Documenti di Didattica
Documenti di Professioni
Documenti di Cultura
284 25300 MA 117 0039 Insp Radiografica (Campo)
Caricato da
TopoilServTitolo originale
Copyright
Formati disponibili
Condividi questo documento
Condividi o incorpora il documento
Hai trovato utile questo documento?
Questo contenuto è inappropriato?
Segnala questo documentoCopyright:
Formati disponibili
284 25300 MA 117 0039 Insp Radiografica (Campo)
Caricato da
TopoilServCopyright:
Formati disponibili
EXPLORACIN Y PRODUCCIN
PROCEDIMIENTO PARA INSPECCIN RADIOGRFICA
(CAMPO)
CLAVE : 284-25300-MA-117-0039
ACTIVO DE PRODUCCIN MUSPAC
FECHA: DICIEMBRE /2000
VERSIN: PRIMERA
284-25300-MA-117-0039
PAG: 2
DICIEMBRE / 2000
EXPLORACIN Y PRODUCCIN
DE: 52
REVISIN: CERO
ELABOR:
REVIS:
APROB:
JCAJ
CAMG/STX
JACS
MANUAL DE PROCEDIMIENTOS
PROCEDIMIENTO PARA INSPECCIN RADIOGRFICA (CAMPO)
HOJA DE AUTORIZACIN
PROPONE:
__________________________________________
ING. JUAN CARLOS AGUILAR JASSO
ADMINISTRADOR DEL SIASPA
U.I. MUSPAC
CONFORME:
M. EN C. CARLOS A. MORALES GL
SUBDIRECTOR REGIN SUR
ING. SILVANO TORRES XOLIO
AUDITOR DE SEGURIDAD INDUSTRIAL
Y PROTECCIN AMBIENTAL
AUTORIZA:
__________________________________________
ING. JOS ANTONIO CEBALLOS
DIRECTOR DE PEMEX
EXPLORACIN Y PRODUCCIN
284-25300-MA-117-0039
DICIEMBRE / 2000
EXPLORACIN Y PRODUCCIN
PAG: 3
DE: 52
REVISIN: CERO
ELABOR:
REVIS:
APROB:
JCAJ
CAMG/STX
JACS
MANUAL DE PROCEDIMIENTOS
PROCEDIMIENTO PARA INSPECCIN RADIOGRFICA (CAMPO)
Proponen :
En la elaboracin del presente procedimiento participaron los
Integrantes del grupo SIASPA, Regin Sede del Elemento 17
Integridad Mecnica, junto con su grupo de trabajo, contando con
la autorizacin de los Gerentes de sus respectivas reas.
REGIN SUR
M. EN I. LUIS A. CABRERA PUJOL
M. EN I. FRANCISCO FERNNDEZ LAGOS
REGIN NORTE
ING. LUIS PINEDA FONSECA
ING. EFREN M. CALVA CHAVARRA
REGIN MARINA SUROESTE
ING. JUAN A. HERNNDEZ CARRERA
ING. VICTOR M. RODRGUEZ CHIQUITO
REGIN MARINA NORESTE
ING. ALEJANDRO PEA CALDERN
ING. FRANKLIN ULIN JIMNEZ
SEDE
ING. J. LUIS FERNNDEZ CADO
ING. ALFONSO LUCAS GARCA
284-25300-MA-117-0039
DICIEMBRE / 2000
EXPLORACIN Y PRODUCCIN
PAG: 4
DE: 52
REVISIN: CERO
ELABOR:
REVIS:
APROB:
JCAJ
CAMG/STX
JACS
MANUAL DE PROCEDIMIENTOS
PROCEDIMIENTO PARA INSPECCIN RADIOGRFICA (CAMPO)
TABLA DE CONTENIDO
Pgina
1. OBJETIVO
2. MBITO DE APLICACIN
3. REVISIN Y ACTUALIZACIN
4. MARCO NORMATIVO
5. DEFINICIONES
6. DESARROLLO
10
7.-DIAGRAMA DE FLUJO
32
8.- ANEXOS
35
284-25300-MA-117-0039
DICIEMBRE / 2000
EXPLORACIN Y PRODUCCIN
PAG: 5
DE: 52
REVISIN: CERO
ELABOR:
REVIS:
APROB:
JCAJ
CAMG/STX
JACS
MANUAL DE PROCEDIMIENTOS
PROCEDIMIENTO PARA INSPECCIN RADIOGRFICA (CAMPO)
1. O B J E T I V O
Este procedimiento tiene por objetivo, proporcionar un mtodo operativo y confiable
para la toma, procesado, e interpretacin de radiografas.
2. MBITO DE APLICACIN
Este documento es de observancia general y obligatoria para todas las instalaciones de
Pemex- Exploracin y Produccin, y deber ser aplicado desde la fase de construccin,
mantenimiento y modificacin, por el personal que participe.
3. REVISIN Y ACTUALIZACIN
Las sugerencias para la revisin y actualizacin de este documento deben ser enviadas
al Activo de Produccin Muspac, quien realizar la actualizacin de acuerdo a la
procedencia de la misma.
Cualquier organizacin o grupo de trabajo de Pemex Exploracin y Produccin que sea
usuario de este documento podr sugerir y recomendar modificaciones y/o
actualizaciones del mismo, de acuerdo a lo indicado en el prrafo anterior.
Este documento se revisar y actualizar cada cinco aos, o antes si las sugerencias o
recomendaciones de cambio lo justifican.
4. MARCO NORMATIVO
? ? Reglamento Federal de Seguridad, Higiene y Medio Ambiente de Trabajo.
? ? Ley General de Salud
? ? Reglamento de la Ley General de Salud en Materia de Control Sanitario de
Actividades, Productos y Servicios.
? ? Documentos de Seguridad Industrial
Cdigo ASME, seccin V, Artculos 1 y 2
284-25300-MA-117-0039
DICIEMBRE / 2000
EXPLORACIN Y PRODUCCIN
PAG: 6
DE: 52
REVISIN: CERO
ELABOR:
REVIS:
APROB:
JCAJ
CAMG/STX
JACS
MANUAL DE PROCEDIMIENTOS
PROCEDIMIENTO PARA INSPECCIN RADIOGRFICA (CAMPO)
? ? Norma ASTM ( Volumen 03.03).
a)
Prcticas recomendadas para pruebas radiogrficas E 9484.
b)
Mtodo estndar para controlar la calidad de pruebas
radiograficas E 586-84.
c)
Estndar Delimitions of Terms Relating to Gamma and X
Radiography E 586-84.
? ? Referencias.
Nondestructive Testing Handbook Vol. 1 Secciones 13, 14, 15, 16, 18, 20, 23,
24, 25, 26 y 27 by Robert C. Mc Master.
Procedimiento interno para calificacin y certificacin de personal de ensayos no
destructivos.
Gua interna para la redaccin, estructuracin y presentacin de los procedimientos
No. P:G: -C-01.
Recomendaciones de Kodak Radiography in Modem Industry, Tercera Edicin.
5. DEFINICIONES
5.1.
NOTACIONES.
T=
Dimetro del agujero ms pequeo del indicador de calidad
(PENETRMETRO)
equivalente al espesor del indicador de calidad ( 2% del espesor de la pieza a
radiografiar).
F=
Tamao de la fuente de radiacin.
T=
Espesor del objeto que se va a radiografiar.
Do.- Distancia fuente-objeto.
Ug= Penumbra geomtrica.
D.F.P.=Distancia de la fuente a la pelcula.
Tx= Rayos X.
R=
Rayos Gamma.
ASME=Sociedad Americana de Ingenieros Mecnicos.
ANSI= Instituto Nacional Americano de Estndares.
ASTM=Sociedad Americana de Pruebas y Materiales.
AWS= Sociedad Americana de soldadura.
284-25300-MA-117-0039
DICIEMBRE / 2000
EXPLORACIN Y PRODUCCIN
PAG: 7
DE: 52
REVISIN: CERO
ELABOR:
REVIS:
APROB:
JCAJ
CAMG/STX
JACS
MANUAL DE PROCEDIMIENTOS
PROCEDIMIENTO PARA INSPECCIN RADIOGRFICA (CAMPO)
5.2. - DEFINICIONES.
CONTRASTE
La diferencia de densidad entre dos zonas adyacentes de la pelcula para una
determinada variacin de la exposicin recibida por zonas.
CALIDAD RADIOGRFICA.
Termino cualitativo usado para describir la capacidad de una radiografa para mostrar
discontinuidades en el rea bajo examen.
CONCAVIDAD DE LA RAZ.
Situacin provocada cuando el material de soldadura ha penetrado y fusionado
suficientemente todo el espesor del material y durante el enfriamiento, se provoca una
contraccin de soldadura en el fondo de la raz.
CORONA BAJA.
Se presenta cuando los cordones de vista, han sido insuficientes para cubrir el espesor
total del metal base.
CHASIS.
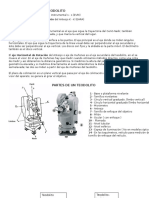
Es el conjunto o arreglo a prueba de luz, el cual consta de una funda de lona, pantalla (
de plomo, fluorometlicas o fluorescentes), respaldos de acero inoxidable y/o plomo.
DEFINICIN.
Es la precisin con la cual se observa el contorno de la pieza o discontinuidades en la
radiografa.
DENSIDAD.
Es el grado de ennegrecimiento de la pelcula y se expresa comnmente en unidades
H y D (Hurter-Driffield).
ESPESOR (t).
Es el espesor de la soldadura, del material que soporta la presin o de las ms
delgadas de las secciones que estn siendo unidas, cualquiera que sea menor; si una
soldadura de penetracin completa incluye una soldadura de filete, el espesor de la
garganta de la soldadura de filete debe ser incluido en t.
FACTOR DE EQUIVALENCIA RADIOGRFICO.
Factor por el cual el espesor de un material puede ser multiplicado en orden para
determinar que espesor de un material estndar (normalmente acero), puede tener la
misma absorcin.
FALTA DE FUSIN.
Ausencia de unin entre cordones o entre el metal de soldadura y el metal base.
284-25300-MA-117-0039
DICIEMBRE / 2000
EXPLORACIN Y PRODUCCIN
PAG: 8
DE: 52
REVISIN: CERO
ELABOR:
REVIS:
APROB:
JCAJ
CAMG/STX
JACS
MANUAL DE PROCEDIMIENTOS
PROCEDIMIENTO PARA INSPECCIN RADIOGRFICA (CAMPO)
FALTA DE PENETRACIN.
Es el llenado incompleto de la raz de la soldadura con el metal de soldadura.
INDICACIONES ALINEADAS.
Una secuencia de cuatro o ms indicaciones redondeadas deben considerarse
alineadas, si llegan a tocar una lnea paralela a la longitud de la soldadura, la cual se
ha trazado entre los centros de las indicaciones redondeadas externas
INCLUSIN DE ESCORIA.
Es un slido no metlico atrapado en el metal de soldadura o entre el metal de
soldadura y el metal base.
INDICADOR DE CALIDAD DE IMAGEN (PENETRMETRO).
Dispositivo estndar de prueba, de material radiograficamente similar al material del
objeto a radiografiar, cuya imagen en la radiografa es usada para determinar el nivel
de calidad radiogrfico.
INDICACIONES REDONDEADAS.
Las indicaciones que aparecen en la radiografa con una longitud mxima de tres
veces el ancho o menos, se definen como indicaciones redondeadas. Estas
indicaciones pueden ser circulares, elpticas, cnicas o de forma irregular y pueden
tener colas. Cuando se evale el tamao de una indicacin, debe incluirse la cola.
La indicacin puede provenir de cualquier parte de la soldadura, tal como porosidad,
escoria o tungsteno.
LAINAS O CALZAS.
Son piezas de material radiogrficamente similares al objeto que se va a radiografiar y
se usan para compensar el espesor de refuerzo de la soldadura o las variaciones en
espesor de la pieza que se va a radiografiar.
NIVEL DE CALIDAD 2-2T.
Es el nivel de calidad radiogrfica en el cual, el barreno de dimetro 2T en el indicador
de calidad ( PENETRMETRO) de la radiografa, es variable.
El espesor del PENETRMETRO es igual a 1/50 del espesor del objeto (t).
Cuando se use PENETRMETRO de alambre, el nivel de calidad estar definido por el
alambre de dimetro ms pequeo visible en la radiografa.
PANTALLA.
Es un artefacto que se coloca directo con la pelcula para intensificar la radiacin y
acelerar la respuesta de las pelculas.
PENUMBRA GEOMTRICA.
Es el grado de indefinicin en la radiografa.
284-25300-MA-117-0039
DICIEMBRE / 2000
EXPLORACIN Y PRODUCCIN
PAG: 9
DE: 52
REVISIN: CERO
ELABOR:
REVIS:
APROB:
JCAJ
CAMG/STX
JACS
MANUAL DE PROCEDIMIENTOS
PROCEDIMIENTO PARA INSPECCIN RADIOGRFICA (CAMPO)
PENETRACIN EXCESIVA.
Es aquella condicin en que, el cordn de fondeo ha penetrado en forma excesiva, en
comparacin de lo necesario para cubrir la raz de la unidad.
POROSIDAD.
Es un hueco o bolsa de gas generalmente esfrico. El gas ha evolucionado durante la
solidificacin de la soldadura y se ha quedado atrapado.
POROSIDAD CILNDRICA.
Discontinuidad alargada que resulta, cuando el gas se eleva a travs del metal de
soldadura cuando s esta solidificando.
PORO TNEL ( CORDN HUECO).
Los poros del tnel son porosidades lineales alargadas que ocurren en l deposito de
raz.
QUEMADA.
Es aquella porcin del cordn de fondeo, donde la excesiva penetracin ha causado
que el metal de soldadura sea soplado dentro del tubo.
ROTURA.
Es la ruptura en el metal de soldadura, debido a la generacin de esfuerzos
localizados, que en algn punto, exceden la resistencia mxima del metal.
ESFUERZO EXCESIVO.
Cuando el material de aporte depositado, sobrepasa por mucho el valor normal del
esfuerzo.
SOCAVADO.
Representa una ranura o canal continuo o intermitente, fusionado a la orilla de la
soldadura en el metal base y que ha quedado sin rellenar con el material de soldadura.
284-25300-MA-117-0039
PAG: 10
REVISIN: CERO
DICIEMBRE / 2000
EXPLORACIN Y PRODUCCIN
DE: 52
ELABOR:
REVIS:
APROB:
JCAJ
CAMG/STX
JACS
MANUAL DE PROCEDIMIENTOS
PROCEDIMIENTO PARA INSPECCIN RADIOGRFICA (CAMPO)
DEPENDENCIA
DESCRIPCIN DE ACTIVIDADES
6. DESARROLLO
6.1. Preparacin de muestras.
En los materiales las superficies deben satisfacer los
requerimientos de las especificaciones aplicables con
acondicionamiento adicional, si es necesario, por cualquier
proceso apropiado a un grado tal, que las irregularidades de
la superficie no oculten o se confundan con discontinuidades.
En el caso de las soldaduras o las irregularidades en la
superficie tanto externa como interna (cuando es accesible),
deben ser removidas por algn proceso adecuado a un grado
tal, que la imagen radiogrfica debida a cualquier
irregularidad, no oculte o sea confundida con alguna
discontinuidad.
La superficie de vista de todas las juntas soldadas a tope,
puede estar emparejada con el metal base o puede tener un
acordonamiento razonablemente uniforme con un esfuerzo
que no exceda lo que se especifique en la seccin del cdigo
aplicable o en cuestin.
6.2. De la pieza a radiografiar
Tcnica de placa (para tanques esfricos y verticales o
piezas de grandes espesores, segn sea practico).
(a) Se indica con un marcador de cera, o con un marcador de
pintura permanente la pieza que se va a examinar indicando
un origen, y una(s) flecha(s) que seale(n) el sentido de la
inspeccin y/o avance; se debe tambin marcar l numero de
juntas o venas y el nmero de placa en forma progresiva.
(b) Se hace la identificacin con letras y nmeros de plomo
colocndolos sobre un tramo de pelcula-velada del tamao
del chasis. En este caso se elabora el cinturn de nmeros
sobre la identificacin en la parte inferior colocando una
FORMAS
284-25300-MA-117-0039
PAG: 11
REVISIN: CERO
DICIEMBRE / 2000
EXPLORACIN Y PRODUCCIN
DE: 52
ELABOR:
REVIS:
APROB:
JCAJ
CAMG/STX
JACS
MANUAL DE PROCEDIMIENTOS
PROCEDIMIENTO PARA INSPECCIN RADIOGRFICA (CAMPO)
DEPENDENCIA
DESCRIPCIN DE ACTIVIDADES
sobre la identificacin en la parte inferior colocando una
marca (OM) al inicio y despus de manera opcional,
numeracin sucesiva separada 10 cm uno de otro,
empezando por el 1, el 2, el 3, etc.
(c) El penetrmetro se coloca del lado de la pelcula sobre la
identificacin anteponindole una letra F de plomo que no
interfiera con la visibilidad del cuerpo del mismo, siendo
indicativa dicha letra que se encuentra del lado de la pelcula.
(d) Se coloca el chasis lo mas pegado posible a la pieza bajo
inspeccin de manera que se encuentre centrada la zona de
inters.
(e) Al lado opuesto y de manera perpendicular a la zona de
inters se colocara la fuente de radiacin y a una distancia
fuente-objeto suficiente para no rebasar los lmites permitidos
de Penumbra Geomtrica.
(f) Se hace la exposicin respetando todos los parmetros
preestablecidos.
Tcnica Radial (para cuerpos circulares de 36 a 48, o
segn sea prctico).
(g) Se indica con un marcador de cera o de pintura
permanente la pieza que se va a examinar, indicando un
origen y una(s) flecha(s) que seale(n) el sentido de la
inspeccin y/o avance; se debe tambin marcar l nmero de
junta, pieza y/o placa, en forma progresiva.
(h) Cuando se utiliza un solo chasis, se debe hacer lo
siguiente:
Sobre un tramo de pelcula velada se elaborara la
identificacin con letras y nmeros de plomo, cuando se
utilizan varios chasises para cubrir completamente la
soldadura, es conveniente que el cinturn de nmeros este
colocado sobre los chasises espaciados a cada 20 cm,
empezando con una marca de (OM) y despus en forma
sucesiva la numeracin 2, 4, 6, etc. En ambos casos la
identificacin es opcional para ir sobre el chasis o sobre un
tramo de pelcula velada por cada chasis empleado.
FORMAS
284-25300-MA-117-0039
PAG: 12
REVISIN: CERO
DICIEMBRE / 2000
EXPLORACIN Y PRODUCCIN
DE: 52
ELABOR:
REVIS:
APROB:
JCAJ
CAMG/STX
JACS
MANUAL DE PROCEDIMIENTOS
PROCEDIMIENTO PARA INSPECCIN RADIOGRFICA (CAMPO)
DEPENDENCIA
DESCRIPCIN DE ACTIVIDADES
(i) Cuando el penetrmetro va colocado del lado de la
pelcula deber llevar una letra F de plomo sin que tape la
visibilidad en el cuerpo del mismo. Se deben colocar mnimo
3 penetrmetros espaciados a 120. Adems se deben
colocar calzas o lainas debajo del penetrmetro para
compensar el refuerzo de la soldadura o la geometra de la
pieza.
I.- Se coloca el o los chasises lo ms pegado posible a la
pieza bajo inspeccin.
II.- Para esta tcnica, la fuente de radiacin se coloca dentro
de la pieza y al centro de la misma, debido a que por el
exterior van colocados el o los chasises. En este caso la
radiacin llega en forma perpendicular a todos los puntos.
III.- Se hace la exposicin respetando todos los parmetros
preestablecidos.
(j) Tcnica de tercios (para cuerpos circulares de 4 a
34, o segn sea prctico).
(k) Se indica con un marcador de cera o de pintura
permanente la pieza que se va a examinar, indicando un
origen y una(s) flecha(s) que seale(n) el sentido de la
inspeccin y/o avance. Se marca cada tercio siguiendo la
flecha o flechas que seale(n) el sentido de la inspeccin
como tercio 1, 2 y 3 o A, B y C, adems de marcar l nmero
de pieza o placa en forma progresiva.
(l) Se hace la identificacin con letras y nmeros de plomo,
colocndolos sobre un tramo de pelcula velada del tamao
del chasis. En este caso, se elabora un cinturn de nmeros
(plomo) que cubra el permetro total de la junta o pieza,
colocando en la parte inicial (OM) y despus espaciados de
10 en 10 cm, los nmeros 1, 2, 3, etc.
(m) Si el penetrmetro va colocado del lado de la pelcula
deber llevar una letra F de plomo sin que tape la visibilidad
del cuerpo del mismo, debiendo ser como mnimo uno por
placa.
I.- La colocacin del chasis ser en el sentido de avance de
FORMAS
284-25300-MA-117-0039
PAG: 13
REVISIN: CERO
DICIEMBRE / 2000
EXPLORACIN Y PRODUCCIN
DE: 52
ELABOR:
REVIS:
APROB:
JCAJ
CAMG/STX
JACS
MANUAL DE PROCEDIMIENTOS
PROCEDIMIENTO PARA INSPECCIN RADIOGRFICA (CAMPO)
DEPENDENCIA
DESCRIPCIN DE ACTIVIDADES
las marcas, empezando en la marca de (OM) y abarcando el
tamao del chasis, la segunda ser donde termine el primer
chasis y que abarque el tamao del chasis y por ultimo la
tercera ser de donde termina el chasis de la segunda
exposicin hasta donde se abarque todo el permetro de la
soldadura o pieza y lo mas pegado posible al mismo.
II.- Para esta tcnica, la fuente de radiacin estar
diametralmente opuesta a la parte central del chasis y se ir
recorriendo conforme se siga avanzando la secuencia de
exposiciones.
III.- Se realiza la exposicin respetando todos los parmetros
preestablecidos.
(n) Tcnica de ovalo (para cuerpos circulares de 31/2 y 4
y menores segn sea prctico).
(o) Se indica con un marcador de cera, o de pintura
permanente la pieza que se va a examinar, indicando un
origen y una(s) flecha(s) que seale(n) el sentido del avance.
A partir de esta lnea de referencia se marcara otra lnea en
forma de flecha a uno y otro lado del cordn de la soldadura
para indicar la secuencia de las placas 2 o 3, segn las
exposiciones. Si se van a tomar 2 exposiciones, se divide el
permetro del tubo en 4 y se marca a uno u otro lado de la
lnea de referencia (en un ngulo de 90). Si se van a tomar 2
exposiciones se divide el permetro del tubo en 4 y se marca
a uno u otro lado de la lnea de referencia (en un ngulo de
90). Si se van a tomar 3 exposiciones (100%), se divide el
permetro entre 6 y esta dimensin se marcara a uno y otro
lado de la lnea de referencia (en un ngulo de 60).
I.- La identificacin se debe hacer respetando la posicin
que guarda el chasis que puede ser longitudinal a la
soldadura o longitudinal a la pieza. En esta tcnica no se
emplea cinturn de nmeros.
II.El permetro podr ir adherido a la identificacin con
FORMAS
284-25300-MA-117-0039
PAG: 14
REVISIN: CERO
DICIEMBRE / 2000
EXPLORACIN Y PRODUCCIN
DE: 52
ELABOR:
REVIS:
APROB:
JCAJ
CAMG/STX
JACS
MANUAL DE PROCEDIMIENTOS
PROCEDIMIENTO PARA INSPECCIN RADIOGRFICA (CAMPO)
DEPENDENCIA
DESCRIPCIN DE ACTIVIDADES
una letra F de plomo que no interfiera con la visibilidad del
cuerpo del mismo o tambin del lado de la fuente con una
letra S de plomo, pero de manera tal que no interfiera con
el cuerpo u objeto radiografiado, en ambos casos, colocado
del mismo lado donde estar colocada la fuente. Adems, se
deben colocar calzas o lainas debajo del penetrometro para
compensar el refuerzo de la soldadura o la geometra de la
pieza.
III.- Como se menciono anteriormente, la colocacin del
chasis podr ser longitudinal a la soldadura o longitudinal a la
pieza, siempre lo mas pegado posible al objeto.
IV.- La colocacin de la fuente se hace a una distancia de 5
a 7 veces el dimetro de la pieza y a una separacin del
cordn de la soldadura con respecto a la perpendicular de
a 1 vez el dimetro cuando sea practico. Tomando en cuenta
l numero de exposiciones, ya sean 2 o 3. La abertura del
ovalo debe ser al menos de 5 mm.
V.- Se hace la exposicin respetando todos los parmetros
preestablecidos.
(p ) Alternativas.
Existe tambin la radiografa por espoteo en donde solo se
toman un numero de placas de acuerdo al cdigo o norma
aplicable.
6.3. DE LA PELCULA.
a)
Se coloca la pelcula entre las pantallas y se introduce
este arreglo en la funda de lona o cartn cuidando que quede
perfectamente sellado con una liga en la boca del chasis,
para que no penetre la luz.
FORMAS
284-25300-MA-117-0039
PAG: 15
REVISIN: CERO
DICIEMBRE / 2000
EXPLORACIN Y PRODUCCIN
DE: 52
ELABOR:
REVIS:
APROB:
JCAJ
CAMG/STX
JACS
MANUAL DE PROCEDIMIENTOS
PROCEDIMIENTO PARA INSPECCIN RADIOGRFICA (CAMPO)
DESCRIPCIN DE ACTIVIDADES
DEPENDENCIA
FORMAS
6.4. DE LOS LQUIDOS.
a)
Los lquidos para revelar deben ser preparados y
cambiados cada 100 metros de radiografa o cuando se
observe que esta contaminado el revelador o que ha bajado
la actividad del fijador, de acuerdo con las recomendaciones
hechas por los fabricantes de estos reactivos.
b)
Tomar temperatura a los lquidos para saber el tiempo
de revelado consultando la tabla de revelado manual (ver
anexo 11). Deber procurarse mantener la temperatura de los
lquidos a 20C, utilizando para esto calentadores o hielo,
segn se requiera. Adems, se deben cambiar las aguas de
enjuague todos los das.
c)
Se agitan los lquidos para uniformizar la temperatura
en todo el volumen, para esto se introduce el palillo agitador
en el revelador y se agita l liquido con un movimiento
circular y alternativo (subiendo y bajando el palillo) durante 60
segundos o ms; a continuacin se toma la temperatura del
revelador para determinar el tiempo de revelado a usar (lo
ideal seria 5 minutos a 20C).
Para tomar la temperatura del revelador se coloca el
bulbo del termmetro dentro de este y la columna fuera del
liquido. Despus de un minuto de agitacin se inclina el
termmetro para que la escala este perpendicular a la vista,
manteniendo el bulbo en el revelador.
6.5. DE LA
PENETRMETRO.
IDENTIFICACIN,
LAINAS
Para la exposicin se requiere hacer la identificacin con
letras y nmeros de plomo, conteniendo lo siguiente:
a)
b)
c)
Nombre o sigla del cliente.
Tipo de obra.
Identificacin de la pieza.
284-25300-MA-117-0039
PAG: 16
REVISIN: CERO
DICIEMBRE / 2000
EXPLORACIN Y PRODUCCIN
DE: 52
ELABOR:
REVIS:
APROB:
JCAJ
CAMG/STX
JACS
MANUAL DE PROCEDIMIENTOS
PROCEDIMIENTO PARA INSPECCIN RADIOGRFICA (CAMPO)
DESCRIPCIN DE ACTIVIDADES
DEPENDENCIA
d)
e)
f)
g)
Lugar.
Nmero de junta soldadura y nmero de placa.
Sigla de la compaa que est radiografiando.
Fecha.
Tambin se requiere que, por cada placa radiogrfica de una
pieza, colocar por lo menos un penetrmetro seleccionado de
acuerdo al cdigo o norma aplicable.
Es importante tomar en cuenta que se debe colocar una laina
debajo del penetrmetro para compensar el refuerzo de la
soldadura; dichas lainas, debern ser del material
radiogrficamente similar a la pieza que se radiografe.
6.6. DEL EQUIPO DE RAYOS X Y RAYOS
GAMMA.
a) - Antes de hacer exposiciones radiogrficas con rayos
X se debe calentar el equipo siguiendo estrictamente las
instrucciones del fabricante; dichas instrucciones estn en
la tapa de la caja de controles del equipo.
b) - Antes de hacer exposiciones radiogrficas con rayos
Gamma, se debe verificar que el equipo est en
condiciones de operacin en cuanto a conexiones y
lubricacin del control remoto (Reel)
6.7. DEL LABORATORIO
a). - La superficie de la mesa de trabajo del cuarto obscuro
se debe mantener seca y libre de polvo, manchas, grasa,
etc.
b). - Las pantallas intensificadoras se deben limpiar
adecuadamente para eliminar cualquier material extrao
FORMAS
284-25300-MA-117-0039
PAG: 17
REVISIN: CERO
DICIEMBRE / 2000
EXPLORACIN Y PRODUCCIN
DE: 52
ELABOR:
REVIS:
APROB:
JCAJ
CAMG/STX
JACS
MANUAL DE PROCEDIMIENTOS
PROCEDIMIENTO PARA INSPECCIN RADIOGRFICA (CAMPO)
DEPENDENCIA
DESCRIPCIN DE ACTIVIDADES
FORMAS
que pueda interferir al interpretar la radiografa.
c). - Se debe limpiar la unidad diario para que est en
condiciones de trabajo.
6.8. PRECAUCIONES DE MANEJO
6.8.1 DE LA SOLDADURA
a). -Las soldaduras debern ser marcadas con marcador
de cera de pintura permanente para identificar la
soldadura y el tramo radiografiado despus de que se
realice la exposicin
6.8.2 DE LA PELCULA
a). - La carga y descarga de los chasises y el procesado de
la pelcula, deben ser siempre realizadas bajo las luces de
seguridad.
b). Verificar que los chasises estn
perfectamente para evitar entre la luz a ellos.
sellados
c). - La pelcula deber manejarse nicamente por sus
cantos, con las manos limpias y secas, evitando la presin
excesiva cualquier tipo de manejo brusco.
d). - Cuidar que ningn cuerpo extrao, quede atrapado
entre la pelcula y las pantallas intensificadoras.
e). - Se debe almacenar la pelcula virgen fuera del alcance
de
cualquier radiacin penetrante y en un lugar limpio y seco.
f). Las pelculas deben encarretarse de tal manera, que
284-25300-MA-117-0039
PAG: 18
REVISIN: CERO
DICIEMBRE / 2000
EXPLORACIN Y PRODUCCIN
DE: 52
ELABOR:
REVIS:
APROB:
JCAJ
CAMG/STX
JACS
MANUAL DE PROCEDIMIENTOS
PROCEDIMIENTO PARA INSPECCIN RADIOGRFICA (CAMPO)
DEPENDENCIA
DESCRIPCIN DE ACTIVIDADES
no se llegue a quebrar la emulsin al encarretarse se
deben montar en sujetadores, de modo que la pelcula
quede tensa y sujeta en las 4 Esquinas para que no se
peguen al revelar.
g). Debe cuidarse que la pelcula encarretada dentro de
los lquidos de procesado se agite, siguiendo el instructivo
de procesado que se encuentra en el laboratorio (ver
anexo II).
6.8.3 DE LOS CHASISES.
a).- Los chasises deben de ser manejados cuidadosamente
evitando que se doblen o que se rayen las pantallas
intensificadoras.
b).- Los chasises cargados con pelcula virgen deben de
colocarse en lugares apropiados fuera del alcance de
cualquier radiacin penetrante y con la boca de la funda
hacia abajo para indicar que ese chasis no esta expuesto.
Los chasises expuestos se deben colocar con la boca de la
funda hacia arriba.
c).- Se deber colocar en la parte trasera del chasis (del
lado donde se encuentra el respaldo), una letra B de
plomo (1/2 pulgada largo x 1/16 pulgada ancho), para
comprobar la existencia de radiacin secundaria.
d).- El tamao del chasis, deber estar de acuerdo al
dimetro de la tubera o las dimensiones de la pieza a
inspeccionar y su seleccin ser de acuerdo a la tabla
(anexo IV) y/o seleccin del cliente.
FORMAS
284-25300-MA-117-0039
PAG: 19
REVISIN: CERO
DICIEMBRE / 2000
EXPLORACIN Y PRODUCCIN
DE: 52
ELABOR:
REVIS:
APROB:
JCAJ
CAMG/STX
JACS
MANUAL DE PROCEDIMIENTOS
PROCEDIMIENTO PARA INSPECCIN RADIOGRFICA (CAMPO)
DEPENDENCIA
DESCRIPCIN DE ACTIVIDADES
6.8.4 DE LOS LQUIDOS
a). - Verificar la temperatura de los lquidos antes de
procesar la pelcula. Se debe procurar mantener la
temperatura de los lquidos a 20C.
b). - Se debe evitar que los lquidos se contaminen entre s
o con materiales slidos lquidos extraos.
c). - Se recomienda vigilar la actividad de la solucin
reveladora de la siguiente forma:
Al preparar nuevos lquidos, se debe revelar una tira de
pelcula expuesta que ser la pelcula patrn para
compararla con las tras de pelcula expuestas que se
revelen por cada 300 radiografas reveladas 100 metros
de pelcula, lo que ocurra primero.
d). - Los lquidos deben agitarse antes de procesar las
pelculas, con la ayuda de un agitador manual, para
uniformizar la temperatura y la solucin.
6.8.5 DE LA SEGURIDAD.
La seguridad radiolgica se debe cumplir siguiendo las
recomendaciones que establece el Manual de Seguridad
Radiolgica, al estar operando los equipos Rayos X o
Rayos Gamma.
6.9. DESARROLLO EXPOSICIN
6.9.1 EMISIN.
Se debe disponer de una fuente de radiacin de acuerdo al
punto 6.
FORMAS
284-25300-MA-117-0039
PAG: 20
REVISIN: CERO
DICIEMBRE / 2000
EXPLORACIN Y PRODUCCIN
DE: 52
ELABOR:
REVIS:
APROB:
JCAJ
CAMG/STX
JACS
MANUAL DE PROCEDIMIENTOS
PROCEDIMIENTO PARA INSPECCIN RADIOGRFICA (CAMPO)
DEPENDENCIA
DESCRIPCIN DE ACTIVIDADES
6.9.1.1 Colocacin del equipo emisor de radiacin y
accesorios.
a). - Para las tcnicas empleadas en este procedimiento, se
incluye el anexo 111 en donde se indica en forma grfica,
la colocacin de los chasises y fuente.
b). - En la colocacin de todo arreglo, se debe tomar en
cuenta la mnima distancia permitida indicada en el punto
14.2
y
los
principios
geomtricos
(distancia,
perpendicularidad, paralelismo, tamao del punto focal).
6.9.2 INTERACCIN.
La radiacin penetra el material y se atena dependiendo del
espesor atravesado, de tal manera que cuando hay una
discontinuidad o disminucin del espesor, la radiacin pasa
con mayor intensidad en esos puntos. Despus de atravesar
el material bajo inspeccin, el haz de radiacin no es
uniforme, sino que est estructurado segn la condicin
interna del material bajo inspeccin, por lo que es de suma
importancia el clculo del tiempo de exposicin, el cual se
har de acuerdo al punto 14.2.
6.9.3 DETECCIN.
La radiacin que atraviesa la soldadura, contiene la
informacin bsica y se detecta en una pelcula sensible a la
radiacin.
Entre ms radiacin recibe una cierta rea, ms obscura
resulta en la radiografa.
6.9.3.1 Densidad requerida.
Con los parmetros de exposicin previamente establecidos y
FORMAS
284-25300-MA-117-0039
PAG: 21
REVISIN: CERO
DICIEMBRE / 2000
EXPLORACIN Y PRODUCCIN
DE: 52
ELABOR:
REVIS:
APROB:
JCAJ
CAMG/STX
JACS
MANUAL DE PROCEDIMIENTOS
PROCEDIMIENTO PARA INSPECCIN RADIOGRFICA (CAMPO)
DESCRIPCIN DE ACTIVIDADES
DEPENDENCIA
calificados para obtener una densidad radiografica mnima de
1.8 HD SI SE USAN Rayos X y mnimo de 2.0 HD si se usa
Ir-192 y un mximo para los dos casos de 4.0 HD, se expone
a la radiacin del chasis cargado con pelcula vienen
6.9.4 REPRESENTACIN.
Cuando la pelcula radiogrfica recibe radiacin no cambia su
apariencia fsica, de manera que para obtener la imagen
radiogrfica, la pelcula expuesta se somete a un procesado
con soluciones qumicas y as, la imagen queda en forma
visible y permanente.
6.9.4.1 Procesado de la pelcula.
La pelcula expuesta se lleva al cuarto obscuro para
procesarla y se procede como a continuacin se indica:
a). - Se verifica la temperatura del revelador para
determinar el tiempo de revelado, (segn la tabla en el anexo
II).
En caso de que la temperatura no est en el rango de 20 +
1C, proceder como se indica en 12.1.3. inciso b.
b). -
Se cierra el laboratorio asegurndose que cierre.
c). - Se encarreta la pelcula expuesta en carretes
diseados especialmente para este fin. Si las medidas de la
pelcula no corresponden para el uso de los carretes,
entonces se recomienda montar las pelculas en sujetadores
o colgadores adecuados.
d). - Se introduce la pelcula en la solucin reveladora
(liquido revelador) y se selecciona el tiempo de revelado en el
reloj.
FORMAS
284-25300-MA-117-0039
PAG: 22
REVISIN: CERO
DICIEMBRE / 2000
EXPLORACIN Y PRODUCCIN
DE: 52
ELABOR:
REVIS:
APROB:
JCAJ
CAMG/STX
JACS
MANUAL DE PROCEDIMIENTOS
PROCEDIMIENTO PARA INSPECCIN RADIOGRFICA (CAMPO)
DEPENDENCIA
DESCRIPCIN DE ACTIVIDADES
e). - Para agitar adecuadamente los carretes o sujetadores
con pelcula dentro del revelador, se siguen los pasos
descritos a continuacin:
I). - Se sumergen completamente los carretes o
sujetadores en el lquido revelador y se dan dos o tres golpes
ligeros en el canto de stos contra el tanque, con el fin de
desprender las posibles burbujas de aire adheridas en las
superficies de las pelculas.
II). - Para el ciclo de agitado, se recomienda seguir
las instrucciones escritas en el recuadro del Revelador
mostrado en la tabla de revelado (ver anexo II). Se
recomienda que el movimiento sea uniforme y no demasiado
brusco, para evitar salpicar las otras soluciones e inclusive la
ropa de la persona que est revelando.
III). - En el caso de usar sujetadores o colgadores, se
recomienda que al sacar la pelcula durante el ciclo de
agitado, se inclinen los sujetadores a casi 90 con respecto a
su canto, para que el exceso de revelador se escurra por los
cantos. Se dejan en esta posicin inclinada durante 5
segundos y luego se voltean durante 5 segundos, volviendo a
la posicin original y sumergiendo de nuevo
IV). -Al cumplir el tiempo de revelado se sacan las
pelculas, se escurren y se pasan al enjuague.
f). - Bao detenedor.
Los carretes o sujetadores se sacan del revelador al terminar
el tiempo de revelado, dejndose escurrir 4 5 segundos, en
el caso de los sujetadores, al escurrirlos se deben inclinar
casi a 90 y enseguida, se giran en sentido contrario 180
para dejar escurrir del otro lado, durante el mismo tiempo; a
FORMAS
284-25300-MA-117-0039
PAG: 23
REVISIN: CERO
DICIEMBRE / 2000
EXPLORACIN Y PRODUCCIN
DE: 52
ELABOR:
REVIS:
APROB:
JCAJ
CAMG/STX
JACS
MANUAL DE PROCEDIMIENTOS
PROCEDIMIENTO PARA INSPECCIN RADIOGRFICA (CAMPO)
DESCRIPCIN DE ACTIVIDADES
DEPENDENCIA
continuacin, se sumergen en el bao detenedor o agua de
enjuague, siguiendo las instrucciones indicadas en el
recuadro Enjuague 1-2 mostrado en la tabla de revelador
(ver anexo II). Se dejan escurrir en forma sealada
anteriormente.
g). - Fijador.
Las pelculas se sumergen en el fijador y se siguen las
instrucciones indicadas en el recuadro fijador mostrado en el
anexo II, considerando que el tiempo mnimo de fijado es el
tiempo de clareado ms el doble. El tiempo de clareado, es el
tiempo que tarda una radiografa en cambiar de color amarillo
verdoso a negro sin mancha. Al sacar las pelculas, se dejan
escurrir para eliminar el exceso del lquido fijador durante 15
20 segundos y se sumergen en el bao detenedor o
"Enjuague 1-2. En este tanque, las pelculas se meten y se
sacan 10 veces, dejando escurrir durante 10 segundos.
h). - Enjuague final.
Al concluir el tiempo, las pelculas se
I). sumergen en el enjuague 3 y se siguen las instrucciones del
recuadro correspondiente al anexo II.
II). En forma similar las pelculas se
sumergen en los enjuagues 4 y 5, siguiendo las instrucciones
del anexo II.
III). - El tiempo total de enjuague debe ser
entre 20 y 45 minutos.
Las pelculas deben lavarse encarretadas o en sus
sujetadores para evitar que la emulsin revelada se raye al
pegarse una pelcula con otra en los tanques de enjuague.
FORMAS
284-25300-MA-117-0039
PAG: 24
REVISIN: CERO
DICIEMBRE / 2000
EXPLORACIN Y PRODUCCIN
DE: 52
ELABOR:
REVIS:
APROB:
JCAJ
CAMG/STX
JACS
MANUAL DE PROCEDIMIENTOS
PROCEDIMIENTO PARA INSPECCIN RADIOGRFICA (CAMPO)
DESCRIPCIN DE ACTIVIDADES
DEPENDENCIA
i). -
Secado de las pelculas.
a). - Se sacan las pelculas una por una del enjuague
5, para eliminar el exceso de agua. Para esto, se coloca la
pelcula entre los dedos ndice y medio y se hace pasar la
pelcula en toda su superficie, cuidando de no cortarse con el
filo del canto de la pelcula.
Inmediatamente despus, se hace pasar una esponja
hmeda en toda la superficie de la pelcula hasta dejarla sin
gotas de agua.
b). - Se cuelgan las pelculas en un tendedero,
sujetndolas por uno de los extremos con pinzas de madera
o plstico, hasta que se elimine la humedad de la pelcula. Se
debe tener cuidado de no colocarlas muy juntas, ya que
corremos el riesgo de que peguen una con otra al secarse.
Se debe escoger un lugar apropiado para el secado de las
pelculas, evitando as, que se adhiera polvo durante el
secado.
6.10. EVALUACIN E INTERPRETACIN DE LAS
RADIOGRAFAS.
Las radiografas secas se deben clasificar de acuerdo a la
evolucin de la inspeccin y observarlas en un negatoscopio
para interpretarlas y calificarlas.
6.10.1 Las radiografas son colocadas sobre la
superficie iluminada del negatoscopio, cuidando que
solamente se ilumine la zona ocupada por la pelcula,
cubriendo el rea restante con papel.
6.10.2 Para una buena interpretacin, se debe hacer
en una habitacin obscura y en la radiografa se debe ver el
contorno de los penetrmetros con los orificios de stos,
considerando por lo menos el agujero esencial.
FORMAS
284-25300-MA-117-0039
PAG: 25
REVISIN: CERO
DICIEMBRE / 2000
EXPLORACIN Y PRODUCCIN
DE: 52
ELABOR:
REVIS:
APROB:
JCAJ
CAMG/STX
JACS
MANUAL DE PROCEDIMIENTOS
PROCEDIMIENTO PARA INSPECCIN RADIOGRFICA (CAMPO)
DESCRIPCIN DE ACTIVIDADES
DEPENDENCIA
Si no son observados en la radiografa, el contorno y los
orificios, no es confiable la deteccin de discontinuidades
dentro del rea de inters (por ejemplo, la soldadura).
6.10.3 Las discontinuidades observadas en la
radiografa debern ser reportadas, registrndolas en la hoja
de reporte (anexo IV) y calificadas, segn los criterios de
aceptacin de la norma aplicable.
6.11. CLCULOS
6.11.1 DEL CLCULO DE LA DISTANCIA FUENTEPELCULA MNIMA (D.F.P.)
D.F.P. = Ft/ Ug + t
6.11.2 DE LA PENUMBRA GEOMTRICA.
Se calcula con ayuda del monograma (anexo VII) con la
ayuda de la siguiente ecuacin:
Ug= Ft/Do
Donde: F, es el tamao de la fuente
t,
es el espesor del objeto o material a ser inspeccionado
do,
es la distancia fuente objeto
Ug, es la penumbra geomtrica
6.12. DEL TIEMPO DE EXPOSICIN.
Para alcanzar la densidad de la pelcula requerida por el
cdigo aplicable, se hace necesario estudiar la relacin
existente entre la densidad radiogrfica D y el tiempo de
exposicin T.
FORMAS
284-25300-MA-117-0039
PAG: 26
REVISIN: CERO
DICIEMBRE / 2000
EXPLORACIN Y PRODUCCIN
DE: 52
ELABOR:
REVIS:
APROB:
JCAJ
CAMG/STX
JACS
MANUAL DE PROCEDIMIENTOS
PROCEDIMIENTO PARA INSPECCIN RADIOGRFICA (CAMPO)
DESCRIPCIN DE ACTIVIDADES
DEPENDENCIA
Este estudio est contemplado prcticamente en las curvas
caractersticas de las pelculas radiogrficas, ya que en ellas
se relaciona la densidad con el valor de la exposicin E, que
es directamente proporcional a la cantidad de radiacin
recibida por la pelcula.
La cantidad de radiacin es, a su vez, funcin de la distancia
fuente pelcula, del tiempo de exposicin y de la intensidad de
radiacin I. La expresin que nos da el valor de la exposicin,
es:
Esta frmula puede ser modificada cuando se interpone en la
trayectoria del haz de radiacin un determinado material
absorbente, segn una ley exponencial que rige la absorcin
de la radiacin por la materia. Dicha ley, se expresa en la
frmula siguiente:
E= Eo Mt
e
es el valor de exposicin con
Donde:
E,
interposicin de material absorbente.
Eo, es el valor de exposicin sin interposicin de material
absorbente.
M,
es el coeficiente de absorcin.
t,
es el espesor del material absorbente.
Es por eso que el tiempo de exposicin, se podr determinar
con facilidad si se conoce:
a)
La curva caracterstica de la pelcula.
b)
La curva de absorcin de la materia sometida a
exmen por la radiacin considerada, es decir la curva.
FORMAS
284-25300-MA-117-0039
PAG: 27
REVISIN: CERO
DICIEMBRE / 2000
EXPLORACIN Y PRODUCCIN
DE: 52
ELABOR:
REVIS:
APROB:
JCAJ
CAMG/STX
JACS
MANUAL DE PROCEDIMIENTOS
PROCEDIMIENTO PARA INSPECCIN RADIOGRFICA (CAMPO)
DESCRIPCIN DE ACTIVIDADES
DEPENDENCIA
E= Eo __Mt___
e
c)
Los factores de la exposicin (Intensidad de radiacin
y Distancia Fuente-Pelcula D.F.P.)
Por lo cual, la cantidad de radiacin que acta sobre la
pelcula cuando se radiografa un objeto con una determinada
calidad de radiacin, depende de 3 factores:
a)
Intensidad de corriente en el tubo de R X (mA) o la
actividad de la fuente (Ci) en el caso de Radiacin Gamma.
b)
Tiempo de exposicin.
c)
Distancia Fuente Pelcula.
La relacin Intensidad de radiacin Tiempo, est expresada
como:
M T = MT
11
2 2
Donde:
M
es mA Ci
T
es el tiempo de radiacin
La relacin Intensidad de Radiacin Distancia est
expresada como:
M1
M2
= d1
d2
Donde:
d1, es la D.F.P. de M1
D2, ES LA D.F.P. de M2
Para el material radiografiado, la absorcin de la radiacin
por el objeto, depende de su espesor y de su densidad.
FORMAS
284-25300-MA-117-0039
PAG: 28
REVISIN: CERO
DICIEMBRE / 2000
EXPLORACIN Y PRODUCCIN
DE: 52
ELABOR:
REVIS:
APROB:
JCAJ
CAMG/STX
JACS
MANUAL DE PROCEDIMIENTOS
PROCEDIMIENTO PARA INSPECCIN RADIOGRFICA (CAMPO)
DEPENDENCIA
DESCRIPCIN DE ACTIVIDADES
Para el material radiografiado, la absorcin de la radiacin
por el objeto, depende de su densidad.
La tabla del anexo V, muestra los factores de equivalencia
radiogrfica de una serie de metales y aleaciones que
pueden servir de orientacin para el clculo de exposiciones:
6.12.1 En la prctica para el clculo de tiempos de
exposicin, es necesario considerar los siguientes
datos:
a)
Tcnica empleada.
b)
Tipo de material.
c)
Espesor del material
d)
Distancia Fuente Pelcula.
e)
Tipo de equipo deemisin de radiacin, ya sea R-X
(Kv) o Rayos Gamma(Ci)
f)
Tipo de Pelcula.
g)
Tipo de pantallas intensificadoras usadas.
Con estos datos, se consulta la carta de exposicin
correspondiente(anexo VIII) de acuerdo al fabricante de la
pelcula. Se obtiene el valor de la exposicin y dividida entre
curies en rayos gamma o Ma en rayos X, nos proporciona el
primer tiempo de exposicin, que cuando se tenga una
distancia de trabajo diferente a la de la carta de exposicin,
se tendr que multiplicar por un factor de tabla (anexo IX) y
que tambin, cuando la densidad no corresponde a la
requerida por norma y/o especificacin del cliente, se buscar
el factor en la curva caracterstica de la pelcula especfica
(segn anexo X).
FORMAS
284-25300-MA-117-0039
PAG: 29
REVISIN: CERO
DICIEMBRE / 2000
EXPLORACIN Y PRODUCCIN
DE: 52
ELABOR:
REVIS:
APROB:
JCAJ
CAMG/STX
JACS
MANUAL DE PROCEDIMIENTOS
PROCEDIMIENTO PARA INSPECCIN RADIOGRFICA (CAMPO)
DEPENDENCIA
DESCRIPCIN DE ACTIVIDADES
6.13. REPORTE DE RESULTADOS
6.13.1 Los datos de la exposicin y los resultados
obtenidos de la interpretacin y calificacin, debern ser
vaciados en la hoja de reporte mostrada en el anexo IV y su
llenado debe ser como sigue:
Cliente: Se deber poner el nombre completo del cliente.
Proyecto: Deber especificarse el nombre o nmero de
proyecto.
Lugar: Deber hacerse referencia al lugar exacto, localidad o
municipio y estado.
Contrato: Deber especificarse el nmero de contrato (del
cliente).
Norma de Interpretacin Aplicada: Deber especificarse la
norma con la cual se est calificando el trabajo y referencia
de este ejemplo: ANSI B.31.1
Equipo: Deber especificarse el equipo usado (Rayos X o
Rayos Gamma).
No. de Unidad: Deber especificarse el nmero de unidad
(vehculo) asignado al tcnico.
Istopo o voltaje usado: Deber especificarse el istopo en
nuestro caso Iridio-192 Kilovoltaje usado (cuando se usan
rayos X).
Tamao del punto focal: Este dato deber ser solicitado al
jefe tcnico o al supervisor de zona.
Especificacin del material: Este dato deber ser solicitado al
FORMAS
284-25300-MA-117-0039
PAG: 30
REVISIN: CERO
DICIEMBRE / 2000
EXPLORACIN Y PRODUCCIN
DE: 52
ELABOR:
REVIS:
APROB:
JCAJ
CAMG/STX
JACS
MANUAL DE PROCEDIMIENTOS
PROCEDIMIENTO PARA INSPECCIN RADIOGRFICA (CAMPO)
DESCRIPCIN DE ACTIVIDADES
DEPENDENCIA
cliente.
Distancia fuente-pelcula: Deber indicarse la distancia de la
fuente a la pelcula.
Espesor del material: Deber especificarse el espesor del
material a radiografiar.
Penetrmetro: Deber especificarse el nmero de
penetrmetro seleccionado de acuerdo al espesor a
radiografiar.
Pelcula: Deber especificarse el tipo de pelcula I, II, III IV.
Penumbra Geomtrica: Deber ser calculada de acuerdo al
punto 5.2 de este procedimiento.
Simple o Doble pared observada: Debe referirse a la tcnica
usada placa, radial, tercio u ovalo.
Simple o Doble pared expuesta: Debe referirse a la tcnica
usada placa, radial, tercio u valo
Nmero de pelcula de chasis: Deber especificarse el
nmero de pelculas usadas por chasis, 1 2.
Identificacin dibujo, No. de colada: Se deber identificar en
forma exacta el trabajo que se est ejecutando, nmero de
lnea, equipo, etc. O nmero de colada.
Identificacin radiogrfica: Deber especificarse el nmero de
junta y placa en forma progresiva, parte, componente o pieza
en forma progresiva.
Porcentaje de inspeccin: Deber especificarse el porcentaje
FORMAS
284-25300-MA-117-0039
PAG: 31
REVISIN: CERO
DICIEMBRE / 2000
EXPLORACIN Y PRODUCCIN
DE: 52
ELABOR:
REVIS:
APROB:
JCAJ
CAMG/STX
JACS
MANUAL DE PROCEDIMIENTOS
PROCEDIMIENTO PARA INSPECCIN RADIOGRFICA (CAMPO)
DEPENDENCIA
DESCRIPCIN DE ACTIVIDADES
de la inspeccin (33%, 66% 100% en caso de tcnica de
valo o tercio), en caso de tcnica radial ser l el 100%.
Deber especificarse la dimensin de la (s) placa(s)
tomada(s) en tcnica en placa.
Resultado: Se deber marcar una paloma en la columna
dentro de norma, cuando cumpla con los lmites de
aceptabilidad de sta o con una X en la columna fuera de
norma, cuando no cumpla con los lmites de aceptabilidad.
Defectos observados: Deber indicarse los defectos
observados en la interpretacin, mediante sus anotaciones
indicadas en el recuadro superior izquierdo.
Zonas defectuosas: Deber indicarse la localizacin exacta
de los defectos que estn fuera de norma. Dicha localizacin,
ser determinada por la radiografa.
Nombre del Tcnico: Deber aparecer claramente el nombre
del tcnico que realiz el trabajo as como su firma. Adems,
debern anotarse el da, mes y ao en que se realiz la
inspeccin.
FORMAS
284-25300-MA-117-0039
PAG: 32
DE: 52
+
DICIEMBRE / 2000
EXPLORACIN Y PRODUCCIN
REVISIN: CERO
ELABOR:
REVIS:
APROB:
JCAJ
CAMG/STX
JACS
MANUAL DE PROCEDIMIENTOS
PROCEDIMIENTO PARA INSPECCIN RADIOGRFICA (CAMPO)
DIAGRAMA DE FLUJO
MANTENIMIENTO
OPERATIVO
SIPA
ACTIVIDADES
INICIO
1.- GENERA SOLICITUD DE
TRABAJO.
2.- OPERACIN AUTORIZA
TRABAJOS
3. SIPA AUTORIZA
PERMISO DE TRABAJOS
PELIGROSOS
4. SE PROPORCIONA
INFORMACIN
TCNICA DEL PROCESO
SELECCIONADO.
5. COLOCACIN DE LA
UNIDAD
RADIOGRFICA.
6. PREPARACIN DEL
EQUIPO Y ACCESORIOS
PARA LA INSPECCIN
7. COLOCACIN DE
LETREROS
PREVENTIVOS
8. CONEXIN DE LOS
ACCESORIOS
284-25300-MA-117-0039
PAG: 33
DE: 52
+
DICIEMBRE / 2000
EXPLORACIN Y PRODUCCIN
REVISIN: CERO
ELABOR:
REVIS:
APROB:
JCAJ
CAMG/STX
JACS
MANUAL DE PROCEDIMIENTOS
PROCEDIMIENTO PARA INSPECCIN RADIOGRFICA (CAMPO)
DIAGRAMA DE FLUJO
MANTENIMIENTO
OPERATIVO
SIPA
ACTIVIDADES
I
9
9. TOMA DE PLACAS
RADIOGRFICAS
10. CONCLUSIN DE EXPOSICIONES
RADIOGRFICAS
10
11. RESGUARDO DE FUENTE
RADIOACTIVA Y ACCESORIOS
11
12. RETIRO DE ACORDONADO Y
LETREROS DE ZONA DE
SEGURIDAD
12
13. PROCESADO DE PELCULAS
RADIOGRFICAS EN EL
LABORATORIO DE LA UNIDAD
MVIL
13
14. ENJUAGUE Y SECADO DE
PLACAS
14
II
284-25300-MA-117-0039
PAG: 34
DE: 52
+
DICIEMBRE / 2000
EXPLORACIN Y PRODUCCIN
REVISIN: CERO
ELABOR:
REVIS:
APROB:
JCAJ
CAMG/STX
JACS
MANUAL DE PROCEDIMIENTOS
PROCEDIMIENTO PARA INSPECCIN RADIOGRFICA (CAMPO)
DIAGRAMA DE FLUJO
OPERATIVO
MANTENIMIENTO
SIPA
ACTIVIDADES
II
15. INTERPRETACIN DE IMAGENES
15
16. ELABORACIN DE REPORTES Y
ENTREGA DE RESULTADOS
16
SI
17
18
17. EXISTEN DISCONTINUIDADES
FUERA DE NORMA?
18. MARCADO DE ZONAS CON
DISCONTINUIDADES FUERA DE
NORMA A REPARACIN
NO
19. REPORTE FINAL
19
FIN
FIN
284-25300-MA-117-0039
DICIEMBRE / 2000
EXPLORACIN Y PRODUCCIN
PAG: 35
DE: 52
REVISIN: CERO
ELABOR:
REVIS:
APROB:
JCAJ
CAMG/STX
JACS
MANUAL DE PROCEDIMIENTOS
PROCEDIMIENTO PARA INSPECCIN RADIOGRFICA (CAMPO)
8. ANEXOS
8.1 ANEXO 1 Accesorios utilizados segn la tcnica radiogrfica.
284-25300-MA-117-0039
DICIEMBRE / 2000
EXPLORACIN Y PRODUCCIN
PAG: 36
DE: 52
REVISIN: CERO
ELABOR:
REVIS:
APROB:
JCAJ
CAMG/STX
JACS
MANUAL DE PROCEDIMIENTOS
PROCEDIMIENTO PARA INSPECCIN RADIOGRFICA (CAMPO)
284-25300-MA-117-0039
DICIEMBRE / 2000
EXPLORACIN Y PRODUCCIN
PAG: 37
DE: 52
REVISIN: CERO
ELABOR:
REVIS:
APROB:
JCAJ
CAMG/STX
JACS
MANUAL DE PROCEDIMIENTOS
PROCEDIMIENTO PARA INSPECCIN RADIOGRFICA (CAMPO)
8.2 ANEXO II Tabla de revelado.
284-25300-MA-117-0039
DICIEMBRE / 2000
EXPLORACIN Y PRODUCCIN
PAG: 38
DE: 52
REVISIN: CERO
ELABOR:
REVIS:
APROB:
JCAJ
CAMG/STX
JACS
MANUAL DE PROCEDIMIENTOS
PROCEDIMIENTO PARA INSPECCIN RADIOGRFICA (CAMPO)
8.3 ANEXO III Colocacin de acuerdo a las tcnicas empleadas.
284-25300-MA-117-0039
DICIEMBRE / 2000
EXPLORACIN Y PRODUCCIN
PAG: 39
DE: 52
REVISIN: CERO
ELABOR:
REVIS:
APROB:
JCAJ
CAMG/STX
JACS
MANUAL DE PROCEDIMIENTOS
PROCEDIMIENTO PARA INSPECCIN RADIOGRFICA (CAMPO)
8.4 ANEXO IV Reporte de inspeccin radiogrfica.
284-25300-MA-117-0039
DICIEMBRE / 2000
EXPLORACIN Y PRODUCCIN
PAG: 40
DE: 52
REVISIN: CERO
ELABOR:
REVIS:
APROB:
JCAJ
CAMG/STX
JACS
MANUAL DE PROCEDIMIENTOS
PROCEDIMIENTO PARA INSPECCIN RADIOGRFICA (CAMPO)
284-25300-MA-117-0039
DICIEMBRE / 2000
EXPLORACIN Y PRODUCCIN
PAG: 41
DE: 52
REVISIN: CERO
ELABOR:
REVIS:
APROB:
JCAJ
CAMG/STX
JACS
MANUAL DE PROCEDIMIENTOS
PROCEDIMIENTO PARA INSPECCIN RADIOGRFICA (CAMPO)
284-25300-MA-117-0039
DICIEMBRE / 2000
EXPLORACIN Y PRODUCCIN
PAG: 42
DE: 52
REVISIN: CERO
ELABOR:
REVIS:
APROB:
JCAJ
CAMG/STX
JACS
MANUAL DE PROCEDIMIENTOS
PROCEDIMIENTO PARA INSPECCIN RADIOGRFICA (CAMPO)
8.5 ANEXO V Factores de equivalencia radiogrfica.
284-25300-MA-117-0039
DICIEMBRE / 2000
EXPLORACIN Y PRODUCCIN
PAG: 43
DE: 52
REVISIN: CERO
ELABOR:
REVIS:
APROB:
JCAJ
CAMG/STX
JACS
MANUAL DE PROCEDIMIENTOS
PROCEDIMIENTO PARA INSPECCIN RADIOGRFICA (CAMPO)
8.6 ANEXO VI Gua para la seleccin de chasises.
284-25300-MA-117-0039
DICIEMBRE / 2000
EXPLORACIN Y PRODUCCIN
PAG: 44
DE: 52
REVISIN: CERO
ELABOR:
REVIS:
APROB:
JCAJ
CAMG/STX
JACS
MANUAL DE PROCEDIMIENTOS
PROCEDIMIENTO PARA INSPECCIN RADIOGRFICA (CAMPO)
8.7 ANEXO VII Nomograma para el clculo de la penumbra geomtrica.
284-25300-MA-117-0039
DICIEMBRE / 2000
EXPLORACIN Y PRODUCCIN
PAG: 45
DE: 52
REVISIN: CERO
ELABOR:
REVIS:
APROB:
JCAJ
CAMG/STX
JACS
MANUAL DE PROCEDIMIENTOS
PROCEDIMIENTO PARA INSPECCIN RADIOGRFICA (CAMPO)
8.8 ANEXO VIII Cartas de exposicin.
284-25300-MA-117-0039
DICIEMBRE / 2000
EXPLORACIN Y PRODUCCIN
PAG: 46
DE: 52
REVISIN: CERO
ELABOR:
REVIS:
APROB:
JCAJ
CAMG/STX
JACS
MANUAL DE PROCEDIMIENTOS
PROCEDIMIENTO PARA INSPECCIN RADIOGRFICA (CAMPO)
284-25300-MA-117-0039
DICIEMBRE / 2000
EXPLORACIN Y PRODUCCIN
PAG: 47
DE: 52
REVISIN: CERO
ELABOR:
REVIS:
APROB:
JCAJ
CAMG/STX
JACS
MANUAL DE PROCEDIMIENTOS
PROCEDIMIENTO PARA INSPECCIN RADIOGRFICA (CAMPO)
284-25300-MA-117-0039
DICIEMBRE / 2000
EXPLORACIN Y PRODUCCIN
PAG: 48
DE: 52
REVISIN: CERO
ELABOR:
REVIS:
APROB:
JCAJ
CAMG/STX
JACS
MANUAL DE PROCEDIMIENTOS
PROCEDIMIENTO PARA INSPECCIN RADIOGRFICA (CAMPO)
284-25300-MA-117-0039
DICIEMBRE / 2000
EXPLORACIN Y PRODUCCIN
PAG: 49
DE: 52
REVISIN: CERO
ELABOR:
REVIS:
APROB:
JCAJ
CAMG/STX
JACS
MANUAL DE PROCEDIMIENTOS
PROCEDIMIENTO PARA INSPECCIN RADIOGRFICA (CAMPO)
284-25300-MA-117-0039
DICIEMBRE / 2000
EXPLORACIN Y PRODUCCIN
PAG: 50
DE: 52
REVISIN: CERO
ELABOR:
REVIS:
APROB:
JCAJ
CAMG/STX
JACS
MANUAL DE PROCEDIMIENTOS
PROCEDIMIENTO PARA INSPECCIN RADIOGRFICA (CAMPO)
8.9 ANEXO IX Tabla para obtener factores de correccin por distancia.
284-25300-MA-117-0039
DICIEMBRE / 2000
EXPLORACIN Y PRODUCCIN
PAG: 51
DE: 52
REVISIN: CERO
ELABOR:
REVIS:
APROB:
JCAJ
CAMG/STX
JACS
MANUAL DE PROCEDIMIENTOS
PROCEDIMIENTO PARA INSPECCIN RADIOGRFICA (CAMPO)
8.10 ANEXO X Curvas caractersticas de pelcula.
284-25300-MA-117-0039
DICIEMBRE / 2000
EXPLORACIN Y PRODUCCIN
PAG: 52
DE: 52
REVISIN: CERO
ELABOR:
REVIS:
APROB:
JCAJ
CAMG/STX
JACS
CONTROL DE ACTUALIZACIN DE PROCEDIMIENTO
Subdireccin: Regin Sur
Activo/Gerencia: Activo de Produccin Muspac
Subgerencia/Suptcia: Mantenimiento a Ductos
Departamento:
Fecha mxima de actualizacin: Diciembre / 2005
Ubicacin fsica del documento:
Nombre del Procedimiento: Procedimiento para Inspeccin Radiogrfica (campo)
Revisin:
Fecha:
Nombre y Firma
Diciembre /
2000
Francisco
Ferndez
Lagos
1
2
3
4
5
Activo
Muspac
Regin
Sur
Sede
Cambios
Generados
Adecuacin
al SIASPA
Potrebbero piacerti anche
- 018.C Instalacion y Remoción de Tapon VRPDocumento7 pagine018.C Instalacion y Remoción de Tapon VRPTopoilServNessuna valutazione finora
- Mantenimiento Calibracion Valvulas Alivio PDFDocumento41 pagineMantenimiento Calibracion Valvulas Alivio PDFTopoilServNessuna valutazione finora
- Sistema Quemador EcologicoDocumento6 pagineSistema Quemador EcologicoTopoilServ0% (1)
- TOS-005D-C Instalación y Prueba Lineas-ComprDocumento7 pagineTOS-005D-C Instalación y Prueba Lineas-ComprTopoilServNessuna valutazione finora
- Calibracion de Valvulas de Alivio (v01)Documento4 pagineCalibracion de Valvulas de Alivio (v01)TopoilServNessuna valutazione finora
- Burilado, Rectificación de Roscas Con MachuelosDocumento9 pagineBurilado, Rectificación de Roscas Con MachuelosTopoilServNessuna valutazione finora
- 15.E Toma de Presión de PozoDocumento8 pagine15.E Toma de Presión de PozoTopoilServNessuna valutazione finora
- Book Valmesa PDFDocumento18 pagineBook Valmesa PDFOlivera OmarNessuna valutazione finora
- Unidad de Prueba o EngraseDocumento6 pagineUnidad de Prueba o EngraseTopoilServNessuna valutazione finora
- Instructivo Tecnico Valvulas PDFDocumento48 pagineInstructivo Tecnico Valvulas PDFOmarH.MoralesNessuna valutazione finora
- LG K220HDocumento2 pagineLG K220HTopoilServNessuna valutazione finora
- Procedimiento de Medicion de Espesores de PinturaDocumento9 pagineProcedimiento de Medicion de Espesores de PinturaSumihacp ObrasNessuna valutazione finora
- Banco de Pruebas para Valvulas de SeguridadDocumento7 pagineBanco de Pruebas para Valvulas de SeguridadOrlando Navarrete100% (1)
- 246-28900-Ma-317-0268 Proc Armado y Utilizacion de AndamioosDocumento17 pagine246-28900-Ma-317-0268 Proc Armado y Utilizacion de AndamioosTopoilServNessuna valutazione finora
- 024-B Procedimiento Operativo para Efectuar Una Prueba Hidrostática SuperficialDocumento8 pagine024-B Procedimiento Operativo para Efectuar Una Prueba Hidrostática SuperficialTopoilServNessuna valutazione finora
- FT TOS-08 Presa Ecológica de QuemaDocumento2 pagineFT TOS-08 Presa Ecológica de QuemaTopoilServNessuna valutazione finora
- 223 21100 Op 211 0156Documento40 pagine223 21100 Op 211 0156TopoilServ100% (1)
- MANUAL CALIDAD Transporte de LodosDocumento25 pagineMANUAL CALIDAD Transporte de LodosTopoilServ100% (1)
- 030.F Prueba Hidrostática A Tuberías y AccesoriosDocumento8 pagine030.F Prueba Hidrostática A Tuberías y AccesoriosTopoilServNessuna valutazione finora
- TOS 004 C TOP Oil Prod CompDocumento8 pagineTOS 004 C TOP Oil Prod CompTopoilServNessuna valutazione finora
- SECC.O Evaluacion e Identificacion Riesgos Rev.3Documento9 pagineSECC.O Evaluacion e Identificacion Riesgos Rev.3TopoilServNessuna valutazione finora
- TOS-005A-C TOP Oil Tapon de Abandono-CompDocumento6 pagineTOS-005A-C TOP Oil Tapon de Abandono-CompTopoilServNessuna valutazione finora
- 030.B Inspeccion Liquidos PenetrantesDocumento23 pagine030.B Inspeccion Liquidos PenetrantesTopoilServNessuna valutazione finora
- 018-b.1 Procedimiento de Grampa PDFDocumento4 pagine018-b.1 Procedimiento de Grampa PDFTopoilServNessuna valutazione finora
- TOS-013 Unidad Soldadura Especializada (TOS)Documento1 paginaTOS-013 Unidad Soldadura Especializada (TOS)TopoilServNessuna valutazione finora
- Procedimiento para La Inspeccion en Instls de ProduccionDocumento56 pagineProcedimiento para La Inspeccion en Instls de Produccionrichard_580Nessuna valutazione finora
- DCO-PGI-T-114-Recubrimientos DieléctricosDocumento24 pagineDCO-PGI-T-114-Recubrimientos DieléctricosMIGUELONOFRENessuna valutazione finora
- 02 Plan de Ahorro de EnergiaDocumento3 pagine02 Plan de Ahorro de EnergiaTopoilServNessuna valutazione finora
- Construccion de Lineas de DescargaDocumento229 pagineConstruccion de Lineas de DescargaTopoilServNessuna valutazione finora
- 11 Química 2022 IiDocumento24 pagine11 Química 2022 IiWENDY ANGELA MALLQUI BUSTAMANTENessuna valutazione finora
- Funciones VectorialesDocumento9 pagineFunciones VectorialesMARIA BELEN MOSCOSO FLORESNessuna valutazione finora
- Examen Mensual de FisicaDocumento4 pagineExamen Mensual de FisicaalexanderNessuna valutazione finora
- Problemas Unidades y MedicionesDocumento2 pagineProblemas Unidades y MedicionesMario Jaziel VazquezNessuna valutazione finora
- Deformación PlásticaDocumento36 pagineDeformación PlásticaronaldmecNessuna valutazione finora
- PreguntasDocumento3 paginePreguntasCesar PortalNessuna valutazione finora
- 20170418090444Documento3 pagine20170418090444Luis RodriguezNessuna valutazione finora
- Métodos y Técnicas para El Estudio Del Sistema NDocumento38 pagineMétodos y Técnicas para El Estudio Del Sistema NKresnik RosenNessuna valutazione finora
- Teoría Clásica de CamposDocumento4 pagineTeoría Clásica de Camposdreyes3773Nessuna valutazione finora
- Preamp para Micrófono ECC83-12AX7 PDFDocumento8 paginePreamp para Micrófono ECC83-12AX7 PDFPablo EspinosaNessuna valutazione finora
- Curso Soldadura Tig Acero Al Carbono PlanchaDocumento4 pagineCurso Soldadura Tig Acero Al Carbono PlanchaAndres Barrena ValderramaNessuna valutazione finora
- Coeficiente de Expansión Térmica de MaterialesDocumento6 pagineCoeficiente de Expansión Térmica de MaterialesMaria Alejandra Ruiz TorresNessuna valutazione finora
- Cinética Química Metodo Integral 3Documento2 pagineCinética Química Metodo Integral 3Royer B Damian HuamaniNessuna valutazione finora
- Ejerc. Dinami GrupalDocumento3 pagineEjerc. Dinami GrupalJhonston Jhobdan Aquino ChavezNessuna valutazione finora
- TEMA 5 Espacios Vectoriales EaulaDocumento16 pagineTEMA 5 Espacios Vectoriales EaulaVladymyr Hera QuintanillaNessuna valutazione finora
- Proyección OrtogonalDocumento20 pagineProyección OrtogonalJames VargasNessuna valutazione finora
- 1.8 Guía 5 Estructura de La Materia 8° 2020 RutherfordDocumento5 pagine1.8 Guía 5 Estructura de La Materia 8° 2020 Rutherfordjacqueline paeckartNessuna valutazione finora
- Fase - 1 - 201424 - 70 ElectromagnetismoDocumento9 pagineFase - 1 - 201424 - 70 ElectromagnetismoHarold Garcia VargasNessuna valutazione finora
- Organica - 32396 EjerciciosDocumento5 pagineOrganica - 32396 EjerciciosSoraya CarguaytongoNessuna valutazione finora
- TEODOLITODocumento2 pagineTEODOLITOGonzalo S. EspinozaNessuna valutazione finora
- Transformaciones GeometricasDocumento8 pagineTransformaciones GeometricasBrenda Pava100% (1)
- Resistencia - de - Aislamiento 1Documento70 pagineResistencia - de - Aislamiento 1hotape100% (1)
- FDApli 61Documento2 pagineFDApli 61Manuel MorenoNessuna valutazione finora
- Ejercicios 5Documento3 pagineEjercicios 5Javier ReyesNessuna valutazione finora
- Torre de Pared MojadaDocumento7 pagineTorre de Pared MojadaRodrigo GarciaNessuna valutazione finora
- Fisica EscolarDocumento7 pagineFisica EscolarRafael Matencio GerónimoNessuna valutazione finora
- Informe de Quimica de Acidos CarboxilicosDocumento4 pagineInforme de Quimica de Acidos CarboxilicosRamirez JuanNessuna valutazione finora
- Junio 97 eDocumento6 pagineJunio 97 emanjes17Nessuna valutazione finora
- Fisica ElementalDocumento5 pagineFisica ElementalEdinxito C'vNessuna valutazione finora
- Komatsu Analisis FallasDocumento108 pagineKomatsu Analisis FallasEduardo Montero67% (3)