Potrebbero piacerti anche
- Design Considerations For AssemblyDocumento3 pagineDesign Considerations For AssemblySheetal SoniNessuna valutazione finora
- The Fundamentals of Segmented Woodturning: Projects, Techniques & Innovations for Today’s WoodturnerDa EverandThe Fundamentals of Segmented Woodturning: Projects, Techniques & Innovations for Today’s WoodturnerValutazione: 4 su 5 stelle4/5 (1)
- Detailed Design For Assembly GuidelinesDocumento5 pagineDetailed Design For Assembly GuidelinesChethan SkNessuna valutazione finora
- © 1998 DRM Associates All Rights Reserved. May Be Printed For Reading, Reference & Distribution With Attribution. Other Use ProhibitedDocumento4 pagine© 1998 DRM Associates All Rights Reserved. May Be Printed For Reading, Reference & Distribution With Attribution. Other Use ProhibitedGM59476Nessuna valutazione finora
- Dfmae Unit 1Documento28 pagineDfmae Unit 1Hariprasad100% (1)
- Kalaignar Karunanidhi Institute of Technology Coimbatore - 641 402 Department of Mechanical EngineeringDocumento95 pagineKalaignar Karunanidhi Institute of Technology Coimbatore - 641 402 Department of Mechanical EngineeringThiru MoorthyNessuna valutazione finora
- Design For Manufacturing - Guidelines: Shri Yogindra Sagar Institute Technology, Ratlam (M.P)Documento4 pagineDesign For Manufacturing - Guidelines: Shri Yogindra Sagar Institute Technology, Ratlam (M.P)Abhay VaishnavNessuna valutazione finora
- CC 5291 M.E Cad Anna UniversityDocumento95 pagineCC 5291 M.E Cad Anna UniversityJsvijay KumarNessuna valutazione finora
- Final PDD Ut 5Documento38 pagineFinal PDD Ut 5Anand KesarkarNessuna valutazione finora
- Product Process Development: Design For X (Assembly, Dissassembly, Poka Yoke, Maintenance)Documento37 pagineProduct Process Development: Design For X (Assembly, Dissassembly, Poka Yoke, Maintenance)Halil Emre DöğdüNessuna valutazione finora
- General Design Principles of Dfma2Documento6 pagineGeneral Design Principles of Dfma2Raj Kumar RNessuna valutazione finora
- Unit 2Documento71 pagineUnit 2Aditya GuptaNessuna valutazione finora
- Appendices: Appendix A - Guidelines For Design For Manufacture (DFM)Documento7 pagineAppendices: Appendix A - Guidelines For Design For Manufacture (DFM)PauloNessuna valutazione finora
- Unit IV CAPD MF5012 ME MFGDocumento42 pagineUnit IV CAPD MF5012 ME MFGKarthikeyan KmbNessuna valutazione finora
- Design For Manufacture and Assembly: Why Use DFMA?Documento12 pagineDesign For Manufacture and Assembly: Why Use DFMA?pradheepkNessuna valutazione finora
- Tools To Improve Funtionality of The Engineering DepartmentDocumento8 pagineTools To Improve Funtionality of The Engineering DepartmentAmmar YasirNessuna valutazione finora
- Design For Manufacture - Assembly (Dfma)Documento136 pagineDesign For Manufacture - Assembly (Dfma)calvin100% (2)
- General Design Principles For Manufacturability PDFDocumento13 pagineGeneral Design Principles For Manufacturability PDFrrameshsmitNessuna valutazione finora
- Me349 DFMDocumento2 pagineMe349 DFMÇağLar KesknNessuna valutazione finora
- Design For Manufacturing and AssemblyDocumento168 pagineDesign For Manufacturing and Assemblygnanasekar100% (2)
- Design For Manufacturing & AssemblyDocumento32 pagineDesign For Manufacturing & AssemblyTarun Gupta100% (1)
- Engineering Economics and Management: Dr. Md. Aynal HaqueDocumento63 pagineEngineering Economics and Management: Dr. Md. Aynal Haquesojib yeasinNessuna valutazione finora
- Tools To Improve Funtionality of The Engineering DepartmentDocumento6 pagineTools To Improve Funtionality of The Engineering DepartmentAmmar YasirNessuna valutazione finora
- Product Design For Manual AssemblyDocumento4 pagineProduct Design For Manual AssemblyErik PrkNessuna valutazione finora
- Design For ManufactureDocumento5 pagineDesign For ManufactureCarolina MosqueraNessuna valutazione finora
- Design For Manufacturing and AssemblyDocumento43 pagineDesign For Manufacturing and Assemblybulon09100% (1)
- The Subject Machine Design Is The Creation of New and Better Machines and Improving The Existing OnesDocumento15 pagineThe Subject Machine Design Is The Creation of New and Better Machines and Improving The Existing OnesshajiNessuna valutazione finora
- Design For ManufacturabilityDocumento5 pagineDesign For Manufacturabilityl8o8r8d8s8i8v8Nessuna valutazione finora
- Maintainability Design CharacteristicsDocumento6 pagineMaintainability Design Characteristicsmuhammad hamzaNessuna valutazione finora
- Group WorkDocumento4 pagineGroup WorkfatrupNessuna valutazione finora
- Actions and Outcomes of Successful Manufacturing Design by 21mmeDocumento4 pagineActions and Outcomes of Successful Manufacturing Design by 21mmeqadir aliNessuna valutazione finora
- 11) Design For Manufacturing-PDDDocumento34 pagine11) Design For Manufacturing-PDDinbhachNessuna valutazione finora
- Fascination of SheetMetal p2 PDFDocumento3 pagineFascination of SheetMetal p2 PDFNaukowyDrpNessuna valutazione finora
- Product Design For Manual AssemblyDocumento95 pagineProduct Design For Manual AssemblySengottaiyan MalaisamyNessuna valutazione finora
- Design For ManufacturingDocumento19 pagineDesign For ManufacturingNaga SundaramNessuna valutazione finora
- Introduction of DesignDocumento13 pagineIntroduction of DesignShreyal JainNessuna valutazione finora
- Actions and Outcomes of Successful Manufacturing Design by 21mmeDocumento4 pagineActions and Outcomes of Successful Manufacturing Design by 21mmeqadir aliNessuna valutazione finora
- DFM 6Documento21 pagineDFM 6Shreya UppuNessuna valutazione finora
- Machine Design Considerations and ProcedureDocumento3 pagineMachine Design Considerations and ProcedureasasdNessuna valutazione finora
- Project Jig & Fixture 20122013Documento43 pagineProject Jig & Fixture 20122013adibah ismail100% (12)
- ProjectDocumento15 pagineProjectpravdivNessuna valutazione finora
- DFA MethodsDocumento30 pagineDFA MethodsJoe MoeNessuna valutazione finora
- DFM Checklist ExcelVersionDocumento11 pagineDFM Checklist ExcelVersionMark Wilkinson100% (2)
- CH 8 EnglishDocumento46 pagineCH 8 EnglishelangandhiNessuna valutazione finora
- Casting Design: Cost Factors & ReductionDocumento7 pagineCasting Design: Cost Factors & ReductionSantosh DabholeNessuna valutazione finora
- DME Unit 1Documento60 pagineDME Unit 1sachinroy8638Nessuna valutazione finora
- Part Standardization: The Zero-Based Standardization ApproachDocumento4 paginePart Standardization: The Zero-Based Standardization ApproachrodrigofumoNessuna valutazione finora
- General Design RulesDocumento2 pagineGeneral Design RulesVinayakNessuna valutazione finora
- General Design RulesDocumento2 pagineGeneral Design RulesVinayakNessuna valutazione finora
- Machine Design Book-Ch-01Documento15 pagineMachine Design Book-Ch-01naeema_58Nessuna valutazione finora
- DFM Module 1Documento51 pagineDFM Module 1Orville SutariNessuna valutazione finora
- Design and Fabrication of Fixture For Labyrinth RingDocumento6 pagineDesign and Fabrication of Fixture For Labyrinth RingAkhilesh KumarNessuna valutazione finora
- 1.1 Types of FixturesDocumento19 pagine1.1 Types of FixturesSrinivas DsNessuna valutazione finora
- Objective: Introduction of Machine Design & Process of DesignDocumento2 pagineObjective: Introduction of Machine Design & Process of DesignSanjay KumawatNessuna valutazione finora
- General Introduction: 1.1 What Is Manufacturing (MFG) ?Documento19 pagineGeneral Introduction: 1.1 What Is Manufacturing (MFG) ?Mohammed AbushammalaNessuna valutazione finora
- Final Report PDFDocumento66 pagineFinal Report PDFShashank TiwariNessuna valutazione finora
- Project Jig & Fixture 20112012Documento64 pagineProject Jig & Fixture 20112012adibah ismail100% (1)
- 12628108.GORE SMT EMI Gasket Supersoft Data SheetDocumento2 pagine12628108.GORE SMT EMI Gasket Supersoft Data SheetCADTDDNessuna valutazione finora
- Section A-A SCALE 10: 1Documento1 paginaSection A-A SCALE 10: 1CADTDDNessuna valutazione finora
- TR Fastenings TR - KF2Documento1 paginaTR Fastenings TR - KF2CADTDDNessuna valutazione finora
- CS3844Documento1 paginaCS3844CADTDDNessuna valutazione finora
- SMR-TS-1.7-1.6-3.6GRE Draft Spec Sheet - 200416Documento1 paginaSMR-TS-1.7-1.6-3.6GRE Draft Spec Sheet - 200416CADTDDNessuna valutazione finora
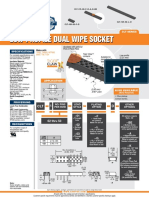
- PRODUCT NUMBER: 0327-0-15-80-34-80-10-0: Data SheetDocumento3 paginePRODUCT NUMBER: 0327-0-15-80-34-80-10-0: Data SheetCADTDDNessuna valutazione finora
- PRODUCT NUMBER: 8579-0-15-80-21-84-10-0: Data SheetDocumento3 paginePRODUCT NUMBER: 8579-0-15-80-21-84-10-0: Data SheetCADTDDNessuna valutazione finora
- Produktflyer BADAMID PA9T ENDocumento2 pagineProduktflyer BADAMID PA9T ENCADTDDNessuna valutazione finora
- IAQG KPI ExamplesDocumento4 pagineIAQG KPI ExamplesCADTDDNessuna valutazione finora
- Samtec CLT-104-02-F-D-BEDocumento1 paginaSamtec CLT-104-02-F-D-BECADTDDNessuna valutazione finora
- Guide 1670 En-Macbook ProDocumento7 pagineGuide 1670 En-Macbook ProCADTDD100% (1)
- 3" Core Matte Electrostatic Dissipative 1 Mil Polyimide Circuit Board LabelsDocumento5 pagine3" Core Matte Electrostatic Dissipative 1 Mil Polyimide Circuit Board LabelsCADTDDNessuna valutazione finora
- PRODUCT NUMBER: 0415-0-15-80-16-80-10-0: Data SheetDocumento3 paginePRODUCT NUMBER: 0415-0-15-80-16-80-10-0: Data SheetCADTDDNessuna valutazione finora
- Hi Temp 1Documento1 paginaHi Temp 1CADTDDNessuna valutazione finora
- Keystone Spacer 892Documento1 paginaKeystone Spacer 892CADTDDNessuna valutazione finora
- T-Top800 T-Top800 Top81Documento1 paginaT-Top800 T-Top800 Top81CADTDDNessuna valutazione finora
- Edition X Color Should Get Might Get Gcmi ShadeDocumento2 pagineEdition X Color Should Get Might Get Gcmi ShadeCADTDDNessuna valutazione finora
- Emi Catalog LR 1 1 - Compressed 1Documento40 pagineEmi Catalog LR 1 1 - Compressed 1CADTDDNessuna valutazione finora
- Unit 4Documento40 pagineUnit 4CADTDDNessuna valutazione finora
- CIDEON ECTR Interface To SolidWorks Configuration Manual PDFDocumento102 pagineCIDEON ECTR Interface To SolidWorks Configuration Manual PDFCADTDDNessuna valutazione finora
- LVD Oj 2019-11-27 PDFDocumento11 pagineLVD Oj 2019-11-27 PDFCADTDDNessuna valutazione finora
- Miss MendozaDocumento34 pagineMiss MendozaCADTDDNessuna valutazione finora
- S-532 - UlineDocumento1 paginaS-532 - UlineCADTDDNessuna valutazione finora
- Miss MendozaDocumento31 pagineMiss MendozaCADTDDNessuna valutazione finora
- Polyimide Label Roll: Enter Search Term or Part # All Product CategoriesDocumento2 paginePolyimide Label Roll: Enter Search Term or Part # All Product CategoriesCADTDDNessuna valutazione finora
- Uline Static BagDocumento1 paginaUline Static BagCADTDDNessuna valutazione finora
- Polyimide Label Roll: Enter Search Term or Part # All Product CategoriesDocumento2 paginePolyimide Label Roll: Enter Search Term or Part # All Product CategoriesCADTDDNessuna valutazione finora
- Rhinoceros2 PDFDocumento184 pagineRhinoceros2 PDFwolf72007Nessuna valutazione finora
- Thermlfilm Select 21940Documento2 pagineThermlfilm Select 21940CADTDDNessuna valutazione finora
- CRV07 Service Manual CH 7 PDFDocumento78 pagineCRV07 Service Manual CH 7 PDFPaoloPinardNessuna valutazione finora
- Chassis: WJME3TRS30C192520 - VP: K3UAK4B1000020 - Model: 380T38 AD TRAKKER E.E. - Class: 54 - Group: 07 - Subgroup: 10 - Plate: 40112Documento4 pagineChassis: WJME3TRS30C192520 - VP: K3UAK4B1000020 - Model: 380T38 AD TRAKKER E.E. - Class: 54 - Group: 07 - Subgroup: 10 - Plate: 40112acarisimovicNessuna valutazione finora
- Sukho SPD List Aug 2019Documento100 pagineSukho SPD List Aug 2019Shubham GoelNessuna valutazione finora
- HoshizakiDocumento40 pagineHoshizakiDaniel jimenezNessuna valutazione finora
- Chapter 2 - Oil ExtractionDocumento42 pagineChapter 2 - Oil Extractionsweetness820% (2)
- css9-ppt Hand ToolsDocumento43 paginecss9-ppt Hand ToolsCleo Angelique BañaresNessuna valutazione finora
- Deck, Balcony and Window Safety: A Guideline For The Use, Inspection and Maintenance of Decks, Balconies and WindowsDocumento21 pagineDeck, Balcony and Window Safety: A Guideline For The Use, Inspection and Maintenance of Decks, Balconies and WindowsMinh HoNessuna valutazione finora
- British Gypsum Fixing Products Range LeafletDocumento4 pagineBritish Gypsum Fixing Products Range LeafletvietNessuna valutazione finora
- Electrocraft Linear Motors CatalogDocumento37 pagineElectrocraft Linear Motors CatalogElectromateNessuna valutazione finora
- Wooden Work NameDocumento55 pagineWooden Work Namenaresh singlaNessuna valutazione finora
- Rexnord Swaging HandbookDocumento12 pagineRexnord Swaging Handbookmehdi10000Nessuna valutazione finora
- Fastners PDFDocumento92 pagineFastners PDFSaju ShajuNessuna valutazione finora
- Manual EnglishDocumento31 pagineManual EnglishporkfaceNessuna valutazione finora
- 32 Samss 007Documento38 pagine32 Samss 007sanketNessuna valutazione finora
- 114367a2 or 114367a3 Rear Drive Axle, Differential BrakeDocumento4 pagine114367a2 or 114367a3 Rear Drive Axle, Differential Brakeluis eduardo corzo enriquezNessuna valutazione finora
- Solid-State Memory Camcorder: Ilme-Fx6V/Ilme-Fx6Vk Ilme-Fx6T/Ilme-Fx6TkDocumento134 pagineSolid-State Memory Camcorder: Ilme-Fx6V/Ilme-Fx6Vk Ilme-Fx6T/Ilme-Fx6TkRamazan Fatih özdemirNessuna valutazione finora
- Karcher G1900oh ManualDocumento50 pagineKarcher G1900oh Manualgbt.mustangNessuna valutazione finora
- Service Manual PC14-16R-2Documento282 pagineService Manual PC14-16R-2Gabriel Muntaner100% (3)
- Dfe 29 JGDocumento91 pagineDfe 29 JGKale ArbroughNessuna valutazione finora
- Micracut 202: Precision CuttingDocumento8 pagineMicracut 202: Precision CuttingRepresentaciones y Distribuciones FALNessuna valutazione finora
- Montageanleitung ZST enDocumento16 pagineMontageanleitung ZST enJonathan RojasNessuna valutazione finora
- Samsung 90104-02551-EngDocumento47 pagineSamsung 90104-02551-EngArturas GilysNessuna valutazione finora
- A204TPL-AISH-L-STD-0001-C3-Application of Standards Pipe Supports & Pipe Support Note PDFDocumento77 pagineA204TPL-AISH-L-STD-0001-C3-Application of Standards Pipe Supports & Pipe Support Note PDFAjadNessuna valutazione finora
- Manual 110823 120c Cartoning MachineDocumento61 pagineManual 110823 120c Cartoning Machineandrea772100% (2)
- BP - Field Guide Email - 10-6 PDFDocumento63 pagineBP - Field Guide Email - 10-6 PDFbillm66100% (1)
- Reaffirmed 2004Documento14 pagineReaffirmed 2004Uppala Krishna ChaitanyaNessuna valutazione finora
- SL5635 & SL6635 Series II Parts ManualDocumento138 pagineSL5635 & SL6635 Series II Parts ManualRodney France100% (1)
- Sesion 7Documento40 pagineSesion 7Martin Y. KouNessuna valutazione finora
- PSS20 Cost ReportDocumento385 paginePSS20 Cost Reportjaciel leonNessuna valutazione finora
- Manual de CalandraDocumento22 pagineManual de CalandraGabriel Reyes VasquezNessuna valutazione finora
- Beginning AutoCAD® 2022 Exercise Workbook: For Windows®Da EverandBeginning AutoCAD® 2022 Exercise Workbook: For Windows®Nessuna valutazione finora
- CATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchDa EverandCATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchValutazione: 4 su 5 stelle4/5 (10)
- Certified Solidworks Professional Advanced Surface Modeling Exam PreparationDa EverandCertified Solidworks Professional Advanced Surface Modeling Exam PreparationValutazione: 5 su 5 stelle5/5 (1)
- SketchUp Success for Woodworkers: Four Simple Rules to Create 3D Drawings Quickly and AccuratelyDa EverandSketchUp Success for Woodworkers: Four Simple Rules to Create 3D Drawings Quickly and AccuratelyValutazione: 1.5 su 5 stelle1.5/5 (2)
- A Comprehensive Guide to Video Game Design SchoolsDa EverandA Comprehensive Guide to Video Game Design SchoolsNessuna valutazione finora
- Autodesk Fusion 360: A Power Guide for Beginners and Intermediate Users (3rd Edition)Da EverandAutodesk Fusion 360: A Power Guide for Beginners and Intermediate Users (3rd Edition)Valutazione: 5 su 5 stelle5/5 (2)
- From Vision to Version - Step by step guide for crafting and aligning your product vision, strategy and roadmap: Strategy Framework for Digital Product Management RockstarsDa EverandFrom Vision to Version - Step by step guide for crafting and aligning your product vision, strategy and roadmap: Strategy Framework for Digital Product Management RockstarsNessuna valutazione finora
- Autodesk Fusion 360 Black Book (V 2.0.12670) - Part 1Da EverandAutodesk Fusion 360 Black Book (V 2.0.12670) - Part 1Nessuna valutazione finora
- AutoCAD 2010 Tutorial Series: Drawing Dimensions, Elevations and SectionsDa EverandAutoCAD 2010 Tutorial Series: Drawing Dimensions, Elevations and SectionsNessuna valutazione finora
- Autodesk Fusion 360 Black Book (V 2.0.10027) - Part 2Da EverandAutodesk Fusion 360 Black Book (V 2.0.10027) - Part 2Nessuna valutazione finora
- Ukraine: What Everyone Needs to KnowDa EverandUkraine: What Everyone Needs to KnowValutazione: 4.5 su 5 stelle4.5/5 (117)
- Certified Solidworks Professional Advanced Weldments Exam PreparationDa EverandCertified Solidworks Professional Advanced Weldments Exam PreparationValutazione: 5 su 5 stelle5/5 (1)
- Beginning AutoCAD® 2020 Exercise WorkbookDa EverandBeginning AutoCAD® 2020 Exercise WorkbookValutazione: 2.5 su 5 stelle2.5/5 (3)