Potrebbero piacerti anche
- Tube BendingDocumento8 pagineTube BendingRohan Paunikar100% (1)
- ENG2068 SampleofcontentsDocumento10 pagineENG2068 SampleofcontentsKlich77Nessuna valutazione finora
- Bending PipeDocumento5 pagineBending PipeIra MartianiNessuna valutazione finora
- Calculate Pipe Bend DimensionsDocumento2 pagineCalculate Pipe Bend DimensionsHecs Bsce100% (2)
- Pipe Bending-Hot BendingDocumento4 paginePipe Bending-Hot Bendingamulbaby31100% (1)
- Induction BendsDocumento16 pagineInduction BendsDesmond Chang100% (1)
- Everything You Need to Know About Induction Pipe BendsDocumento20 pagineEverything You Need to Know About Induction Pipe Bendsmarcos2dami2o2de2azeNessuna valutazione finora
- Introduction Pipe BendingDocumento34 pagineIntroduction Pipe BendingNguyen Anh TungNessuna valutazione finora
- Pipeline Installation, Manufacturing, Welding and NDTDocumento102 paginePipeline Installation, Manufacturing, Welding and NDTIfenna Obele100% (4)
- Hydro Forming of T-JOINTDocumento12 pagineHydro Forming of T-JOINTSenthamilselvi RamachandranNessuna valutazione finora
- TDW Distribution Systems CatalogDocumento144 pagineTDW Distribution Systems CatalogSIMON S. FLORES G.100% (1)
- Plant 3d Tutorial Word FileDocumento14 paginePlant 3d Tutorial Word FileAmit Gaikwad100% (1)
- Induction BendingDocumento20 pagineInduction BendingAnoop N Kutty100% (4)
- Petrofac Piping Inspection Handbook PDFDocumento25 paginePetrofac Piping Inspection Handbook PDFramesh100% (1)
- Specification For Pipe BendsDocumento20 pagineSpecification For Pipe BendsnavasNessuna valutazione finora
- Polypropylene: Section GuideDocumento55 paginePolypropylene: Section GuideKarthik RajNessuna valutazione finora
- Anvil Pipe Fitters HandbookDocumento316 pagineAnvil Pipe Fitters HandbookQuah123Nessuna valutazione finora
- The Piping Guide Part 1Documento156 pagineThe Piping Guide Part 1Njoku StephenNessuna valutazione finora
- Pipeline Design Consideration and StandardsDocumento50 paginePipeline Design Consideration and StandardsahmadNessuna valutazione finora
- Electrode Consumption PDFDocumento1 paginaElectrode Consumption PDFharold_bhieNessuna valutazione finora
- Metal Backing Flange GuidelinesDocumento19 pagineMetal Backing Flange GuidelinesDang Hieu NguyenNessuna valutazione finora
- PFI ES-24 Pipe Bending Methods, Tolerances, Process and Material RequirementsDocumento12 paginePFI ES-24 Pipe Bending Methods, Tolerances, Process and Material RequirementsAlienshow100% (3)
- STOPPLE / HOT TAPPING Method of StatementDocumento9 pagineSTOPPLE / HOT TAPPING Method of StatementLoaloat Shat AlarabNessuna valutazione finora
- Pipe Bend RadiusDocumento8 paginePipe Bend RadiusAdagharaNessuna valutazione finora
- Pipe BendingDocumento5 paginePipe BendingPutra Pratama100% (3)
- Sp3D Modeling Instructions: SUBJECT: Table of Contents (Modeling - Equipment Input) - Datum Point PlacementDocumento4 pagineSp3D Modeling Instructions: SUBJECT: Table of Contents (Modeling - Equipment Input) - Datum Point PlacementNikhil chaundkarNessuna valutazione finora
- Din Flange PDFDocumento45 pagineDin Flange PDFVineeth MuraleedharanNessuna valutazione finora
- Chapter Piping SpoolDocumento21 pagineChapter Piping SpoolMuhammad Chairul100% (2)
- Piping BasicsDocumento44 paginePiping Basicsforzama100% (3)
- Induction Bends in Material Grade X80Documento0 pagineInduction Bends in Material Grade X80Nandhakumaran RajagopalanNessuna valutazione finora
- Astm GradesDocumento3 pagineAstm GradeszackjipangNessuna valutazione finora
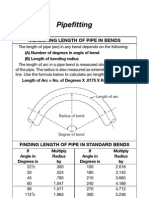
- Measuring Length of Pipe in BendsDocumento1 paginaMeasuring Length of Pipe in Bendsamacathot06100% (1)
- Code Construction: ASME B16.49 (Induction Bend) Outside Diameter O.D. (MM) Angle Bending Ø Tangent Length at Each End Wall Thickness (MM)Documento4 pagineCode Construction: ASME B16.49 (Induction Bend) Outside Diameter O.D. (MM) Angle Bending Ø Tangent Length at Each End Wall Thickness (MM)Edwardhutauruk100% (1)
- Elastic Bend Calculation-CR4Documento8 pagineElastic Bend Calculation-CR4Sankar CdmNessuna valutazione finora
- How To Get High Quality Pipe BendDocumento23 pagineHow To Get High Quality Pipe BendYaneYang100% (1)
- 3D & 5D Pipe Bend For PipelineDocumento6 pagine3D & 5D Pipe Bend For PipelinemohammadazraiNessuna valutazione finora
- Flanges PDFDocumento76 pagineFlanges PDFamang101100% (10)
- Acoustic Pipe Supports for Temperatures up to 200°CDocumento6 pagineAcoustic Pipe Supports for Temperatures up to 200°Cnamdq-1Nessuna valutazione finora
- IDBU-CW-LSPDS-000030 Rev D Upstream Process Piping Welding and InspectionDocumento32 pagineIDBU-CW-LSPDS-000030 Rev D Upstream Process Piping Welding and Inspectionjoey garciaNessuna valutazione finora
- Mto Check List1Documento4 pagineMto Check List1vipul gandhi100% (1)
- Tube Bending ProcedureDocumento5 pagineTube Bending ProcedureJaime Zea67% (3)
- M3 - U6 - Pipe Threading and TestingDocumento25 pagineM3 - U6 - Pipe Threading and TestingAfonso BuenoNessuna valutazione finora
- Multiple Angle Pipe Bending MachineDocumento99 pagineMultiple Angle Pipe Bending MachineselvarajNessuna valutazione finora
- Meca ProjectDocumento29 pagineMeca ProjectSahilye Geha100% (1)
- M3 U1 Piping MaterialsDocumento28 pagineM3 U1 Piping MaterialsIbtissamNessuna valutazione finora
- Manual Pipe Bender ProjectDocumento36 pagineManual Pipe Bender ProjectSahilye Geha100% (1)
- Swaging Process Swaging Process: Homework #2 Authored By: MASA FUADDocumento11 pagineSwaging Process Swaging Process: Homework #2 Authored By: MASA FUADMasa FuadNessuna valutazione finora
- Topic Instructions and GuidelinesDocumento16 pagineTopic Instructions and GuidelinesfraluleiNessuna valutazione finora
- Pipe WorkDocumento12 paginePipe WorkSudheepNessuna valutazione finora
- Roller Bending MachineDocumento7 pagineRoller Bending MachinesankaramarayananNessuna valutazione finora
- RA BS 5 3 - Ch3Documento17 pagineRA BS 5 3 - Ch3fraluleiNessuna valutazione finora
- Engineering Workshp Report HDocumento9 pagineEngineering Workshp Report HVivek RaoNessuna valutazione finora
- Module Iii - Extrusion ProcessesDocumento27 pagineModule Iii - Extrusion ProcessesAntonius PrakosaNessuna valutazione finora
- Steel Tube and Pipe ManufacturingDocumento63 pagineSteel Tube and Pipe ManufacturingBudy Sinaga100% (1)
- Design and Fabrication of Hydraulic Zigzag Bending Machine IJERTCONV5IS07022Documento4 pagineDesign and Fabrication of Hydraulic Zigzag Bending Machine IJERTCONV5IS07022praveen ajith100% (1)
- Familiarization With Sheet-Metal Forming Il: Module Name: ME2024 Semester: 3Documento9 pagineFamiliarization With Sheet-Metal Forming Il: Module Name: ME2024 Semester: 3Awishka EashanNessuna valutazione finora
- Manual de Doblez TubingDocumento76 pagineManual de Doblez TubingJose F. MandujanoNessuna valutazione finora
- Design and Fabrication of Hydraulic Zigzag Bending MachineDocumento5 pagineDesign and Fabrication of Hydraulic Zigzag Bending MachineeshwariNessuna valutazione finora
- Coiled TubingDocumento49 pagineCoiled TubingAlisa Petrovici100% (3)
- Steam Turbines A Book of Instruction for the Adjustment and Operation of the Principal Types of this Class of Prime MoversDa EverandSteam Turbines A Book of Instruction for the Adjustment and Operation of the Principal Types of this Class of Prime MoversValutazione: 5 su 5 stelle5/5 (2)
- Apptitude 1-10Documento45 pagineApptitude 1-10abhisheknharanghatNessuna valutazione finora
- Bends (Elbows) (ASME B31.3-2012 Para. 304.2.1) : Design ConditionsDocumento1 paginaBends (Elbows) (ASME B31.3-2012 Para. 304.2.1) : Design ConditionsabhisheknharanghatNessuna valutazione finora
- L4 NotesDocumento7 pagineL4 NotesBehin SamNessuna valutazione finora
- Mm/dd/yy 5/4/1965 Enter Date of BirthDocumento1 paginaMm/dd/yy 5/4/1965 Enter Date of BirthabhisheknharanghatNessuna valutazione finora
- 31 3Documento3 pagine31 3abhisheknharanghatNessuna valutazione finora
- Binomial DistributionDocumento11 pagineBinomial DistributionAnjalee PrabhaNessuna valutazione finora
- HSE guide section on hot tapping safetyDocumento4 pagineHSE guide section on hot tapping safetyabhisheknharanghat100% (1)
- Pipe FlotationDocumento5 paginePipe FlotationabhisheknharanghatNessuna valutazione finora
- Monitor Corrosion RatesDocumento3 pagineMonitor Corrosion RatesbtjajadiNessuna valutazione finora
- Kodak 3D 電腦斷層系統Documento28 pagineKodak 3D 電腦斷層系統fomed_twNessuna valutazione finora
- Rio 20 Conference SummaryDocumento3 pagineRio 20 Conference SummaryAyush BishtNessuna valutazione finora
- Learning Team Aet562 - Self-Guided Social Media Training ManualDocumento18 pagineLearning Team Aet562 - Self-Guided Social Media Training Manualapi-646128900Nessuna valutazione finora
- Quraani Nabatat K Khwas o Afadiat Tib e Jadeed K Nuqta e Nazar Se Fayaz Ahmed PH.D 2010Documento542 pagineQuraani Nabatat K Khwas o Afadiat Tib e Jadeed K Nuqta e Nazar Se Fayaz Ahmed PH.D 2010Muhammad Ahmed Tarazi100% (1)
- Drug AddictionDocumento29 pagineDrug Addictionavilaaubrey89% (9)
- Heart Disease SpeechDocumento3 pagineHeart Disease Speechshamim326150% (2)
- Speed Control of Brushless DC Motor Using Conventional ControllersDocumento9 pagineSpeed Control of Brushless DC Motor Using Conventional ControllersMuhdnursalam ZolkepliNessuna valutazione finora
- Acid-Base Titration Experiment ResultsDocumento3 pagineAcid-Base Titration Experiment ResultsLim Kew ChongNessuna valutazione finora
- Modern Physics - Chapter 27Documento67 pagineModern Physics - Chapter 27Hamza PagaNessuna valutazione finora
- Eichhornia Crassipes or Water HyacinthDocumento5 pagineEichhornia Crassipes or Water HyacinthJamilah AbdulmaguidNessuna valutazione finora
- Graphical Machining Process SimulatorDocumento37 pagineGraphical Machining Process SimulatorFrodoNessuna valutazione finora
- NLE 08 Test IDocumento7 pagineNLE 08 Test IBrenlei Alexis NazarroNessuna valutazione finora
- Parasitosis TCMDocumento277 pagineParasitosis TCMRoberto Biglia100% (2)
- Cloudbeds - Hospitality Management Software For Hotels, Hostels & MoreDocumento1 paginaCloudbeds - Hospitality Management Software For Hotels, Hostels & MoreOgi Sigit PNessuna valutazione finora
- Camaras PointGreyDocumento11 pagineCamaras PointGreyGary KasparovNessuna valutazione finora
- GUIDE FOR ROOM EXAMINER - 2023-05 Revised (CSE-Pen & Paper Test) - ModifiedDocumento14 pagineGUIDE FOR ROOM EXAMINER - 2023-05 Revised (CSE-Pen & Paper Test) - ModifiedLeilani BacayNessuna valutazione finora
- Fire Exit Doors SizeDocumento3 pagineFire Exit Doors SizeBerlin Andrew SionNessuna valutazione finora
- No. of Periods UNIT - 1: Antenna FundamentalsDocumento8 pagineNo. of Periods UNIT - 1: Antenna Fundamentalsbotla yogiNessuna valutazione finora
- Sales & Distribution Management Presentation NewDocumento35 pagineSales & Distribution Management Presentation NewVivek Sinha0% (1)
- Met Worksheet Atmosphere QuestionsDocumento4 pagineMet Worksheet Atmosphere QuestionsSujan IyerNessuna valutazione finora
- Enclosure No. 6.7: Parental ConsentDocumento3 pagineEnclosure No. 6.7: Parental ConsentRhea CarinoNessuna valutazione finora
- 2022 Australian Grand Prix - Race Director's Event NotesDocumento5 pagine2022 Australian Grand Prix - Race Director's Event NotesEduard De Ribot SanchezNessuna valutazione finora
- Unit 3 Lesson 2 Video Asa Aas HL NotesDocumento2 pagineUnit 3 Lesson 2 Video Asa Aas HL Notesapi-264764674Nessuna valutazione finora
- An Introduction To Software DevelopmentDocumento19 pagineAn Introduction To Software Developmentsanjeewani wimalarathneNessuna valutazione finora
- 21 V-Ax Formation ENDocumento49 pagine21 V-Ax Formation ENMauro SousaNessuna valutazione finora
- 01 035 07 1844Documento2 pagine01 035 07 1844noptunoNessuna valutazione finora
- Federal Decree Law No. 47 of 2022Documento56 pagineFederal Decree Law No. 47 of 2022samNessuna valutazione finora
- Eye Floaters Cure - Natural Treatment For Eye FloatersDocumento34 pagineEye Floaters Cure - Natural Treatment For Eye FloatersVilluri Venkata Kannaapparao50% (2)
- Lista SindroameDocumento28 pagineLista SindroameFeier CristianNessuna valutazione finora
- Review For 9I1 Semester 2Documento33 pagineReview For 9I1 Semester 2NGUYEN SARAHNessuna valutazione finora