) trabajando 15 minutos luego se apaga y se
deja reposar
30 minutos, en las cuales se separa el aceite neutralizado y la
borra, la borra es un sub-producto que a travs de otro proceso se extrae cidos
grasos, todo este proceso se calienta con vapor de agua (4)
Fig.:2.2 Tanque de neutralizacin
Fuente: Elaboracin propia
Lavado (Fig. 2.3), en este proceso se le agrega vapor de agua (2) por el serpentn
que tiene el tanque hasta llegar a los 85-90C aproximadamente, una vez llegada
a esa temperatura se le agrega agua a 90C por medio de una duchas (1), todo
esto estar por 30 minutos, una vez pasado ese tiempo se bombea al tanque de
blanqueado.
33
Fig.:2.3 Tanque de lavado
Fuente: Elaboracin propia
Blanqueado (Fig.2.4), aqu el aceite neutro y lavado se le agrega vapor de agua
(4) para calentar el aceite mediante un serpentn que contiene internamente el
tanque hasta que llegue los 110C, luego se le agrega agua (2) a 90C
posteriormente se le agrega tonsil (3) (tierras blanqueadoras) para blanquear el
aceite, la cantidad de tierra necesaria depende de la cantidad de color del aceite
y del grado de decoloracin que se quiera obtener
y trycin (5) para quitar
partculas de jabn y se lo deja agitando (1) por 30 minutos, luego es bombeando
a dos filtros prensa como se ve en la Fig. 2.5 (F.P-1 / F.P-2)
Fig.:2.4 Tanque de blanqueado
Fuente: Elaboracin propia
Filtros prensa (Fig. 1.5), en este proceso el aceite blanqueado pasa por una
placas (1) en las que quedan las tierras blanqueadoras (2) las cuales son
desechadas y el aceite pasa limpio que luego es enviado (3) hacia un
intercambiador
34
Fig.:2.5 filtros prensas
Fuente: Elaboracin propia
Intercambiador de calor tipo casco tubo (Fig. 2.6A), el cual tiene como fin enfriar
el aceite ya que este trabaja con agua blanda previamente ya tratada (Fig. 2.6B)
(Entrada E-1), luego de haber pasado por el intercambiador es almacenado en un
tanque pulmn (Fig. 2.6) que luego ser bombeado al tanque de almacn.
Pues este intercambiador tipo casco tubo, presenta fallas, se obstruye y el cual
se requiere mantenimiento correctivo de inmediato el cual hace parar la
produccin.
35
Fig.:2.6A Intercambiador de calor, tipo casco tubo
Fuente: Elaboracin propia
Fig.:2.6B tanques ablandadores de agua cruda
Fuente: Elaboracin propia
Esta agua cruda que es ablandada (Fig. 2.6B) trabaja en un circuito cerrado, es
decir el flujo de agua que se utiliza en los intercambiadores es enviada a una
torre de enfriamiento (Fig. 2.6C) para que esta enfri el agua que viene caliente
nuevamente pase por los tanques ablandadores y se repita una y otra vez el
proceso y no se desperdicie agua.
36
Fig.:2.6C torre de enfriamiento de agua blanda
Fuente: Elaboracin propia
En este tanque pulmn (Fig. 2.6), se almacenara el aceite filtrado (70C
aproximadamente) que luego ser pre-calentado ingresado (Fig. 2.7B) (4) a dos
intercambiadores de calor (alfa laval) (Fig. 2.7B) aprovechando el calor del (Fig.
2.7B) (S1T2, salida de aceite) aceite que
est bajando del tanque de
desodorizado (Fig. 2.7B) (7) de por lo menos dos horas de calentado (a vapor
directo) el aceite (250C aproximadamente), y este aceite estando ya precalentado (Fig. 2.7B) (5) y es enviado al tanque de almacenamiento (Fig. 2.8)
que luego ser enviado al intercambiador alfa nova tipo espiral (Fig. 2.7B) (8) el
cual trabaja (Fig. 2.9) con aceite termino (280 C aproximadamente) previamente
calentado en un calderin (Fig. 2.10)
37
Fig.:2.6 tanque pulmn
Fuente: Elaboracin propia
En estos intercambiadores de calor (Fig. 2.7) presentan un problema que las
empaquetaduras de la bridas se carbonizan por lo mismo que estos trabajan a
altas temperaturas y se soplan hay fuga de aceite mayormente en la entrada del
aceite que baja del dezodorizador.
Fig.:2.7A Intercambiadores de calor alfa laval tipo 400-88H
Fuente: Elaboracin propia
De la Fig. 2.7B:
(1) Vlvula se serrara cuando se termine el proceso de desodorizado (2 horas),
entonces se abre la vlvula (2) pasa a proporcionar tu calor (enfriar) (E2T1) sale
por (S2T2) y entra por (S2T1) y vuelve a salir por (S2T2) (6) en donde el aceite
sale con menos temperatura y enviado a los intercambiadores de calor alfa naval
de tipo M6- MF6 (Fig. 2.7C)
En el instante que la vlvula (1) est cerrada la lnea de aceite precalentado (3)
estar cargando hasta que la vlvula (1) se habr, eso ser cuando se termine de
bajar todo el aceite de desodorizado.
38
Fig.:2.7B Intercambiadores de calor alfa laval tipo 400-88H
Fuente: Elaboracin propia
Este es el ltimo proceso por el cual pasa el aceite, llega desde la salida de la Fig.
2.7 (6) la cual es entrada en el intercambiador (Fig. 2.7D) (7) en donde sale y
entra en (5) y sale ms frio (6) directo al tanque de almacenamiento de
embazado que posterior mente ser embazado a botellas, galones cilindros, etc.,
donde es enfriado con agua ablandada (entradas 3 y1) y salidas (4 y 2) est agua
es enviada a la torre de enfriamiento.
Fig.:2.7C Intercambiadores de calor alfa laval tipo M6 MF6
Fuente: Elaboracin propia
39
Fig.:2.7D Intercambiadores de calor alfa laval tipo M6 MF6
Fuente: Elaboracin propia
Fig.:2.8 tanque almacenamiento
Fuente: Elaboracin propia
Este intercambiador (Fig. 2.9) trabaja con el aceite pre-calentado bombeado
desde el tanque de almacn ingresando por una entrada(2) y por la otra (1)
ingresando el aceite trmico previamente dicho antes ya, pues este flujo de
aceite pre-calentado se procesa cada dos horas, pero el aceite trmico sigue
40
circulando en un circuito cerrado lo que hace que carbonice las paredes baadas
en aceite un vez quedado vaco hasta dos horas que de nuevo se comience a
pasar aceite pre-calentado, como a diario pasan 8 veces aceite, entonces eso
que se va carbonizando dentro de las pareces del intercambiador tiene como
consecuencia la demora en calentar el aceite, demora en pasar el aceite porque
est demasiado casi tapado en su totalidad como son espacio muy pequeos
esto hace que se haga mantenimiento correctivo y por ende parada de
produccin.
Fig.:2.9 Intercambiador de calor alfa nova tipo espiral
Fuente: Elaboracin propia
Desodorizain (Fig. 2.10), en este proceso se trabaja al vaco y se calienta hasta
los 250C mientras se le pasa una corriente de vapor directo, las sustancias
voltiles son arrastradas dejando al aceite libre de olores y con un sabor suave.
El aceite trabaja con en un circuito cerrado por medio de un intercambiador de
calor de tipo alfa nova el cual trabaja con aceite trmico que es previamente pre
calentado
por
medio
de
un
calderin
alimentado
por
un
tanque
de
almacenamiento de aceite pre-calentado.
Hay que evitar todo contacto con el oxgeno, pues produce oxidaciones
indeseables; el vapor que se utiliza debe estar desaireado, no debe de haber
entradas de aire y el vaco debe ser muy alto
41
Fig.:2.10 Desodorizador
Fuente: Elaboracin propia.
Fig.:2.11 calderin
Fuente: Elaboracin propia
42
TANQUE
DE
ALMACE
NAMIENT
O DE
CRUDO
DOMON1
TRICIN
VAPO
TANQUE
DE
NEUTRAL
IZADO
TANQ
UE
DE
AGUA
BLAN
A
VAPO
DOMON2
AGUA
TONSIL
ACIDO
FOSFORICO
TANQUE
DE
70C LAVADO
TANQUE
DE
BLANQU
EADO
VAPO
100C
F.
P
1
F.
P
2
I.C-1
TANQUE
DE
PULMON
85110C
VAPO
150C
SODA
CAUSTICA
270C
DOMON3
TANQUE
DE
DESODO
RIZACIO
N
TANQUE
DE
ALAMCE
N
70C
250C
AGUA
I.C-2
230C E2T1
S1T2
CALDERIN
DE ACEITE
TERMICO
S1T2
I.C-3.1
250C
E1T1
I.C-3.2
40C
S2T2
E2T1
S2T2
E1T1 70C
I.C-4.1
I.C-4.2
TANQUE DE
ALMANCEN DE ACEITE
TERMINADO PARA
EMBAZADO
EMBAZAD
O
43
Potrebbero piacerti anche
- Trabajo Mecanicos Las Bambas JulioDocumento5 pagineTrabajo Mecanicos Las Bambas JulioVictor Guzman PretellNessuna valutazione finora
- Lista ChancadoDocumento2 pagineLista ChancadoVictor Guzman PretellNessuna valutazione finora
- Copia #Documento13 pagineCopia #Victor Guzman PretellNessuna valutazione finora
- M-SIC-001 02 Gobernabilidad Interna V05 Ene 09Documento6 pagineM-SIC-001 02 Gobernabilidad Interna V05 Ene 09Victor Guzman PretellNessuna valutazione finora
- Riss 12.Documento11 pagineRiss 12.Victor Guzman PretellNessuna valutazione finora
- Ficha Tecnica Tecle Manual Palanca - UNO Plus ADocumento3 pagineFicha Tecnica Tecle Manual Palanca - UNO Plus AVictor Guzman PretellNessuna valutazione finora
- Tiempos MuertosDocumento3 pagineTiempos MuertosVictor Guzman PretellNessuna valutazione finora
- Charla 04-10-2014Documento8 pagineCharla 04-10-2014Victor Guzman PretellNessuna valutazione finora
- Plan D CTG 12Documento24 paginePlan D CTG 12Victor Guzman PretellNessuna valutazione finora
- Tiempo de La VidaDocumento1 paginaTiempo de La VidaVictor Guzman PretellNessuna valutazione finora
- Presentación1 Tema Ptar BiolepDocumento5 paginePresentación1 Tema Ptar BiolepVictor Guzman PretellNessuna valutazione finora
- M-SIC-001 04 Implementación y Control V09 Sep 09Documento15 pagineM-SIC-001 04 Implementación y Control V09 Sep 09Victor Guzman PretellNessuna valutazione finora
- M-SIC-001 A 01 Correspondencia Entre Normas V01 Ago 08Documento5 pagineM-SIC-001 A 01 Correspondencia Entre Normas V01 Ago 08Victor Guzman PretellNessuna valutazione finora
- Tanques Industriales Rotoplas CatalogoDocumento43 pagineTanques Industriales Rotoplas CatalogoVictor Guzman PretellNessuna valutazione finora
- Ficha Tecnica BiodigestorDocumento2 pagineFicha Tecnica BiodigestorVictor Guzman PretellNessuna valutazione finora
- Ficha Tecnica Tinaco Sistema Clasico y Basico BicapaDocumento3 pagineFicha Tecnica Tinaco Sistema Clasico y Basico BicapaVictor Guzman PretellNessuna valutazione finora
- Ficha Tecnica Tanques NodrizaDocumento3 pagineFicha Tecnica Tanques NodrizaVictor Guzman PretellNessuna valutazione finora
- Tratamiento PtarDocumento2 pagineTratamiento PtarVictor Guzman PretellNessuna valutazione finora
- 0 Dac 80 EdDocumento3 pagine0 Dac 80 EdVictor Guzman PretellNessuna valutazione finora
- Ficha Tecnica Tanques para Agua y QuimicoDocumento3 pagineFicha Tecnica Tanques para Agua y QuimicoVictor Guzman PretellNessuna valutazione finora
- Ficha Captacion PluvialDocumento1 paginaFicha Captacion PluvialVictor Guzman PretellNessuna valutazione finora
- Ficha Tecnica Tinaco Sistema Equipado TricapaDocumento3 pagineFicha Tecnica Tinaco Sistema Equipado TricapaVictor Guzman PretellNessuna valutazione finora
- Ficha Bebederos ComederosDocumento1 paginaFicha Bebederos ComederosVictor Guzman PretellNessuna valutazione finora
- Ficha Bebederos EscolaresDocumento1 paginaFicha Bebederos EscolaresVictor Guzman PretellNessuna valutazione finora
- Ficha TolvasDocumento3 pagineFicha TolvasVictor Guzman PretellNessuna valutazione finora
- Adm de Empresas PrepaDocumento24 pagineAdm de Empresas PrepaHugo Alexis Ramírez MarNessuna valutazione finora
- Material Curso Avanzado de Ventas DirectasDocumento51 pagineMaterial Curso Avanzado de Ventas DirectasELINessuna valutazione finora
- Manual de R&G PharmaDocumento27 pagineManual de R&G PharmaPaula Delgado BenavidesNessuna valutazione finora
- Taller de EbanisteriaDocumento14 pagineTaller de EbanisteriaMario TapiaNessuna valutazione finora
- Plan de Gestión de Las Adquisiciones PROYECTO DE IRRIGACION DOLEDocumento5 paginePlan de Gestión de Las Adquisiciones PROYECTO DE IRRIGACION DOLEcarloscib911100% (1)
- Lopez Joshua-Consulta 1Documento3 pagineLopez Joshua-Consulta 1Alan Joshua Lopez HerreraNessuna valutazione finora
- Capitulo 2 LogÃ-stica BowersoxDocumento14 pagineCapitulo 2 LogÃ-stica BowersoxAlberto César MárquezNessuna valutazione finora
- Explorando La Noción de Calidad PDFDocumento8 pagineExplorando La Noción de Calidad PDFfabioNessuna valutazione finora
- Bitacora de Actividades 2 - Segundo SemestreDocumento5 pagineBitacora de Actividades 2 - Segundo SemestreRodrigo ValenzuelaNessuna valutazione finora
- Examen AA1Documento6 pagineExamen AA1ɑlejo RiveraNessuna valutazione finora
- A Formación de Un Auditor IntegralDocumento5 pagineA Formación de Un Auditor Integralricardo santanderNessuna valutazione finora
- Control Interno Audi AdmonDocumento13 pagineControl Interno Audi Admonrocsanna gutierrezNessuna valutazione finora
- Calidad y CompetitividadDocumento10 pagineCalidad y CompetitividadIbraim SandovalNessuna valutazione finora
- Debe Una Empresa Adaptarse A Las Creencias Religiosas Que Dificultan El Uso de Equipo de Protección PersonalDocumento3 pagineDebe Una Empresa Adaptarse A Las Creencias Religiosas Que Dificultan El Uso de Equipo de Protección PersonalSergio Andres Moreno100% (1)
- Actividad Semana 4 ISO 9001: MODULO 2Documento5 pagineActividad Semana 4 ISO 9001: MODULO 2AlejiiTa AguasNessuna valutazione finora
- 3 Sistema de Gestion de Calidad - DiapositivasDocumento17 pagine3 Sistema de Gestion de Calidad - DiapositivasBrendaRaquel ConchaCarhuanchoNessuna valutazione finora
- Taller Auditor Interno, ResumenDocumento73 pagineTaller Auditor Interno, ResumenCrisaidy RamirezNessuna valutazione finora
- MATRIZDocumento14 pagineMATRIZPam TipànNessuna valutazione finora
- FARMACIA ALEX MejoradoDocumento15 pagineFARMACIA ALEX MejoradoalexkontrerasNessuna valutazione finora
- Gerencia Del Servicio - Todos GanamosDocumento22 pagineGerencia Del Servicio - Todos GanamosRosalba Corbacho OrozcoNessuna valutazione finora
- Politica Contable de ProveedoresDocumento3 paginePolitica Contable de ProveedoresCatalina Pérez88% (8)
- Activdad 1 CalidadDocumento6 pagineActivdad 1 CalidadAbigail CMNessuna valutazione finora
- AGAU0108 Cert AGRICULTURA ECOLÓXICA PDFDocumento16 pagineAGAU0108 Cert AGRICULTURA ECOLÓXICA PDFAnonymous mXsBtz3Nessuna valutazione finora
- Asociatividad para La ExportacionDocumento13 pagineAsociatividad para La ExportacionMilena RodriguezNessuna valutazione finora
- Investigación Evaluativa 1Documento5 pagineInvestigación Evaluativa 1Alexandra Zevallos SaavedraNessuna valutazione finora
- Carga Completa y de Grupaje-Santiago PeñafielDocumento10 pagineCarga Completa y de Grupaje-Santiago PeñafielSantiago PeñafielNessuna valutazione finora
- Presentación de Maestranza WildeDocumento27 paginePresentación de Maestranza WildeBenito Bugedo WildeNessuna valutazione finora
- Historia de La Inspeccion AutomaticaDocumento3 pagineHistoria de La Inspeccion AutomaticaSandra Covarrubias EscobedoNessuna valutazione finora
- Norma NTG 41075 Astm c497m-05Documento33 pagineNorma NTG 41075 Astm c497m-05Carlos GeoNessuna valutazione finora
- Eficacia - Cca-Alba GarzonDocumento36 pagineEficacia - Cca-Alba GarzonMarcelo López VarasNessuna valutazione finora