Potrebbero piacerti anche
- Cost of Quality FailureDocumento5 pagineCost of Quality FailureTheshi VigianNessuna valutazione finora
- Arrow DiagramDocumento4 pagineArrow DiagramscapasNessuna valutazione finora
- Strategic ManagementDocumento4 pagineStrategic ManagementSoufiane ElhajjaouiNessuna valutazione finora
- Sustaining The Gains: Transitioning The Black Belt Project: © 2001 Conceptflow 0Documento19 pagineSustaining The Gains: Transitioning The Black Belt Project: © 2001 Conceptflow 0anjo0225Nessuna valutazione finora
- Thermodynamic TablesDocumento91 pagineThermodynamic TablesAqli HaqNessuna valutazione finora
- Lean Strategy by Shyam TalawadekarDocumento4 pagineLean Strategy by Shyam Talawadekartsid47Nessuna valutazione finora
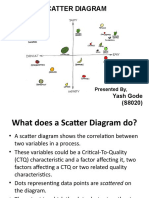
- Scatter DiagramDocumento5 pagineScatter DiagramAmin ChhipaNessuna valutazione finora
- Community Engagement, Solidarity and Citizenship: (Grade 12)Documento6 pagineCommunity Engagement, Solidarity and Citizenship: (Grade 12)Jaspher GonzalesNessuna valutazione finora
- 3-2 Introduction To ImproveDocumento11 pagine3-2 Introduction To Improveanjo0225Nessuna valutazione finora
- Mission ZeroDocumento12 pagineMission ZeroRamon ArratiaNessuna valutazione finora
- 123case Studyxyzzz PDFDocumento9 pagine123case Studyxyzzz PDFAnees Malik100% (1)
- What Is QFD?: Dr. Yoji AkaoDocumento6 pagineWhat Is QFD?: Dr. Yoji AkaoANessuna valutazione finora
- Lean Manufacturing OverviewDocumento11 pagineLean Manufacturing Overviewjitendrasutar1975Nessuna valutazione finora
- 21st Century Business ChallengesDocumento6 pagine21st Century Business ChallengesArijit Podder PulakNessuna valutazione finora
- GraphingDocumento121 pagineGraphingrmix22Nessuna valutazione finora
- 1-1 Introduction & AgendaDocumento14 pagine1-1 Introduction & Agendaanjo0225Nessuna valutazione finora
- Strategic Capacity PlanningDocumento27 pagineStrategic Capacity PlanningLisaNessuna valutazione finora
- FAU MC Answer PackDocumento4 pagineFAU MC Answer PackJosh BissoonNessuna valutazione finora
- Mapping The Total Value Stream: A Comprehensive Guide For Production and Transactional ProcessesDocumento7 pagineMapping The Total Value Stream: A Comprehensive Guide For Production and Transactional ProcessesKisNessuna valutazione finora
- 4 Growth OverviewDocumento53 pagine4 Growth OverviewMichael WuNessuna valutazione finora
- QI Made Simple N FastDocumento46 pagineQI Made Simple N FastYangwei ZhaoNessuna valutazione finora
- College of Business Administration and AccountancyDocumento6 pagineCollege of Business Administration and AccountancyFroilan Arlando BandulaNessuna valutazione finora
- Quality Circle Forum of India: Problem Solving TechniquesDocumento88 pagineQuality Circle Forum of India: Problem Solving TechniquesSamNessuna valutazione finora
- Financial Forecasting and BudgetingDocumento11 pagineFinancial Forecasting and BudgetingAra AlangcaoNessuna valutazione finora
- Amway Lean Office Hdi 2Documento30 pagineAmway Lean Office Hdi 2Ignacio Guerra100% (1)
- Quiz Submissions - Quiz 3 - Chapter 6Documento5 pagineQuiz Submissions - Quiz 3 - Chapter 6charlesNessuna valutazione finora
- AIDocumento15 pagineAIPreetham KarthikNessuna valutazione finora
- Scatter Diagram - Merits and Demerits - Correlation Analysis PDFDocumento3 pagineScatter Diagram - Merits and Demerits - Correlation Analysis PDFAsif gillNessuna valutazione finora
- 2b PDCADocumento2 pagine2b PDCAJonathan Quiroz GuzmánNessuna valutazione finora
- Quality Orientation GuideDocumento25 pagineQuality Orientation GuideAmruthNessuna valutazione finora
- Factors, Measures, and Problems of Quality Costs Program Implementation in The Manufacturing EnvironmentDocumento6 pagineFactors, Measures, and Problems of Quality Costs Program Implementation in The Manufacturing EnvironmentFahad IzharNessuna valutazione finora
- Customer Satisfaction and Business PerformanceDocumento1 paginaCustomer Satisfaction and Business PerformanceDanyal KhanNessuna valutazione finora
- 4-12 Course Wrap-UpDocumento24 pagine4-12 Course Wrap-Upanjo0225Nessuna valutazione finora
- Continental Can CompanyDocumento7 pagineContinental Can CompanyShikhir AgarwalNessuna valutazione finora
- Legal Concerns in Drafting A Policy For Reporting FraudDocumento6 pagineLegal Concerns in Drafting A Policy For Reporting FraudFrancisco BraganzaNessuna valutazione finora
- The Cost of QualityDocumento2 pagineThe Cost of QualityMiguel BradshawNessuna valutazione finora
- G3 1 Index and ChecklistDocumento123 pagineG3 1 Index and ChecklistWendy Al SyabanaNessuna valutazione finora
- An Introduction To Six Sigma and Lean TrainingDocumento23 pagineAn Introduction To Six Sigma and Lean TraininggyanvyanNessuna valutazione finora
- Scatter Diagram: Yash Gode (S8020)Documento20 pagineScatter Diagram: Yash Gode (S8020)Yash GodeNessuna valutazione finora
- Scatter DiagramDocumento20 pagineScatter DiagramIcer Dave Rojas PalmaNessuna valutazione finora
- MachineryDocumento9 pagineMachineryAditya KumarNessuna valutazione finora
- Problem Analysis Tools: Fishbone Diagram, Matrix Diagram and Scatter Plot DiagramDocumento30 pagineProblem Analysis Tools: Fishbone Diagram, Matrix Diagram and Scatter Plot DiagramLance_Joshua_7907Nessuna valutazione finora
- 1 Malaysia Training Program: Perform Quality Control Process 7 QC ToolsDocumento27 pagine1 Malaysia Training Program: Perform Quality Control Process 7 QC Toolsniza643Nessuna valutazione finora
- Practical Engineering, Process, and Reliability StatisticsDa EverandPractical Engineering, Process, and Reliability StatisticsNessuna valutazione finora
- Unit IiiDocumento40 pagineUnit Iiimohanravi1986Nessuna valutazione finora
- Seven Basic Quality Management Tools Tools For Generating IdeasDocumento24 pagineSeven Basic Quality Management Tools Tools For Generating IdeasChel BartNessuna valutazione finora
- A Scatter PlotDocumento5 pagineA Scatter PlotsrinivasurajNessuna valutazione finora
- What Is A Correlation Matrix?Documento4 pagineWhat Is A Correlation Matrix?Irfan UllahNessuna valutazione finora
- Data Exploration & VisualizationDocumento23 pagineData Exploration & Visualizationdivya kolluriNessuna valutazione finora
- Statistics NotesDocumento46 pagineStatistics Noteshsrinivas_7Nessuna valutazione finora
- Seven Old Tools of Quality ControlDocumento26 pagineSeven Old Tools of Quality ControlAmrutha VNessuna valutazione finora
- MBA0040 Statistics For ManagementDocumento11 pagineMBA0040 Statistics For ManagementDhaniram SharmaNessuna valutazione finora
- Mba Quality ManagementDocumento7 pagineMba Quality Managementselinasimpson0701Nessuna valutazione finora
- Group 3: Leader: Mario Aboratigue MemberDocumento17 pagineGroup 3: Leader: Mario Aboratigue MemberAbdul Wahid BataloNessuna valutazione finora
- Chapter 7 Quality Improvement TechniquesDocumento28 pagineChapter 7 Quality Improvement TechniquesmuhadirNessuna valutazione finora
- San Carlos University Engineering Faculty Technical Language School Technical English 4 Eng. Carlos MuñozDocumento17 pagineSan Carlos University Engineering Faculty Technical Language School Technical English 4 Eng. Carlos MuñozPablo José RosalesNessuna valutazione finora
- Scatter PlotsDocumento4 pagineScatter Plotsapi-150547803Nessuna valutazione finora
- Chapter Summary - SRM - Triad 2Documento17 pagineChapter Summary - SRM - Triad 2Vivek RanaNessuna valutazione finora
- Stats Mid TermDocumento22 pagineStats Mid TermvalkriezNessuna valutazione finora
- Journal Writing Material-1Documento5 pagineJournal Writing Material-1prasannaNessuna valutazione finora
- Dell Server Ordering Six Sigma Case StudyDocumento2 pagineDell Server Ordering Six Sigma Case StudySteven BonacorsiNessuna valutazione finora
- Certification Process Six Sigma Case StudyDocumento2 pagineCertification Process Six Sigma Case StudySteven BonacorsiNessuna valutazione finora
- Depot Repair Cycle Time Six Sigma Case StudyDocumento2 pagineDepot Repair Cycle Time Six Sigma Case StudySteven BonacorsiNessuna valutazione finora
- Gage Area Deployment Six Sigma Case StudyDocumento2 pagineGage Area Deployment Six Sigma Case StudySteven BonacorsiNessuna valutazione finora
- Deploy Image Cycle Time Six Sigma Case StudyDocumento2 pagineDeploy Image Cycle Time Six Sigma Case StudySteven BonacorsiNessuna valutazione finora
- Kaiser Permanente Six Sigma Case StudyDocumento2 pagineKaiser Permanente Six Sigma Case StudySteven BonacorsiNessuna valutazione finora
- Gillette Six Sigma Case StudyDocumento2 pagineGillette Six Sigma Case StudySteven BonacorsiNessuna valutazione finora
- Workorder Error Reduction Six Sigma Case StudyDocumento2 pagineWorkorder Error Reduction Six Sigma Case StudySteven BonacorsiNessuna valutazione finora
- System Completeness Six Sigma Case StudyDocumento2 pagineSystem Completeness Six Sigma Case StudySteven BonacorsiNessuna valutazione finora
- Product Order Cycle Time Six Sigma Case StudyDocumento2 pagineProduct Order Cycle Time Six Sigma Case StudySteven BonacorsiNessuna valutazione finora
- BMW IMAC Form Completeness Six Sigma Case StudyDocumento2 pagineBMW IMAC Form Completeness Six Sigma Case StudySteven BonacorsiNessuna valutazione finora
- Server Backup Six Sigma Case StudyDocumento2 pagineServer Backup Six Sigma Case StudySteven BonacorsiNessuna valutazione finora
- Payroll Remittance Six Sigma Case StudyDocumento2 paginePayroll Remittance Six Sigma Case StudySteven BonacorsiNessuna valutazione finora
- Ms5 Stress 1Documento26 pagineMs5 Stress 1NicolasNessuna valutazione finora
- Scottish Gaelic 2nd EditionDocumento117 pagineScottish Gaelic 2nd EditionMila Akimova-LeeNessuna valutazione finora
- Code of Conduct of Dabur Company - 1Documento5 pagineCode of Conduct of Dabur Company - 1Disha KothariNessuna valutazione finora
- DocumentDocumento4 pagineDocumentJuliana ZamorasNessuna valutazione finora
- CV Template - 2018-2020Documento2 pagineCV Template - 2018-2020Rahul AbhishekNessuna valutazione finora
- The Example of Text That Contains Present Perfect TenseDocumento2 pagineThe Example of Text That Contains Present Perfect TenseRahmiSyariif100% (1)
- Gender Stereotypes and Performativity Analysis in Norwegian Wood Novel by Haruki Murakami Devani Adinda Putri Reg No: 2012060541Documento35 pagineGender Stereotypes and Performativity Analysis in Norwegian Wood Novel by Haruki Murakami Devani Adinda Putri Reg No: 2012060541Jornel JevanskiNessuna valutazione finora
- Architectural Design I: SyllabusDocumento3 pagineArchitectural Design I: SyllabusSrilakshmi PriyaNessuna valutazione finora
- ATHE Level 3 Diploma in Business (RQF / 60 Credits)Documento4 pagineATHE Level 3 Diploma in Business (RQF / 60 Credits)GibsonNessuna valutazione finora
- Autoregressive-Moving Average (ARMA) ModelsDocumento34 pagineAutoregressive-Moving Average (ARMA) Modelsflaviorochaavila100% (1)
- Thousand 6, One Thousand 7, One Thousand 8, One Thousand 9, One Thousand 10Documento7 pagineThousand 6, One Thousand 7, One Thousand 8, One Thousand 9, One Thousand 10Nhazie NyzeNessuna valutazione finora
- Approaching Checklist Final PDFDocumento15 pagineApproaching Checklist Final PDFCohort Partnerships100% (1)
- Not PrecedentialDocumento5 pagineNot PrecedentialScribd Government DocsNessuna valutazione finora
- Teacher LOA & TermsDocumento3 pagineTeacher LOA & TermsMike SchmoronoffNessuna valutazione finora
- Types of CounsellingDocumento5 pagineTypes of CounsellingAnkita ShettyNessuna valutazione finora
- 9300 Servo Inverter TRDocumento10 pagine9300 Servo Inverter TRIhsan CanakogluNessuna valutazione finora
- AVERY, Adoratio PurpuraeDocumento16 pagineAVERY, Adoratio PurpuraeDejan MitreaNessuna valutazione finora
- CarozziDocumento20 pagineCarozziNicholas Matthew WelshNessuna valutazione finora
- Noli Me Tangere CharactersDocumento4 pagineNoli Me Tangere CharactersDiemNessuna valutazione finora
- Design of Irrigation CanalsDocumento6 pagineDesign of Irrigation CanalsSaad ShauketNessuna valutazione finora
- Study On Perfromance Appraisal System in HPCLDocumento12 pagineStudy On Perfromance Appraisal System in HPCLomkinggNessuna valutazione finora
- Who Should Take Cholesterol-Lowering StatinsDocumento6 pagineWho Should Take Cholesterol-Lowering StatinsStill RageNessuna valutazione finora
- Boado Notes On Criminal LawDocumento55 pagineBoado Notes On Criminal LawJoy100% (3)
- Oc ch17Documento34 pagineOc ch17xavier8491Nessuna valutazione finora
- Redemption and The Relief Work RevisedDocumento234 pagineRedemption and The Relief Work RevisedYewo Humphrey MhangoNessuna valutazione finora
- CHAPTER 6 - Adjusting EntriesDocumento25 pagineCHAPTER 6 - Adjusting EntriesMuhammad AdibNessuna valutazione finora
- CA IPCC Accounting Guideline Answers May 2015Documento24 pagineCA IPCC Accounting Guideline Answers May 2015Prashant PandeyNessuna valutazione finora
- Constitution & By-LawsDocumento15 pagineConstitution & By-LawsMichael C. AndradeNessuna valutazione finora
- Learning Objectives: Understanding The Self Module 1 - Sexual SelfDocumento11 pagineLearning Objectives: Understanding The Self Module 1 - Sexual SelfMiss MegzzNessuna valutazione finora
- Birth and Growth of Semiotics: November 2020Documento9 pagineBirth and Growth of Semiotics: November 2020Maria del Carmen Alvarado AcevedoNessuna valutazione finora