Potrebbero piacerti anche
- Single screw actuated pivoted clampDocumento2 pagineSingle screw actuated pivoted clampdevheadbot100% (1)
- Reciprocating Engine PowerplantDocumento563 pagineReciprocating Engine PowerplantKen Guanzon100% (2)
- English Comm Work Book Class XDocumento298 pagineEnglish Comm Work Book Class XChatti Sandeep25% (4)
- Gear Tooth ThicknessDocumento15 pagineGear Tooth Thicknessramana4u_iitmNessuna valutazione finora
- Us965386 PDFDocumento6 pagineUs965386 PDFJin SongNessuna valutazione finora
- Briggs & Stratton engine service manualDocumento13 pagineBriggs & Stratton engine service manualterry278383% (6)
- Berco BMU 424GBDocumento20 pagineBerco BMU 424GBEdgar Alves100% (2)
- Jan. 4, L 1966 T. W. Spack 3,227,148Documento6 pagineJan. 4, L 1966 T. W. Spack 3,227,148MainAvelNessuna valutazione finora
- Snatch Blocks ManualDocumento22 pagineSnatch Blocks ManualKhánh NgânNessuna valutazione finora
- API 11D1 Packers and Bridge PlugsDocumento7 pagineAPI 11D1 Packers and Bridge PlugszbhdzpNessuna valutazione finora
- Manual de Servicio Nissan Cyqd32-TDocumento60 pagineManual de Servicio Nissan Cyqd32-Thecazorla0% (1)
- P315/P330/P350/P365 GEAR PUMP PERFORMANCE DATADocumento17 pagineP315/P330/P350/P365 GEAR PUMP PERFORMANCE DATAVictor Hugo Benitez Paez100% (3)
- Bending copper tubes accurately with machinesDocumento2 pagineBending copper tubes accurately with machinessubbiah1986Nessuna valutazione finora
- In The Workshop: Duplex "Documento6 pagineIn The Workshop: Duplex "johnboy183Nessuna valutazione finora
- 2 Vibn Analysis BasicsDocumento117 pagine2 Vibn Analysis BasicsTanoj PatroNessuna valutazione finora
- Cloth Tow Target Sleeve (1935)Documento6 pagineCloth Tow Target Sleeve (1935)CAP History LibraryNessuna valutazione finora
- Mechanical Drives 1 Lap 3Documento77 pagineMechanical Drives 1 Lap 3j.bbarnesNessuna valutazione finora
- Hydrodynamic Thrust Pad Bearing AnalysisDocumento71 pagineHydrodynamic Thrust Pad Bearing AnalysisSaifNessuna valutazione finora
- Bridge Plug-Cement RetainerDocumento7 pagineBridge Plug-Cement RetainerhabibimarioNessuna valutazione finora
- Pfaff 438 Service ManualDocumento38 paginePfaff 438 Service ManualRonan Nolasco100% (1)
- US2579903 - Periscopic Sextant - Kollsman, 1951Documento9 pagineUS2579903 - Periscopic Sextant - Kollsman, 1951devheadbot100% (1)
- 07 CH420-03 - Maintenance - Instructions - 223 1237-03 - en PDFDocumento240 pagine07 CH420-03 - Maintenance - Instructions - 223 1237-03 - en PDFrussNessuna valutazione finora
- Ball Valve Seat Seal Injection SystemDocumento28 pagineBall Valve Seat Seal Injection SystemmudrijasmNessuna valutazione finora
- Weaving With Small Appliances - Book III - The Table LoomDa EverandWeaving With Small Appliances - Book III - The Table LoomNessuna valutazione finora
- Chapter 7 - Lubricants and Lubrication SystemsDocumento34 pagineChapter 7 - Lubricants and Lubrication SystemsRi AlvesNessuna valutazione finora
- KUC Procedure Manual Ed9 SELA1208-03 PDFDocumento89 pagineKUC Procedure Manual Ed9 SELA1208-03 PDFsebastian100% (1)
- SBS MINING Catalogue 2023 PDFDocumento94 pagineSBS MINING Catalogue 2023 PDFNanda Perdana100% (1)
- Us1223254 PDFDocumento7 pagineUs1223254 PDFRodrigoPomaNessuna valutazione finora
- Berthier Us1366863Documento9 pagineBerthier Us1366863cll1968Nessuna valutazione finora
- J.B. HALE'S 1920 BRAIDING MACHINE CARRIERDocumento5 pagineJ.B. HALE'S 1920 BRAIDING MACHINE CARRIERsebastian escobarNessuna valutazione finora
- Berthier Us1446635Documento12 pagineBerthier Us1446635cll19680% (1)
- M © JG) - B) John Garlic/9r.: Sept-3, 1959 J. Gallo, SR 2,902,815Documento3 pagineM © JG) - B) John Garlic/9r.: Sept-3, 1959 J. Gallo, SR 2,902,815James LindonNessuna valutazione finora
- Viewfinder ProjectDocumento4 pagineViewfinder ProjectAndrei PoseaNessuna valutazione finora
- Braiding MachineDocumento7 pagineBraiding Machinejojaberi100% (1)
- 1.0 Job/Experiment No.: Me594/05 2.0 NAME OF EXPERIMENT: Angle Measurement Using Sine Bar & SlipDocumento6 pagine1.0 Job/Experiment No.: Me594/05 2.0 NAME OF EXPERIMENT: Angle Measurement Using Sine Bar & SlipHimanshu Vasistha0% (1)
- June 17, 1941-A. U. Huggenberger: Filed March 14, 1959Documento3 pagineJune 17, 1941-A. U. Huggenberger: Filed March 14, 1959Ar JunNessuna valutazione finora
- Anti-Aircraft Fire Control Device (1937)Documento10 pagineAnti-Aircraft Fire Control Device (1937)CAP History LibraryNessuna valutazione finora
- Adjustable Handles for Riding or Walking Behind Lawn MowerDocumento4 pagineAdjustable Handles for Riding or Walking Behind Lawn Mowerraseks1Nessuna valutazione finora
- Vernier Height GaugeDocumento12 pagineVernier Height GaugeSaurabh Sharma100% (1)
- WWW VMQ, I07: Feb. 12, 1963 v. C. BOWMANDocumento6 pagineWWW VMQ, I07: Feb. 12, 1963 v. C. BOWMANRodrigoPomaNessuna valutazione finora
- Us4540334 PDFDocumento9 pagineUs4540334 PDFJigar SutharNessuna valutazione finora
- Us2996100 PDFDocumento8 pagineUs2996100 PDFerzrzretgertfertgeNessuna valutazione finora
- Cheshire: Composing Room Machine Filed June 1927 3 Sheets-SheetDocumento7 pagineCheshire: Composing Room Machine Filed June 1927 3 Sheets-SheetmephitNessuna valutazione finora
- (Patente 1) US1489458Documento3 pagine(Patente 1) US1489458diegoNessuna valutazione finora
- "A1.h.. May,: June 4, 1929. A. B. Kerr 1,715,929Documento7 pagine"A1.h.. May,: June 4, 1929. A. B. Kerr 1,715,929Guillermo Avila RiveraNessuna valutazione finora
- European Patent Application - VoidmeterDocumento9 pagineEuropean Patent Application - Voidmeterazlan.shareNessuna valutazione finora
- Us 2120533asfafafDocumento5 pagineUs 2120533asfafafankitsarvaiyaNessuna valutazione finora
- Variable-Speed Gearing Patent from 1901Documento4 pagineVariable-Speed Gearing Patent from 1901belchior alvaroNessuna valutazione finora
- Metrology Lab ManualDocumento36 pagineMetrology Lab Manualuvrsunil_kumar100% (2)
- US2128620 - Bending MachineDocumento5 pagineUS2128620 - Bending MachinedevheadbotNessuna valutazione finora
- US2126921Documento5 pagineUS2126921Jhonnatan E Avendaño Florez100% (1)
- US1908080Documento3 pagineUS1908080reichanNessuna valutazione finora
- Us1517483 PDFDocumento10 pagineUs1517483 PDFJin SongNessuna valutazione finora
- H.M. Sprague's Folding Pistol Patent from 1912Documento4 pagineH.M. Sprague's Folding Pistol Patent from 1912djsfNessuna valutazione finora
- Controlling Pressure in Oil WellsDocumento16 pagineControlling Pressure in Oil WellsluiscremaschiNessuna valutazione finora
- Hypoid Gear Cutting Machine PatentDocumento9 pagineHypoid Gear Cutting Machine PatentHano LourensNessuna valutazione finora
- Data Originating From Sources Other Than The EPO May Not Be Accurate, Complete, or Up To DateDocumento3 pagineData Originating From Sources Other Than The EPO May Not Be Accurate, Complete, or Up To DateJaymar ManualNessuna valutazione finora
- 10 InstDocumento12 pagine10 InstreretreNessuna valutazione finora
- Us1955360 PDFDocumento8 pagineUs1955360 PDFRodrigoPomaNessuna valutazione finora
- Measure Angles Accurately with a Sine BarDocumento5 pagineMeasure Angles Accurately with a Sine BarAmolNessuna valutazione finora
- Rollers and Slip GaugesDocumento6 pagineRollers and Slip GaugesAnand Babu50% (2)
- Us 3026089Documento4 pagineUs 3026089takanobu ouraNessuna valutazione finora
- US1024739Documento3 pagineUS1024739AndrewNessuna valutazione finora
- String Lasting: Disponible enDocumento5 pagineString Lasting: Disponible enCamilaNessuna valutazione finora
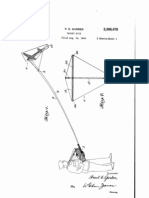
- Target Kite (1944)Documento7 pagineTarget Kite (1944)CAP History LibraryNessuna valutazione finora
- US3317184Documento4 pagineUS3317184Efabind OtNessuna valutazione finora
- ZZ? ??/?? ???P?c222/Z: Filed April 20, 1945Documento5 pagineZZ? ??/?? ???P?c222/Z: Filed April 20, 1945Edikan AkpanNessuna valutazione finora
- United States Patent (191: SeecampDocumento4 pagineUnited States Patent (191: Seecamp9aszerfNessuna valutazione finora
- Nov. 22, 1932. W. D. Lpps. 1888,353Documento12 pagineNov. 22, 1932. W. D. Lpps. 1888,353AGUAVIVANJNessuna valutazione finora
- BOΤTLE LABELING MACHINEDocumento4 pagineBOΤTLE LABELING MACHINEq12wertyNessuna valutazione finora
- April 2, 1968.: Filed Sept 26, 1966Documento7 pagineApril 2, 1968.: Filed Sept 26, 1966Pedja Bekic100% (1)
- Sept. S, 1931. 1,822,027: J. HartnessDocumento6 pagineSept. S, 1931. 1,822,027: J. HartnessVinoth KumarNessuna valutazione finora
- MEPC214Documento21 pagineMEPC214ME DeptNessuna valutazione finora
- Aug. 24, 1923. ? M 1,465,230: A. Ni KanderDocumento3 pagineAug. 24, 1923. ? M 1,465,230: A. Ni KanderTechnical Staff/IPR Coordinator Wenceslao GavinaNessuna valutazione finora
- Scientific American Supplement, No. 441, June 14, 1884.Da EverandScientific American Supplement, No. 441, June 14, 1884.Nessuna valutazione finora
- BDS VAM®+TOP+Casing Regular 7.000 29.00 RegularDocumento1 paginaBDS VAM®+TOP+Casing Regular 7.000 29.00 RegularSaroj Kumar DashNessuna valutazione finora
- Flow Component Testing Facilities Api Safety Valve Validation TestingDocumento7 pagineFlow Component Testing Facilities Api Safety Valve Validation Testingराजकुमार यादवNessuna valutazione finora
- FORM 99c PDFDocumento2 pagineFORM 99c PDFराजकुमार यादवNessuna valutazione finora
- H03086 DFDFDocumento2 pagineH03086 DFDFराजकुमार यादवNessuna valutazione finora
- Gpcdoc Sa Tds ThermiaDocumento2 pagineGpcdoc Sa Tds ThermiaAbdelrahman MagdyNessuna valutazione finora
- Viton Rubber and Its PropertyDocumento3 pagineViton Rubber and Its Propertyराजकुमार यादवNessuna valutazione finora
- Nitrile Rubber - Its PropertyDocumento5 pagineNitrile Rubber - Its Propertyराजकुमार यादवNessuna valutazione finora
- Model: WC-SJT Seal Joint: Technical LiteratureDocumento1 paginaModel: WC-SJT Seal Joint: Technical Literatureराजकुमार यादवNessuna valutazione finora
- Hyd InstallDocumento1 paginaHyd Installराजकुमार यादवNessuna valutazione finora
- 376 CustomDocumento1 pagina376 Customराजकुमार यादवNessuna valutazione finora
- Retrievable Packer Model - PCS-5Documento3 pagineRetrievable Packer Model - PCS-5राजकुमार यादवNessuna valutazione finora
- Cement BasketDocumento4 pagineCement Basketराजकुमार यादवNessuna valutazione finora
- Fox NewDocumento10 pagineFox Newराजकुमार यादवNessuna valutazione finora
- FKM VitonDocumento1 paginaFKM Vitonराजकुमार यादवNessuna valutazione finora
- Top-Co TechDocumento4 pagineTop-Co Techराजकुमार यादवNessuna valutazione finora
- Wear BushingDocumento3 pagineWear BushingAbdelrahman EzzatNessuna valutazione finora
- E213 jqnb9292Documento5 pagineE213 jqnb9292edwinjaviersierraNessuna valutazione finora
- Composite Bridge Plug: DescriptionDocumento1 paginaComposite Bridge Plug: Descriptionराजकुमार यादवNessuna valutazione finora
- Wear BushingDocumento3 pagineWear BushingAbdelrahman EzzatNessuna valutazione finora
- Phosphor Bronze Spring Wire: Chemical Composition Per ASTM-B-159 Max Values)Documento1 paginaPhosphor Bronze Spring Wire: Chemical Composition Per ASTM-B-159 Max Values)राजकुमार यादवNessuna valutazione finora
- Landing JointdfDocumento29 pagineLanding Jointdfराजकुमार यादवNessuna valutazione finora
- Wear BushingDocumento3 pagineWear BushingAbdelrahman EzzatNessuna valutazione finora
- gp30mpc 150Documento27 paginegp30mpc 150locomotoras.slpNessuna valutazione finora
- Klüberlub BE 71-501: Special Lubricating Grease For Rolling and Plain BearingsDocumento4 pagineKlüberlub BE 71-501: Special Lubricating Grease For Rolling and Plain Bearingsphucdc095041Nessuna valutazione finora
- Yd90 - 1987 ModelDocumento6 pagineYd90 - 1987 ModelEsra KAYANessuna valutazione finora
- ALGA/ALGAS/ALGAS-QA Pneumatic Actuators: Scotch Yoke DesignDocumento104 pagineALGA/ALGAS/ALGAS-QA Pneumatic Actuators: Scotch Yoke Designtori widayatNessuna valutazione finora
- Transmission and Torque Converter Hyster H360-620B Repair ManualDocumento58 pagineTransmission and Torque Converter Hyster H360-620B Repair ManualArmando OrtaNessuna valutazione finora
- Water Pump (SEBF8418)Documento29 pagineWater Pump (SEBF8418)خور وشNessuna valutazione finora
- 14264A Construction Mechanic Basic Chapters 3 4 PDFDocumento73 pagine14264A Construction Mechanic Basic Chapters 3 4 PDFDoDuyBacNessuna valutazione finora
- VarelDocumento32 pagineVarelAlireza KhaniNessuna valutazione finora
- ENDURATEX EP-GEAR OIL - TdsDocumento4 pagineENDURATEX EP-GEAR OIL - TdsJeremias UtreraNessuna valutazione finora
- Technical Service Manual: Heavy Duty Pumps SERIES 4195 Sizes Ke, Kke, Lqe, Lse, Q, & QsDocumento10 pagineTechnical Service Manual: Heavy Duty Pumps SERIES 4195 Sizes Ke, Kke, Lqe, Lse, Q, & QsDerry KurniawanNessuna valutazione finora
- Design of Journal Bearing Supports To Be Used in Fiber Reinforced Concrete Beam TestsDocumento7 pagineDesign of Journal Bearing Supports To Be Used in Fiber Reinforced Concrete Beam TestsConnieNessuna valutazione finora
- SM 7Documento32 pagineSM 7WSMengine WSMengineNessuna valutazione finora
- English)Documento193 pagineEnglish)vladijaraNessuna valutazione finora
- InTech-Lubrication and Lubricants PDFDocumento22 pagineInTech-Lubrication and Lubricants PDFHarish BishtNessuna valutazione finora
- TOPIC 4 BearingDocumento44 pagineTOPIC 4 BearingHafiy Qursyeini100% (1)
- Model 165AT Atmospheric Consistometer Instruction Manual: Manual No. 101443559, Revision C Instrument No. 359571 & 359572Documento28 pagineModel 165AT Atmospheric Consistometer Instruction Manual: Manual No. 101443559, Revision C Instrument No. 359571 & 359572Dhafin RizqiNessuna valutazione finora