Potrebbero piacerti anche
- Planta Electrica HY GDH20 IDocumento1 paginaPlanta Electrica HY GDH20 IHugo Fagua0% (1)
- Foro y EvaluacionesDocumento28 pagineForo y EvaluacionesHugo FaguaNessuna valutazione finora
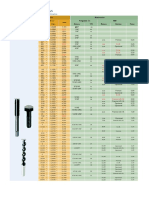
- Brocas Machuelos PDFDocumento3 pagineBrocas Machuelos PDFmigas_migue2856Nessuna valutazione finora
- ConduitDocumento1 paginaConduitDanny ChachaNessuna valutazione finora
- Regulacion ControlDocumento9 pagineRegulacion ControlOflodor OrniNessuna valutazione finora
- Puesta A Tierra de Instalaciones EléctricasDocumento127 paginePuesta A Tierra de Instalaciones Eléctricasjldebiais100% (18)
- Comandos EléctricosDocumento32 pagineComandos EléctricosHugo FaguaNessuna valutazione finora
- Proyecto RETIQDocumento89 pagineProyecto RETIQDiego F. MonroyNessuna valutazione finora
- Link Videos PARA DESARROLLO DE MANTENIMIENTODocumento2 pagineLink Videos PARA DESARROLLO DE MANTENIMIENTOHugo FaguaNessuna valutazione finora
- Accionamientos ElectromecánicosDocumento36 pagineAccionamientos ElectromecánicosHugo FaguaNessuna valutazione finora
- Generac I On Corrie Nte AlternaDocumento12 pagineGenerac I On Corrie Nte AlternaRafael CastellanosNessuna valutazione finora
- Punto TallerDocumento6 paginePunto TallerHugo FaguaNessuna valutazione finora
- Link Videos 3Documento1 paginaLink Videos 3Hugo FaguaNessuna valutazione finora
- Tiristores UJCMDocumento18 pagineTiristores UJCMGustavo VargasNessuna valutazione finora
- Mantenimiento Correctivo Diagnostico de Fallas en Equipos PDFDocumento33 pagineMantenimiento Correctivo Diagnostico de Fallas en Equipos PDFMortadelo AngaritaNessuna valutazione finora
- Formatos de Mantenimiento IndustrialDocumento15 pagineFormatos de Mantenimiento Industrialguyglesias100% (10)
- Cronograma Redes ElectricasDocumento1 paginaCronograma Redes ElectricasHugo FaguaNessuna valutazione finora
- Como Fabricar Un ProbadorDocumento4 pagineComo Fabricar Un ProbadorNelson MartinezNessuna valutazione finora
- HE 3 75 HE 3 100: Bombas Alta PresiónDocumento2 pagineHE 3 75 HE 3 100: Bombas Alta PresiónPerdoname Por FavorNessuna valutazione finora
- Esfuerzos Estáticos en TornillosDocumento8 pagineEsfuerzos Estáticos en TornillosHugo FaguaNessuna valutazione finora
- Clase TiristoresDocumento37 pagineClase TiristoresHugo Fagua0% (1)
- Lubricacion IndustrialDocumento329 pagineLubricacion Industrialbrayangamba95% (19)
- Electrotecnia III AlumnosDocumento22 pagineElectrotecnia III AlumnosjavierNessuna valutazione finora
- Taller Diseño de LevasDocumento1 paginaTaller Diseño de LevasHugo FaguaNessuna valutazione finora
- ProcesosDocumento14 pagineProcesosHugo FaguaNessuna valutazione finora
- Analisis de Un TramoDocumento7 pagineAnalisis de Un TramoHugo FaguaNessuna valutazione finora
- El Cambio ClimáticoDocumento3 pagineEl Cambio ClimáticoHugo FaguaNessuna valutazione finora
- Actividad Primera SemanaDocumento12 pagineActividad Primera SemanaHugo FaguaNessuna valutazione finora
- Informe de Práctica de Fundicion en Molde de Arena Con AlmaDocumento6 pagineInforme de Práctica de Fundicion en Molde de Arena Con AlmaHugo FaguaNessuna valutazione finora
- Sam70es ManualDocumento185 pagineSam70es ManualAndrés RamírezNessuna valutazione finora
- Proyecto - Intercambiadores de Calor-1Documento14 pagineProyecto - Intercambiadores de Calor-1Quimbayo JairNessuna valutazione finora
- Banco de Química Ciclo Setiembre - Diciembre 2020 PDFDocumento78 pagineBanco de Química Ciclo Setiembre - Diciembre 2020 PDFEdwin BayonaNessuna valutazione finora
- Manual Airless 6900XLT DIDocumento32 pagineManual Airless 6900XLT DIOswaldo Santoyo100% (1)
- Informe 1Documento13 pagineInforme 1marylin sanchezNessuna valutazione finora
- Biologia TallerDocumento6 pagineBiologia Tallernilsa yamile meloNessuna valutazione finora
- Ficha Técnica Masivo 480 EcDocumento2 pagineFicha Técnica Masivo 480 EcMaría Victoria Terán IparraguirreNessuna valutazione finora
- INCINERACIONDocumento13 pagineINCINERACIONJorge Hugo OjedaNessuna valutazione finora
- Practica 6 Destilacion Etanol FinalDocumento19 paginePractica 6 Destilacion Etanol FinalMikha RivasNessuna valutazione finora
- Cristalizadores IndustrialesDocumento10 pagineCristalizadores IndustrialesMariana GhiglioneNessuna valutazione finora
- Lab #1 Peso Molecular y Densidad de AireDocumento6 pagineLab #1 Peso Molecular y Densidad de AireLuis E. Acevedo CastillaNessuna valutazione finora
- Ficha Técnica de Una Sustancia QuímicaDocumento14 pagineFicha Técnica de Una Sustancia QuímicaPeper MoraNessuna valutazione finora
- Balance de EnergíaDocumento27 pagineBalance de EnergíaNicolás Castillo SotoNessuna valutazione finora
- Medios de CultivoDocumento3 pagineMedios de CultivoDávid Santos HuancasNessuna valutazione finora
- Cuantificas Los Cambios en El EntornoDocumento7 pagineCuantificas Los Cambios en El EntornoLyn GilbertNessuna valutazione finora
- La - Replicacion - Del - ADN - LecturaDocumento14 pagineLa - Replicacion - Del - ADN - LecturamanuelenecpNessuna valutazione finora
- Síntesis de TranscripciónDocumento3 pagineSíntesis de TranscripciónXimena Galv�n ReynaNessuna valutazione finora
- INDICADORES DE LA ESTERILIZACIÓN (Autoguardado)Documento25 pagineINDICADORES DE LA ESTERILIZACIÓN (Autoguardado)Natalia MoralesNessuna valutazione finora
- La-Materia-Y-Sus-Interacciones 1Documento29 pagineLa-Materia-Y-Sus-Interacciones 1Luis Fernando González MuñozNessuna valutazione finora
- Criterios de Diseño - Ing. Carlos HigueraDocumento4 pagineCriterios de Diseño - Ing. Carlos HigueraEfrain AycaNessuna valutazione finora
- Receta de La KombuchaDocumento3 pagineReceta de La KombuchaManuel Flores MozoNessuna valutazione finora
- Ejercicios Resueltos Segundo CorteDocumento25 pagineEjercicios Resueltos Segundo CorteMarilyn CaruciNessuna valutazione finora
- SG-PTS-MCA-033 Reparación de Tanques de Combustible Camiones 793Documento7 pagineSG-PTS-MCA-033 Reparación de Tanques de Combustible Camiones 793MAGDA CARVAJALNessuna valutazione finora
- IncineradoraDocumento20 pagineIncineradoraJuan Carlos Arcos VelascoNessuna valutazione finora
- Cuadernillo-20210201 181049yMeGDocumento3 pagineCuadernillo-20210201 181049yMeGrobert calloapazaNessuna valutazione finora
- Guia #3 de Fisic 11°Documento4 pagineGuia #3 de Fisic 11°Erasmo Correa OrtegaNessuna valutazione finora
- Descomposicion Del Peroxido de Hidrogeno Catalizada Con Dicrom. de PotasioDocumento3 pagineDescomposicion Del Peroxido de Hidrogeno Catalizada Con Dicrom. de PotasioItay BrennerNessuna valutazione finora
- Metodos de Separacion de MezclasDocumento3 pagineMetodos de Separacion de MezclasCano Poloche Cristian CamiloNessuna valutazione finora
- Utilidades Como Tecnica de IdentificacionDocumento4 pagineUtilidades Como Tecnica de IdentificacionEmmyNessuna valutazione finora
- Propiedades TermofísicasDocumento5 paginePropiedades TermofísicasSheriff RicceNessuna valutazione finora
- Manufactura JMTDocumento26 pagineManufactura JMTLAURA PAOLA QUIMBAYO HERNANDEZNessuna valutazione finora