Potrebbero piacerti anche
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- 2019 Husqvarna TE 250i - TE300i Service Repair Manual PDFDocumento363 pagine2019 Husqvarna TE 250i - TE300i Service Repair Manual PDFDiego Garagem P7Nessuna valutazione finora
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (73)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- ABC Functional Requirements Doc SampleDocumento57 pagineABC Functional Requirements Doc SampleSharang Bhasin100% (1)
- 82.1 - Triads and 7th ChordsDocumento11 pagine82.1 - Triads and 7th ChordsAnonymous 9WNqHZNessuna valutazione finora
- JSBRR 09Documento1 paginaJSBRR 09Anonymous 9WNqHZNessuna valutazione finora
- vg30sp 05 PDFDocumento1 paginavg30sp 05 PDFAnonymous 9WNqHZNessuna valutazione finora
- vg30sp 14 PDFDocumento2 paginevg30sp 14 PDFAnonymous 9WNqHZNessuna valutazione finora
- Rhythm 4: Standard TuningDocumento1 paginaRhythm 4: Standard TuningAnonymous 9WNqHZNessuna valutazione finora
- Pop Sixteenths: Pattern 19Documento1 paginaPop Sixteenths: Pattern 19Salvo CoppolaNessuna valutazione finora
- MIT6 685F13 Quiz01ansDocumento6 pagineMIT6 685F13 Quiz01ansAnonymous 9WNqHZNessuna valutazione finora
- Sight Glass General Characteristics: Flow Indicator 7.1. Visoflow WO1 - GM/GKDocumento1 paginaSight Glass General Characteristics: Flow Indicator 7.1. Visoflow WO1 - GM/GKAnonymous 9WNqHZNessuna valutazione finora
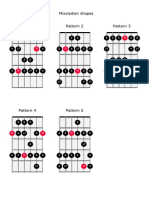
- 68.1 - MixolydianDocumento1 pagina68.1 - MixolydianAnonymous 9WNqHZNessuna valutazione finora
- 05-3 Drawing Pump SetDocumento1 pagina05-3 Drawing Pump SetAnonymous 9WNqHZNessuna valutazione finora
- 10 1 Manual Data SheetDocumento6 pagine10 1 Manual Data SheetAnonymous 9WNqHZNessuna valutazione finora
- Let'S Revisit, and Read, 'Ode To Joy': by Lisa MccormickDocumento2 pagineLet'S Revisit, and Read, 'Ode To Joy': by Lisa MccormickAnonymous 9WNqHZNessuna valutazione finora
- 48.1 - Major Minor ScalesDocumento2 pagine48.1 - Major Minor ScalesAnonymous 9WNqHZNessuna valutazione finora
- 06-2 Data Sheet Oil FilterDocumento2 pagine06-2 Data Sheet Oil FilterAnonymous 9WNqHZNessuna valutazione finora
- Let'S Test The Formula, With A D Minor Chord: by Lisa MccormickDocumento2 pagineLet'S Test The Formula, With A D Minor Chord: by Lisa MccormickAnonymous 9WNqHZNessuna valutazione finora
- Product News ACM 03 2015 AC500 New CPU PM595 - Rev1 - If AwardDocumento2 pagineProduct News ACM 03 2015 AC500 New CPU PM595 - Rev1 - If AwardAnonymous 9WNqHZNessuna valutazione finora
- PLC or DCS PDFDocumento12 paginePLC or DCS PDFsafvanshaikhNessuna valutazione finora
- Barre Chord Change Tips, From 5Th-Root To 6Th-Root: by Lisa MccormickDocumento2 pagineBarre Chord Change Tips, From 5Th-Root To 6Th-Root: by Lisa MccormickAnonymous 9WNqHZNessuna valutazione finora
- Chord Change Tips, Open Chord To Barre Chord: by Lisa MccormickDocumento2 pagineChord Change Tips, Open Chord To Barre Chord: by Lisa MccormickAnonymous 9WNqHZNessuna valutazione finora
- AC500 CPU: Task Configuration Basic ModuleDocumento29 pagineAC500 CPU: Task Configuration Basic ModuleAnonymous 9WNqHZNessuna valutazione finora
- What Is A 'Minor Chord' Made Of?: by Lisa MccormickDocumento2 pagineWhat Is A 'Minor Chord' Made Of?: by Lisa MccormickAnonymous 9WNqHZNessuna valutazione finora
- Play The Mini-Song, 'Eddie'S Ghost Came Back!': by Lisa MccormickDocumento2 paginePlay The Mini-Song, 'Eddie'S Ghost Came Back!': by Lisa MccormickAnonymous 9WNqHZNessuna valutazione finora
- Learn The Mini-Song, 'Eddie'S Ghost Came Back!': by Lisa MccormickDocumento2 pagineLearn The Mini-Song, 'Eddie'S Ghost Came Back!': by Lisa MccormickAnonymous 9WNqHZNessuna valutazione finora
- CPU FW History Overview - 3ADR020152M0401Documento3 pagineCPU FW History Overview - 3ADR020152M0401Anonymous 9WNqHZNessuna valutazione finora
- More Formula Testing, With The E Minor Chord: by Lisa MccormickDocumento2 pagineMore Formula Testing, With The E Minor Chord: by Lisa MccormickAnonymous 9WNqHZNessuna valutazione finora
- Barre Chord Change Strategies, 5Th-String Root: by Lisa MccormickDocumento2 pagineBarre Chord Change Strategies, 5Th-String Root: by Lisa MccormickAnonymous 9WNqHZNessuna valutazione finora
- Barre Chord Change Tips, From 6Th-Root To 5Th-Root: by Lisa MccormickDocumento2 pagineBarre Chord Change Tips, From 6Th-Root To 5Th-Root: by Lisa MccormickAnonymous 9WNqHZNessuna valutazione finora
- Minor Chords in The Key of A: by Lisa MccormickDocumento1 paginaMinor Chords in The Key of A: by Lisa MccormickAnonymous 9WNqHZNessuna valutazione finora
- Barre Chord Change Strategies, 6Th-String Root: by Lisa MccormickDocumento2 pagineBarre Chord Change Strategies, 6Th-String Root: by Lisa MccormickAnonymous 9WNqHZNessuna valutazione finora
- Barre Chord Change Strategies, 6Th-String Root: by Lisa MccormickDocumento2 pagineBarre Chord Change Strategies, 6Th-String Root: by Lisa MccormickAnonymous 9WNqHZNessuna valutazione finora
- MIT5 and MIT10 Spec SheetDocumento6 pagineMIT5 and MIT10 Spec SheetArturo Calvo CNessuna valutazione finora
- C2-RS232-RS422-RS485-phan 3Documento25 pagineC2-RS232-RS422-RS485-phan 3Duc Tri Bui100% (2)
- Cooling Water Pump GearboxDocumento20 pagineCooling Water Pump GearboxAri BinukoNessuna valutazione finora
- 31 SDMS 12Documento31 pagine31 SDMS 12Jalizco RuedaNessuna valutazione finora
- Storage Technology BasicsDocumento193 pagineStorage Technology BasicsphanisanyNessuna valutazione finora
- Climpper Clamper and Transistor ExperimentDocumento7 pagineClimpper Clamper and Transistor ExperimentBryan SmithNessuna valutazione finora
- Asce 8-02Documento22 pagineAsce 8-023132197270Nessuna valutazione finora
- 2nd Group Makalah of Letter of EnquiryDocumento12 pagine2nd Group Makalah of Letter of EnquiryInas Afifah ZahraNessuna valutazione finora
- 09 ARUP SlimCity Urban MobilityDocumento30 pagine09 ARUP SlimCity Urban MobilitynbilicNessuna valutazione finora
- Interdomain Multicast Soln Guide 1587050838Documento336 pagineInterdomain Multicast Soln Guide 1587050838Balaji RajagopalNessuna valutazione finora
- Comparison Between The 3 Best Money Transfer AppsDocumento7 pagineComparison Between The 3 Best Money Transfer AppsEvangelos MoutsiosNessuna valutazione finora
- Software Engineering: UNIT-3Documento41 pagineSoftware Engineering: UNIT-3Jayavarapu Karthik JNessuna valutazione finora
- Yuens CatalogueDocumento23 pagineYuens CatalogueDora PopNessuna valutazione finora
- Day 1 - Session 2 - TAFC FoundationDocumento64 pagineDay 1 - Session 2 - TAFC FoundationEmmanuel Uchenna ChukwuNessuna valutazione finora
- Nissan Tow Hitch InstallationDocumento2 pagineNissan Tow Hitch InstallationalvinNessuna valutazione finora
- Society of International Gas Tanker & Terminal Operators (Sigtto)Documento8 pagineSociety of International Gas Tanker & Terminal Operators (Sigtto)Mohamed MekkyNessuna valutazione finora
- HP Accessories IT Show 2012Documento2 pagineHP Accessories IT Show 2012John TanNessuna valutazione finora
- Proposed Research Titles: ObjectivesDocumento4 pagineProposed Research Titles: ObjectivesApril Danica BiernezaNessuna valutazione finora
- Special Topic Presentation: Subject: Wireless Communication Topic: Global System For Mobile CommunicationDocumento18 pagineSpecial Topic Presentation: Subject: Wireless Communication Topic: Global System For Mobile Communicationtabish khatriNessuna valutazione finora
- GRT8 M Instruction ManualDocumento2 pagineGRT8 M Instruction ManualJosé Antonio Vega SimónNessuna valutazione finora
- Miss Komal Ranvir: ObjectiveDocumento1 paginaMiss Komal Ranvir: ObjectiveKomal RanvirNessuna valutazione finora
- Downloaded From Manuals Search Engine: NOKIA 6820Documento121 pagineDownloaded From Manuals Search Engine: NOKIA 6820okamiotokoNessuna valutazione finora
- Aya Khalil CV 20190207Documento4 pagineAya Khalil CV 20190207Ayousha KhalilNessuna valutazione finora
- Rohit Bhai RateDocumento3 pagineRohit Bhai RateYogesh AryaNessuna valutazione finora
- SMPBPO102 - 005 v2014 QCCIDocumento22 pagineSMPBPO102 - 005 v2014 QCCIJanine Sabio CardonaNessuna valutazione finora
- OneAC1300 UPS Battery For ACE ChemistryDocumento75 pagineOneAC1300 UPS Battery For ACE ChemistryAmanda WardNessuna valutazione finora
- Airbus Supplier Approval List September 2014Documento57 pagineAirbus Supplier Approval List September 2014adip1971890Nessuna valutazione finora
- Thermostat - EberleDocumento2 pagineThermostat - Eberlekath pelaezNessuna valutazione finora