Potrebbero piacerti anche
- OCTG Piping Inspection MethodsDocumento26 pagineOCTG Piping Inspection MethodsAli HashimNessuna valutazione finora
- Rotary Valve ManualDocumento34 pagineRotary Valve ManualMarcio StaschowerNessuna valutazione finora
- Reciprocating Compressor Valve DesignDocumento15 pagineReciprocating Compressor Valve Designsaikatchoudhuri100% (1)
- Question Answers On Steam TurbinesDocumento4 pagineQuestion Answers On Steam TurbinesanoopkntpcNessuna valutazione finora
- HA Series Hydraulic Amplifier Electrical - Installation Operation Manual - Rev FDocumento25 pagineHA Series Hydraulic Amplifier Electrical - Installation Operation Manual - Rev FMachineryeng0% (1)
- BIZ1801 Spares TrumaDocumento30 pagineBIZ1801 Spares TrumaPaoloNessuna valutazione finora
- True Charge 20 Amp 3 Stage Charger ManualDocumento78 pagineTrue Charge 20 Amp 3 Stage Charger ManualElliot Capson100% (1)
- SMPS PPT Summer Traning by VijayDocumento60 pagineSMPS PPT Summer Traning by VijayVijay Kaplsya86% (7)
- Essentials of Economics, 10th Edition (2016)Documento468 pagineEssentials of Economics, 10th Edition (2016)Luis EstradaNessuna valutazione finora
- Case Study SentinelDocumento2 pagineCase Study Sentinelashumishra007Nessuna valutazione finora
- RG Integrally Geared CompressorsDocumento6 pagineRG Integrally Geared CompressorsSauptik SinhaNessuna valutazione finora
- Ar166 208 260Documento82 pagineAr166 208 260michaelxiaoNessuna valutazione finora
- Ebara Cryo BrochureDocumento20 pagineEbara Cryo BrochuremishraenggNessuna valutazione finora
- GreenfieldDocumento8 pagineGreenfieldCristobalPonceSalazarNessuna valutazione finora
- BCL506Documento1 paginaBCL506hakimsalimiNessuna valutazione finora
- Hydrocom: High Energy Savings and Excellent ControllabilityDocumento8 pagineHydrocom: High Energy Savings and Excellent Controllabilityrahilshah100Nessuna valutazione finora
- Dgs-Ep-E E4 Dgs-Dry Gas Seals 02.14Documento4 pagineDgs-Ep-E E4 Dgs-Dry Gas Seals 02.14cincaohijauNessuna valutazione finora
- APCI's Technology DevelopmentDocumento4 pagineAPCI's Technology Developmentapi-3715370Nessuna valutazione finora
- PPI 2072 Diaphragm Compressor ManualDocumento86 paginePPI 2072 Diaphragm Compressor ManualJohn Rey Payunan100% (1)
- A Review On Safety Operation Methods of A Cryogenic Air Separation UnitDocumento9 pagineA Review On Safety Operation Methods of A Cryogenic Air Separation UnitdigecaNessuna valutazione finora
- Howden - FFP Free Floating Piston Lowres PDFDocumento4 pagineHowden - FFP Free Floating Piston Lowres PDFdigecaNessuna valutazione finora
- Hoerbiger Oil Wiper PackingDocumento4 pagineHoerbiger Oil Wiper PackingsaravananknpcNessuna valutazione finora
- Chart Calculate Gas Required To Pressurize PDFDocumento2 pagineChart Calculate Gas Required To Pressurize PDFDhim131267Nessuna valutazione finora
- Cryostar Process Machinery PDFDocumento0 pagineCryostar Process Machinery PDFJavad AmnianNessuna valutazione finora
- R&P Material DetailsDocumento20 pagineR&P Material DetailsinamNessuna valutazione finora
- LPG Compressors: Sales CatalogDocumento40 pagineLPG Compressors: Sales CatalogAn IkhrandiNessuna valutazione finora
- Rings and Packings KATALOG 2021 US-letterDocumento24 pagineRings and Packings KATALOG 2021 US-letterBHAVYA KHANNANessuna valutazione finora
- Reciprocating Compressor IIDocumento59 pagineReciprocating Compressor IISagar NaduvinamaniNessuna valutazione finora
- Thermal Oil Heater1Documento31 pagineThermal Oil Heater1Evans MandinyanyaNessuna valutazione finora
- Pages From 05-01269 Regeneration API-617-datasheet-rev11 PDFDocumento1 paginaPages From 05-01269 Regeneration API-617-datasheet-rev11 PDFalikajbafNessuna valutazione finora
- Tier III EGR For Large 2-Stroke MAN B&W Diesel EnginesDocumento6 pagineTier III EGR For Large 2-Stroke MAN B&W Diesel EnginesWon-young Seo100% (1)
- Module No 3: Boil Off Gas ManagementDocumento30 pagineModule No 3: Boil Off Gas ManagementkhenzyNessuna valutazione finora
- S-MDT PB RB e Eu A4Documento6 pagineS-MDT PB RB e Eu A4lesmosNessuna valutazione finora
- Integrally Geared CompressorDocumento4 pagineIntegrally Geared CompressorHieuNessuna valutazione finora
- Unit 8 Reciprocatng Compressors: StructureDocumento26 pagineUnit 8 Reciprocatng Compressors: StructureRakeshKrNessuna valutazione finora
- Diaphragm CompressorDocumento19 pagineDiaphragm Compressormmkatta100% (1)
- Reciprocating Compressor PDFDocumento0 pagineReciprocating Compressor PDFSureshbabu ThamburajNessuna valutazione finora
- 03 FundamentalsDocumento32 pagine03 FundamentalsKavi BhandariNessuna valutazione finora
- Methane Number CalculationDocumento7 pagineMethane Number CalculationMile ZoricNessuna valutazione finora
- Reciprocating Pumps - NDPDDocumento2 pagineReciprocating Pumps - NDPDDhanny MiharjaNessuna valutazione finora
- Is Rod Drop Measurement Right For My CompressorDocumento4 pagineIs Rod Drop Measurement Right For My CompressorMadhana GopalNessuna valutazione finora
- Donk in Turbo CompressorsDocumento16 pagineDonk in Turbo CompressorsLeon SanchezNessuna valutazione finora
- Failure of Cooling Fan Shaft BearingsDocumento7 pagineFailure of Cooling Fan Shaft BearingsGuru Raja Ragavendran NagarajanNessuna valutazione finora
- API PLAN 62 - Installation of Steam Traps in Steam QuenchDocumento3 pagineAPI PLAN 62 - Installation of Steam Traps in Steam Quenchrmehta26Nessuna valutazione finora
- Nitrogen Generator System Manual: 2Nd GenerationDocumento24 pagineNitrogen Generator System Manual: 2Nd GenerationmishraenggNessuna valutazione finora
- 1 1Documento9 pagine1 1Ankush SehgalNessuna valutazione finora
- TurboExpander ProcessDocumento18 pagineTurboExpander ProcessdndudcNessuna valutazione finora
- Siemens Energy - H2 Use - , PDF PDFDocumento19 pagineSiemens Energy - H2 Use - , PDF PDFAnonymous X4iaEH4Nessuna valutazione finora
- Advances in PSADocumento14 pagineAdvances in PSAmichaelpardoNessuna valutazione finora
- Reciprocating Compressor Discharge TemperatureDocumento6 pagineReciprocating Compressor Discharge TemperaturesalleyNessuna valutazione finora
- Diesel Fuel 1Documento58 pagineDiesel Fuel 1Pradeep MunnaNessuna valutazione finora
- Introduction Thermal Oil Heaters Type VTODocumento7 pagineIntroduction Thermal Oil Heaters Type VTOMomar Talla DiawNessuna valutazione finora
- RG Integrally Geared Compressors PDFDocumento6 pagineRG Integrally Geared Compressors PDFJaswindersingh BhatiaNessuna valutazione finora
- Compressor Selction and Design Course Program OutlineDocumento5 pagineCompressor Selction and Design Course Program OutlinePrasanna kumar subudhiNessuna valutazione finora
- Compresores Reciprocantes Arranque y Metodos de ControlDocumento8 pagineCompresores Reciprocantes Arranque y Metodos de Controlroberdani12Nessuna valutazione finora
- Burckhardt BOG Compressor DesignDocumento12 pagineBurckhardt BOG Compressor DesignThomas MazzoleniNessuna valutazione finora
- Reciprocating CompressorsDocumento4 pagineReciprocating CompressorsRoyalAryans100% (1)
- 16 - Turbo Expanders 0Documento13 pagine16 - Turbo Expanders 0MamdouhAlhanafy100% (1)
- Re Liquefaction System EcoRel - Cryostar Magazine 10Documento12 pagineRe Liquefaction System EcoRel - Cryostar Magazine 10Narayan Marndi100% (1)
- 03 Positive Displacement Compressors RotaryDocumento5 pagine03 Positive Displacement Compressors RotaryLe Anh DangNessuna valutazione finora
- HOS Frame and Running Gear Data Standard Frame and Running Gear AssembliesDocumento8 pagineHOS Frame and Running Gear Data Standard Frame and Running Gear AssembliesJose Luis RattiaNessuna valutazione finora
- 22 Piston Rings e PDFDocumento12 pagine22 Piston Rings e PDFBhumin PatelNessuna valutazione finora
- Friction Optimization On Hydraulic Piston Rod Seals PDFDocumento8 pagineFriction Optimization On Hydraulic Piston Rod Seals PDFbogdan hodor0% (1)
- Gas Seal IntroductionDocumento10 pagineGas Seal IntroductionIjatnaim Isa100% (1)
- Compressor Dry Gas SealsDocumento12 pagineCompressor Dry Gas SealsRajeev Domble100% (3)
- JC Gasket CranfoilDocumento2 pagineJC Gasket CranfoilMachineryengNessuna valutazione finora
- Seal Design For High Pressure Offshore-Morton & EvansDocumento10 pagineSeal Design For High Pressure Offshore-Morton & EvansMachineryengNessuna valutazione finora
- Lip Seal Installation PDFDocumento11 pagineLip Seal Installation PDFMachineryengNessuna valutazione finora
- Api 617 CameronDocumento31 pagineApi 617 CameronMachineryengNessuna valutazione finora
- Borsig BZM - 2016 - EngDocumento84 pagineBorsig BZM - 2016 - EngMachineryengNessuna valutazione finora
- BZM Centrifugal CompressorDocumento16 pagineBZM Centrifugal CompressorMachineryengNessuna valutazione finora
- Lifts and Hoists Maintenance Tasks PDFDocumento19 pagineLifts and Hoists Maintenance Tasks PDFMachineryengNessuna valutazione finora
- Compressor MountingDocumento41 pagineCompressor MountingjmacarroNessuna valutazione finora
- Compressor Performance Test Procedure Shaybah Rev.2 BorsigDocumento23 pagineCompressor Performance Test Procedure Shaybah Rev.2 BorsigMachineryengNessuna valutazione finora
- Compressor Turbo-Air API a4-IRDocumento12 pagineCompressor Turbo-Air API a4-IRMachineryengNessuna valutazione finora
- BORSIG Valve PresentationDocumento18 pagineBORSIG Valve PresentationMachineryengNessuna valutazione finora
- Burgmann Quick Guide To Identifying Mechanical Seal FailuresDocumento1 paginaBurgmann Quick Guide To Identifying Mechanical Seal FailuresakabbaraNessuna valutazione finora
- SVS.435 Steam Turbine Control UpgradesDocumento4 pagineSVS.435 Steam Turbine Control UpgradesMachineryengNessuna valutazione finora
- Recommended Radial Clearance For Cast Bronze BearingDocumento1 paginaRecommended Radial Clearance For Cast Bronze BearingMachineryengNessuna valutazione finora
- Multilube Pumping Unit MLP Advantages and Features: Compact and Flexible Centralised Lubrication SystemDocumento2 pagineMultilube Pumping Unit MLP Advantages and Features: Compact and Flexible Centralised Lubrication SystemMachineryengNessuna valutazione finora
- Bolting Guide LineDocumento2 pagineBolting Guide LineMachineryengNessuna valutazione finora
- Thread Terms: External Standard Thread ProfileDocumento2 pagineThread Terms: External Standard Thread ProfileMachineryengNessuna valutazione finora
- 713 SYS LubeSite-Systems BR-R5Documento36 pagine713 SYS LubeSite-Systems BR-R5Jas SumNessuna valutazione finora
- Introduction To Storage TanksDocumento49 pagineIntroduction To Storage TanksMachineryeng100% (2)
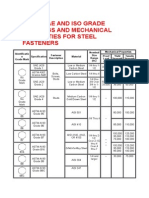
- Bolts GradesDocumento9 pagineBolts GradesMachineryengNessuna valutazione finora
- Technical Data of ThreadedDocumento4 pagineTechnical Data of ThreadedMachineryengNessuna valutazione finora
- On CryogenicsDocumento15 pagineOn Cryogenicsaswinchand50Nessuna valutazione finora
- ElecDocumento40 pagineElecakela_life100% (4)
- Development of A Network and Gas Lift Allocation Model For Production Optimization in The Ras Budran FieldDocumento14 pagineDevelopment of A Network and Gas Lift Allocation Model For Production Optimization in The Ras Budran FieldTaiwo Adenike BashorunNessuna valutazione finora
- Temperature Conditions: Type of Solar ModuleDocumento2 pagineTemperature Conditions: Type of Solar ModuleEhsan Ur RehmanNessuna valutazione finora
- Operationalization of Regenerative Design Indicators An Integrated Framework of Design and AnalysisDocumento10 pagineOperationalization of Regenerative Design Indicators An Integrated Framework of Design and AnalysisVera MarinNessuna valutazione finora
- Operating Instructions: DishwasherDocumento20 pagineOperating Instructions: DishwasherpetrushinNessuna valutazione finora
- A GCE Physics B 2865 01 January 2006 Question PaperDocumento24 pagineA GCE Physics B 2865 01 January 2006 Question PaperMitul KaziNessuna valutazione finora
- C4 Tech Spec Issue 2Documento5 pagineC4 Tech Spec Issue 2Дмитрий КалининNessuna valutazione finora
- Spectrasyn Plus™ 5: Advanced Polyalphaolefin (Pao) FluidDocumento2 pagineSpectrasyn Plus™ 5: Advanced Polyalphaolefin (Pao) FluidMaram YasserNessuna valutazione finora
- VCA Evaporative Condenser Parts MapDocumento2 pagineVCA Evaporative Condenser Parts MapJunior Montalvo cruzNessuna valutazione finora
- Commissioning NotesDocumento13 pagineCommissioning NotesÇınar İnalNessuna valutazione finora
- Market Rules IGX v3Documento80 pagineMarket Rules IGX v3Raymond SmithNessuna valutazione finora
- Lube Blending Plants: Global Market Study and Performance EvaluationDocumento25 pagineLube Blending Plants: Global Market Study and Performance Evaluationmgamal1080Nessuna valutazione finora
- Autometers Alliance Limited - 'Pegasus' (Powertronix Spa, Italy) Online UpsDocumento7 pagineAutometers Alliance Limited - 'Pegasus' (Powertronix Spa, Italy) Online UpsItscrap ItscrapNessuna valutazione finora
- Blacksmithing 101 - How To Make A Forge and Start Hammering Metal - Popular MechanicsDocumento6 pagineBlacksmithing 101 - How To Make A Forge and Start Hammering Metal - Popular MechanicsByram JNessuna valutazione finora
- Chapter 1 Exercises PDFDocumento8 pagineChapter 1 Exercises PDFGeorges SalloumNessuna valutazione finora
- 1735 KVA (1388 KW) Mitsubishi PDFDocumento1 pagina1735 KVA (1388 KW) Mitsubishi PDFMd. Harunor RashidNessuna valutazione finora
- S13 - TR01 - Serial 50263Documento21 pagineS13 - TR01 - Serial 50263AhmedRaafatNessuna valutazione finora
- E510 Startup Installation ManualDocumento147 pagineE510 Startup Installation Manualpermitha sariNessuna valutazione finora
- ATC E Bulletin 153E Final LR PDFDocumento44 pagineATC E Bulletin 153E Final LR PDFMax JunghannsNessuna valutazione finora
- France en Dec. 2022 v3Documento37 pagineFrance en Dec. 2022 v3Tarek OsmanNessuna valutazione finora
- V B TDocumento12 pagineV B TAshish KatariaNessuna valutazione finora
- Size CalculationDocumento13 pagineSize CalculationGopal DasiriNessuna valutazione finora
- Flow Testing BrochureDocumento12 pagineFlow Testing BrochureImadNessuna valutazione finora
- 10 - CapacitorsDocumento5 pagine10 - Capacitorschie CNessuna valutazione finora