Potrebbero piacerti anche
- Principles of DesalinationDa EverandPrinciples of DesalinationK SpieglerNessuna valutazione finora
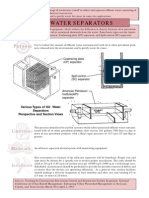
- Oil Water Separator TheoryDocumento3 pagineOil Water Separator Theoryjlcheefei9258Nessuna valutazione finora
- Brochure Oil Water SeparatorDocumento4 pagineBrochure Oil Water SeparatornorthstarleoNessuna valutazione finora
- 2.principle and Design of Waste MinimizationDocumento27 pagine2.principle and Design of Waste MinimizationFx NiubieNessuna valutazione finora
- API - Oil Water Separator - BrochureDocumento4 pagineAPI - Oil Water Separator - BrochuregimmesNessuna valutazione finora
- Uasb/egsb Applications For Industrial Wastewater TreatmentDocumento10 pagineUasb/egsb Applications For Industrial Wastewater Treatmentalberto_03Nessuna valutazione finora
- 19.2. Dewatering of Sludge by FiltrationDocumento46 pagine19.2. Dewatering of Sludge by FiltrationClaudia AvramNessuna valutazione finora
- Waste Water Treatment Plant BPCLDocumento58 pagineWaste Water Treatment Plant BPCLKVRamananNessuna valutazione finora
- CPI BrochureDocumento2 pagineCPI Brochuremashonk okNessuna valutazione finora
- OWS Design BasisDocumento21 pagineOWS Design BasisAnonymous G9t3IVfL4J100% (1)
- Activated Sludge Calcs With ExcelDocumento22 pagineActivated Sludge Calcs With ExcelsahatNessuna valutazione finora
- Oily Water SeperatorsDocumento38 pagineOily Water Seperatorsakusuper67% (3)
- Wastewater Treatment System Design Augmenting HandbookDocumento253 pagineWastewater Treatment System Design Augmenting HandbookradoineNessuna valutazione finora
- Modeling of Activated Sludge With ASM1 Model, Case Study On Wastewater Treatment Plant of South of IsfahanDocumento10 pagineModeling of Activated Sludge With ASM1 Model, Case Study On Wastewater Treatment Plant of South of IsfahanAnish GhimireNessuna valutazione finora
- Agitator Power Requirement and Mixing Intensity CalculationDocumento28 pagineAgitator Power Requirement and Mixing Intensity CalculationVasu DevanNessuna valutazione finora
- Design Guidelines For Drinking Water SystemsDocumento311 pagineDesign Guidelines For Drinking Water SystemsJason LeBlancNessuna valutazione finora
- Langelier Index Corrosion MineralizationDocumento17 pagineLangelier Index Corrosion MineralizationdeyprasenNessuna valutazione finora
- Lab DI Water SystemsDocumento6 pagineLab DI Water SystemsHaidee Che RizminNessuna valutazione finora
- Chapter 17 - MathematicsDocumento13 pagineChapter 17 - MathematicsLivingston JosephNessuna valutazione finora
- Sewage TreatmentDocumento22 pagineSewage TreatmentNelly Elias100% (1)
- Product Catalog: Compact Screen, Single Screen & Multi Screen FiltersDocumento26 pagineProduct Catalog: Compact Screen, Single Screen & Multi Screen FiltersLuan NguyenNessuna valutazione finora
- Design of Anaerobic Upflow ReactorDocumento6 pagineDesign of Anaerobic Upflow ReactorKanishka WijesekaraNessuna valutazione finora
- Design Calculations UnitankDocumento7 pagineDesign Calculations UnitankThành Luân NguyễnNessuna valutazione finora
- EvapPond SizingDocumento2 pagineEvapPond Sizingtpgovind100% (1)
- Aeration System in WWTPDocumento10 pagineAeration System in WWTPashokNessuna valutazione finora
- Slaughterhouse Waste Water TreatmentDocumento16 pagineSlaughterhouse Waste Water TreatmentAleem AhmedNessuna valutazione finora
- Consideration For Approval of ATU For Use in Trinidad and TobagoDocumento5 pagineConsideration For Approval of ATU For Use in Trinidad and TobagoJeffrey James100% (1)
- Rotating Biological ContactorDocumento6 pagineRotating Biological ContactorDebasish NayakNessuna valutazione finora
- API Oil Water Separator DiscussionDocumento4 pagineAPI Oil Water Separator DiscussionArun Kumar100% (1)
- Oily Water SeparatorDocumento24 pagineOily Water Separatormodisunami100% (1)
- DemisterDocumento4 pagineDemistermariniabrahanNessuna valutazione finora
- Dissolved Air Flotation HandoutDocumento5 pagineDissolved Air Flotation HandoutJen Astoveza0% (1)
- Design of Filtration Tank FINAL FINAL FINALDocumento70 pagineDesign of Filtration Tank FINAL FINAL FINALPeter Nobrega50% (4)
- Media Filter Standards ASABEDocumento7 pagineMedia Filter Standards ASABEjshutz1245Nessuna valutazione finora
- WastewaterOperatorStudyManual PDFDocumento242 pagineWastewaterOperatorStudyManual PDFAnggaNessuna valutazione finora
- CE-311 Biological Treatment I - Activated Sludge ProcessDocumento40 pagineCE-311 Biological Treatment I - Activated Sludge ProcessShubham BansalNessuna valutazione finora
- Refridgeration and AC SystemsDocumento22 pagineRefridgeration and AC SystemsApurva ArniNessuna valutazione finora
- Carbon Filter CatalogueDocumento2 pagineCarbon Filter CatalogueTanveer Alam Ansari100% (1)
- 1995, Edzwald, Principles and Applications of Dissolved Air Flotation PDFDocumento23 pagine1995, Edzwald, Principles and Applications of Dissolved Air Flotation PDFDaniel Alejandro Jara PaineanNessuna valutazione finora
- Lesson 5 Packed Tower ScrubbersDocumento20 pagineLesson 5 Packed Tower ScrubbersinsomniaticstatNessuna valutazione finora
- Frosco Grease InterceptorDocumento39 pagineFrosco Grease InterceptorSopi Labu100% (2)
- Waste Incineration TechnologyDocumento22 pagineWaste Incineration TechnologyJoao MinhoNessuna valutazione finora
- 4.3 Basic Design Awwa D100 & Api 650Documento7 pagine4.3 Basic Design Awwa D100 & Api 650Miguel Martinez Guerrero100% (1)
- 06 - Savvy Separator - UNDERPERFORMING GAS SCRUBBERS PDFDocumento8 pagine06 - Savvy Separator - UNDERPERFORMING GAS SCRUBBERS PDFabhijit kharoteNessuna valutazione finora
- Produced Water Research Paper Verygood PDFDocumento132 pagineProduced Water Research Paper Verygood PDFSatish KumarNessuna valutazione finora
- Spill Prevention Control and Countermeasure (SPCC) Plan: Rectangular or Square Remote Impoundment Structure ExampleDocumento4 pagineSpill Prevention Control and Countermeasure (SPCC) Plan: Rectangular or Square Remote Impoundment Structure Examplemsafwan26Nessuna valutazione finora
- Produced Water Treatment TechnologiesDocumento21 pagineProduced Water Treatment TechnologiesGary JonesNessuna valutazione finora
- Understanding Flammability Diagrams: Flammability Diagrams Show The Control of Flammability in Mixtures of FuelDocumento1 paginaUnderstanding Flammability Diagrams: Flammability Diagrams Show The Control of Flammability in Mixtures of FuelDimitrie BogdanNessuna valutazione finora
- Oil Water SeparatorDocumento4 pagineOil Water SeparatorrizkiNessuna valutazione finora
- Recovery of Salt From Aqueous Solution by Eutectic Freeze CrystallizationDocumento39 pagineRecovery of Salt From Aqueous Solution by Eutectic Freeze CrystallizationApurva PatelNessuna valutazione finora
- Wastewater TreatmentDocumento49 pagineWastewater TreatmentAshwani Kumar Pati TripathiNessuna valutazione finora
- The Difference Between API, DIN, IsO, ASME PumpsDocumento1 paginaThe Difference Between API, DIN, IsO, ASME PumpstoicantailieunhatNessuna valutazione finora
- Rotating Biological ContactorDocumento10 pagineRotating Biological ContactorDr. Akepati Sivarami Reddy100% (1)
- Water Handling and TreatmentDocumento18 pagineWater Handling and Treatmentxion_mew2Nessuna valutazione finora
- Liquid - Liquid SeparatorDocumento43 pagineLiquid - Liquid SeparatorArum Puspa SeruniNessuna valutazione finora
- Tertiary TreatmentDocumento45 pagineTertiary TreatmentsunitaudayNessuna valutazione finora
- Multi-Media Filters Rev 01Documento76 pagineMulti-Media Filters Rev 01Flavia Zanette100% (1)
- Sanitary Engineer II: Passbooks Study GuideDa EverandSanitary Engineer II: Passbooks Study GuideNessuna valutazione finora
- Chief Water Treatment Plant Operator: Passbooks Study GuideDa EverandChief Water Treatment Plant Operator: Passbooks Study GuideNessuna valutazione finora
- Manual VentsimDocumento317 pagineManual VentsimLuisito Gutierrez HuamanNessuna valutazione finora
- Free Particle PropagatorDocumento2 pagineFree Particle PropagatorstephenbankesNessuna valutazione finora
- Fund - Elect DE52.Documento355 pagineFund - Elect DE52.atashi baran mohantyNessuna valutazione finora
- CapasitorDocumento19 pagineCapasitorDiego QuirogaNessuna valutazione finora
- Aluminio Por AcidoDocumento7 pagineAluminio Por AcidojackyNessuna valutazione finora
- Unidad 6 Orificios. Vertederos Y Resalto HidráulicoDocumento5 pagineUnidad 6 Orificios. Vertederos Y Resalto HidráulicoPascual JhonnNessuna valutazione finora
- Compaction & ConsolidationDocumento9 pagineCompaction & ConsolidationChandrashekhar SinghNessuna valutazione finora
- Annex 2 - 20-Sample Template For EMoPDocumento2 pagineAnnex 2 - 20-Sample Template For EMoPHercie Jean Golfo50% (2)
- Practical No 10Documento4 paginePractical No 10Muhammad JahanzaibNessuna valutazione finora
- Uni of Frankfurt - Thermodynamic PotentialsDocumento15 pagineUni of Frankfurt - Thermodynamic PotentialstaboogaNessuna valutazione finora
- Injection MouldingDocumento20 pagineInjection MouldingSumanta Das100% (1)
- Optics and LightDocumento35 pagineOptics and LightKeke MauroNessuna valutazione finora
- NptelDocumento2 pagineNptelscorpionarnoldNessuna valutazione finora
- Studi Kasus Kandungan Formalin Pada Ikan Teri Nasi (Stolephorus Commersoni Lac.) Asin Kering Di Pasar Rau Serang Banten - DocDocumento4 pagineStudi Kasus Kandungan Formalin Pada Ikan Teri Nasi (Stolephorus Commersoni Lac.) Asin Kering Di Pasar Rau Serang Banten - DocRini YanuartiNessuna valutazione finora
- 2nd Physical Science ExamDocumento3 pagine2nd Physical Science ExamJokaymick LacnoNessuna valutazione finora
- Fluorescence N PhosphorescenceDocumento14 pagineFluorescence N Phosphorescenceanon_543130923Nessuna valutazione finora
- 0420 - 118T3440 - Cooling WaterDocumento2 pagine0420 - 118T3440 - Cooling WaterfaisalnadimNessuna valutazione finora
- Calcium Silicate Block and Pipe Thermal Insulation: Standard Specification ForDocumento4 pagineCalcium Silicate Block and Pipe Thermal Insulation: Standard Specification ForNour MasmoudiNessuna valutazione finora
- SDS PAGE Troubleshooting GuideDocumento12 pagineSDS PAGE Troubleshooting GuideBhavik ThakarNessuna valutazione finora
- Problem Set 1 Data Regression and Numerical Integration - 2013Documento3 pagineProblem Set 1 Data Regression and Numerical Integration - 2013April TanjayNessuna valutazione finora
- Valve de FlujoDocumento22 pagineValve de FlujoimpwrcNessuna valutazione finora
- Agricultural MeteorologyDocumento25 pagineAgricultural MeteorologyAman IndwarNessuna valutazione finora
- Binary LiquidsDocumento8 pagineBinary LiquidsSuzanne Clariz M. BaltazarNessuna valutazione finora
- Isolation and Alkaline Hydrolysis of The Protein GlutenDocumento5 pagineIsolation and Alkaline Hydrolysis of The Protein GlutenTiffany EspirituNessuna valutazione finora
- Author's Accepted Manuscript: Nano EnergyDocumento52 pagineAuthor's Accepted Manuscript: Nano EnergySteven KmiecNessuna valutazione finora
- Notice: Applications, Hearings, Determinations, Etc.: Lin Zhi International Inc.Documento1 paginaNotice: Applications, Hearings, Determinations, Etc.: Lin Zhi International Inc.Justia.comNessuna valutazione finora
- Rydlyme: The Solution To Your Water Scale ProblemsDocumento4 pagineRydlyme: The Solution To Your Water Scale Problemswq3erwqerwerNessuna valutazione finora
- Fatty AlcoolDocumento16 pagineFatty AlcoolAnamaria UrsuNessuna valutazione finora
- Phy PracticalDocumento45 paginePhy PracticalmuskanNessuna valutazione finora