Potrebbero piacerti anche
- 3DaysWorkshop ProcessFlow HeatTransferModelingDocumento4 pagine3DaysWorkshop ProcessFlow HeatTransferModelingSanthosh LingappaNessuna valutazione finora
- Flownex Applications On CCSDocumento8 pagineFlownex Applications On CCSSanthosh LingappaNessuna valutazione finora
- CompareVidia BrochureDocumento2 pagineCompareVidia BrochureSanthosh LingappaNessuna valutazione finora
- Metal Forming ProcessesDocumento42 pagineMetal Forming ProcessesSanthosh LingappaNessuna valutazione finora
- Structural Integrity Evaluation KitDocumento1 paginaStructural Integrity Evaluation KitSanthosh LingappaNessuna valutazione finora
- Liu Hui PDFDocumento140 pagineLiu Hui PDFSanthosh LingappaNessuna valutazione finora
- Flownex Applications On CCSDocumento8 pagineFlownex Applications On CCSSanthosh LingappaNessuna valutazione finora
- Modeling BCI Setup for IC TestsDocumento6 pagineModeling BCI Setup for IC TestsSanthosh LingappaNessuna valutazione finora
- FatigueDurabilityIndia2016 InvitationDocumento1 paginaFatigueDurabilityIndia2016 InvitationSanthosh LingappaNessuna valutazione finora
- 731 CV PDFDocumento12 pagine731 CV PDFSanthosh LingappaNessuna valutazione finora
- Metal Forming ProcessesDocumento40 pagineMetal Forming ProcessesRyat AtmadjaNessuna valutazione finora
- 885 CV PDFDocumento5 pagine885 CV PDFSanthosh LingappaNessuna valutazione finora
- D - D. Shashidhar CSIR-NGRI, Hyderabad, INDIADocumento6 pagineD - D. Shashidhar CSIR-NGRI, Hyderabad, INDIASanthosh LingappaNessuna valutazione finora
- Modeling Fluid Structure InteractionsDocumento42 pagineModeling Fluid Structure InteractionsC.E. Ishmeet SinghNessuna valutazione finora
- Productflyer - 978 981 10 0814 6Documento1 paginaProductflyer - 978 981 10 0814 6Santhosh LingappaNessuna valutazione finora
- Vapour Compression RefrigerationDocumento9 pagineVapour Compression RefrigerationSanthosh LingappaNessuna valutazione finora
- FatigueDurabilityIndia2016 FloorPlanDocumento1 paginaFatigueDurabilityIndia2016 FloorPlanSanthosh LingappaNessuna valutazione finora
- AFDEX Newsletter ENG (2016.winter)Documento9 pagineAFDEX Newsletter ENG (2016.winter)Santhosh LingappaNessuna valutazione finora
- Presentation 112Documento1 paginaPresentation 112Santhosh LingappaNessuna valutazione finora
- Diseno de Mazarotas PDFDocumento45 pagineDiseno de Mazarotas PDFAriel GarciaNessuna valutazione finora
- Registration Form: Fatigue, Durability and Fracture MechanicsDocumento1 paginaRegistration Form: Fatigue, Durability and Fracture MechanicsSanthosh LingappaNessuna valutazione finora
- Ijesrt: International Journal of Engineering Sciences & Research TechnologyDocumento11 pagineIjesrt: International Journal of Engineering Sciences & Research TechnologySanthosh LingappaNessuna valutazione finora
- Casting & Welding Engineering Gating SystemsDocumento27 pagineCasting & Welding Engineering Gating SystemsSanthosh LingappaNessuna valutazione finora
- Who Is Coming / Who Should Attend ?: Engineers/Managers/Heads/Directors/VP/ Senior Management Involved inDocumento1 paginaWho Is Coming / Who Should Attend ?: Engineers/Managers/Heads/Directors/VP/ Senior Management Involved inSanthosh LingappaNessuna valutazione finora
- Lec 25Documento44 pagineLec 25Santhosh LingappaNessuna valutazione finora
- Souvenir Sponsor: Confirmation FormDocumento1 paginaSouvenir Sponsor: Confirmation FormSanthosh LingappaNessuna valutazione finora
- Who Is Coming / Who Should Attend ?: Engineers/Managers/Heads/Directors/VP/ Senior Management Involved inDocumento1 paginaWho Is Coming / Who Should Attend ?: Engineers/Managers/Heads/Directors/VP/ Senior Management Involved inSanthosh LingappaNessuna valutazione finora
- Registration Form: Fatigue, Durability and Fracture MechanicsDocumento1 paginaRegistration Form: Fatigue, Durability and Fracture MechanicsSanthosh LingappaNessuna valutazione finora
- SponseringOpportunities - FatigueDurabilityIndia2016Documento2 pagineSponseringOpportunities - FatigueDurabilityIndia2016Santhosh LingappaNessuna valutazione finora
- Who Is Coming / Who Should Attend ?: Engineers/Managers/Heads/Directors/VP/ Senior Management Involved inDocumento1 paginaWho Is Coming / Who Should Attend ?: Engineers/Managers/Heads/Directors/VP/ Senior Management Involved inSanthosh LingappaNessuna valutazione finora
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5784)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (890)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (587)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (265)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (72)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (119)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Ks3 Science 2008 Level 5 7 Paper 1Documento28 pagineKs3 Science 2008 Level 5 7 Paper 1Saima Usman - 41700/TCHR/MGBNessuna valutazione finora
- Restructuring Egypt's Railways - Augst 05 PDFDocumento28 pagineRestructuring Egypt's Railways - Augst 05 PDFMahmoud Abo-hashemNessuna valutazione finora
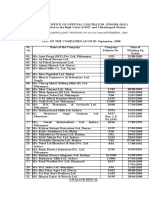
- Statement of Compulsory Winding Up As On 30 SEPTEMBER, 2008Documento4 pagineStatement of Compulsory Winding Up As On 30 SEPTEMBER, 2008abchavhan20Nessuna valutazione finora
- IntroductionDocumento34 pagineIntroductionmarranNessuna valutazione finora
- Individual Sports Prelim ExamDocumento13 pagineIndividual Sports Prelim ExamTommy MarcelinoNessuna valutazione finora
- TransistorDocumento1 paginaTransistorXhaNessuna valutazione finora
- Feasibility StudyDocumento47 pagineFeasibility StudyCyril Fragata100% (1)
- SiBRAIN For PIC PIC18F57Q43 SchematicDocumento1 paginaSiBRAIN For PIC PIC18F57Q43 Schematicivanfco11Nessuna valutazione finora
- Kahveci: OzkanDocumento2 pagineKahveci: OzkanVictor SmithNessuna valutazione finora
- Impolitic Art Sparks Debate Over Societal ValuesDocumento10 pagineImpolitic Art Sparks Debate Over Societal ValuesCarine KmrNessuna valutazione finora
- Domingo V People (Estafa)Documento16 pagineDomingo V People (Estafa)Kim EscosiaNessuna valutazione finora
- Test Bank For Core Concepts of Accounting Information Systems 14th by SimkinDocumento36 pagineTest Bank For Core Concepts of Accounting Information Systems 14th by Simkinpufffalcated25x9ld100% (46)
- Expressive Matter Vendor FaqDocumento14 pagineExpressive Matter Vendor FaqRobert LedermanNessuna valutazione finora
- Furnace ITV Color Camera: Series FK-CF-3712Documento2 pagineFurnace ITV Color Camera: Series FK-CF-3712Italo Rodrigues100% (1)
- Standard Deviation IntroductionDocumento3 pagineStandard Deviation IntroductionShyam ShresthaNessuna valutazione finora
- Artificial IseminationDocumento6 pagineArtificial IseminationHafiz Muhammad Zain-Ul AbedinNessuna valutazione finora
- Active and Passive Voice of Future Continuous Tense - Passive Voice Tips-1Documento5 pagineActive and Passive Voice of Future Continuous Tense - Passive Voice Tips-1Kamal deep singh SinghNessuna valutazione finora
- Ca. Rajani Mathur: 09718286332, EmailDocumento2 pagineCa. Rajani Mathur: 09718286332, EmailSanket KohliNessuna valutazione finora
- Janome DC6030 Sewing Machine Instruction ManualDocumento56 pagineJanome DC6030 Sewing Machine Instruction ManualiliiexpugnansNessuna valutazione finora
- NameDocumento5 pagineNameMaine DagoyNessuna valutazione finora
- AE-Electrical LMRC PDFDocumento26 pagineAE-Electrical LMRC PDFDeepak GautamNessuna valutazione finora
- PREMIUM BINS, CARDS & STUFFDocumento4 paginePREMIUM BINS, CARDS & STUFFSubodh Ghule100% (1)
- Machine Spindle Noses: 6 Bison - Bial S. ADocumento2 pagineMachine Spindle Noses: 6 Bison - Bial S. AshanehatfieldNessuna valutazione finora
- EE290 Practice 3Documento4 pagineEE290 Practice 3olgaNessuna valutazione finora
- Robocon 2010 ReportDocumento46 pagineRobocon 2010 ReportDebal Saha100% (1)
- Variable Speed Pump Efficiency Calculation For Fluid Flow Systems With and Without Static HeadDocumento10 pagineVariable Speed Pump Efficiency Calculation For Fluid Flow Systems With and Without Static HeadVũ Tuệ MinhNessuna valutazione finora
- Henny Penny 500-561-600 TM - FINAL-FM06-009 9-08Documento228 pagineHenny Penny 500-561-600 TM - FINAL-FM06-009 9-08Discman2100% (2)
- Urodynamics Griffiths ICS 2014Documento198 pagineUrodynamics Griffiths ICS 2014nadalNessuna valutazione finora
- Investigatory Project Pesticide From RadishDocumento4 pagineInvestigatory Project Pesticide From Radishmax314100% (1)
- SD-SCD-QF75 - Factory Audit Checklist - Rev.1 - 16 Sept.2019Documento6 pagineSD-SCD-QF75 - Factory Audit Checklist - Rev.1 - 16 Sept.2019Lawrence PeNessuna valutazione finora