Potrebbero piacerti anche
- Como Hacer El Amor Toda La Noche y Poner Salvaje A Una Mujer (1994) - Dra - Barbara KeeslingDocumento57 pagineComo Hacer El Amor Toda La Noche y Poner Salvaje A Una Mujer (1994) - Dra - Barbara KeeslingCarlos Eduardo Pizarro75% (12)
- Test de Beck DespresiónDocumento4 pagineTest de Beck DespresiónArela Yancachajlla VladimirNessuna valutazione finora
- Informe Fundación Sol Sobre AFPDocumento160 pagineInforme Fundación Sol Sobre AFPEl MostradorNessuna valutazione finora
- Problemas Perceptuales y SensorialesDocumento14 pagineProblemas Perceptuales y SensorialesDanny Pimentel100% (1)
- Seguros Horizonte ClinicasDocumento14 pagineSeguros Horizonte ClinicasJorge Metalstrato RendonNessuna valutazione finora
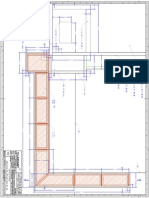
- Vista Planta Canal PDFDocumento1 paginaVista Planta Canal PDFJorge Metalstrato RendonNessuna valutazione finora
- Ley Uruguaya #19254 Residencia MercosurDocumento4 pagineLey Uruguaya #19254 Residencia MercosurJorge Metalstrato RendonNessuna valutazione finora
- Lista de Precios 03dicDocumento19 pagineLista de Precios 03dicJorge Metalstrato RendonNessuna valutazione finora
- Montana - Esmalte - Super Esmalte Montafix - 620Documento2 pagineMontana - Esmalte - Super Esmalte Montafix - 620Jorge Metalstrato Rendon100% (2)
- Extraccion de Leche MaternaDocumento20 pagineExtraccion de Leche MaternaVanny DLNessuna valutazione finora
- Tarea 6.1 - Métodos de Búsqueda de Ideas para Posibles Soluciones - Miguel MartínezDocumento12 pagineTarea 6.1 - Métodos de Búsqueda de Ideas para Posibles Soluciones - Miguel MartínezMiguel MartinezNessuna valutazione finora
- Critica A Los Metrados en EdificacionesDocumento3 pagineCritica A Los Metrados en EdificacionesDavid Marcos Espinoza CerronNessuna valutazione finora
- 3 Balanza de Pagos 2021Documento4 pagine3 Balanza de Pagos 2021Gise RomeroNessuna valutazione finora
- Cuestionario#2 Paula AlmanzaDocumento9 pagineCuestionario#2 Paula AlmanzaPaula AlmanzaNessuna valutazione finora
- Naumáticos SosteniblesDocumento18 pagineNaumáticos SosteniblesVictor Manuel CastañedaNessuna valutazione finora
- Control de Lectura-Libro GaleanoDocumento4 pagineControl de Lectura-Libro GaleanoHange ZoeNessuna valutazione finora
- JeroglíficosDocumento6 pagineJeroglíficosJhon Harbey Garcia GuerreroNessuna valutazione finora
- Estructura y Tiempo en La Novela La Tumba Del RelampagoDocumento39 pagineEstructura y Tiempo en La Novela La Tumba Del RelampagoPitufina Rara0% (1)
- Diccionario de DatosDocumento14 pagineDiccionario de DatosWilliam LozadoNessuna valutazione finora
- Organelos Citoplasmaticos 2022Documento4 pagineOrganelos Citoplasmaticos 2022OlivSanMaria100% (1)
- Instrucciones Tm.Documento27 pagineInstrucciones Tm.BereniceNessuna valutazione finora
- Escalada en Cueva de La AzohíaDocumento1 paginaEscalada en Cueva de La AzohíacarmenNessuna valutazione finora
- El Camino de La Salvación Mediante El MantraDocumento2 pagineEl Camino de La Salvación Mediante El MantraAnna Costas JuandóNessuna valutazione finora
- Aa4 Micro ServomotoresDocumento2 pagineAa4 Micro ServomotoresAnonymous cb3T8UlNessuna valutazione finora
- Sistema DeproduccionDocumento3 pagineSistema DeproduccionTamara ChaileNessuna valutazione finora
- Asignatura: Taller de Lectura y Redacción Técnicas para El Análisis de TextosDocumento25 pagineAsignatura: Taller de Lectura y Redacción Técnicas para El Análisis de TextosDiego MPNessuna valutazione finora
- Configuraciones CulturalesDocumento6 pagineConfiguraciones CulturalesSofia BoieroNessuna valutazione finora
- Aspectos para Profundizar El CurriculoDocumento3 pagineAspectos para Profundizar El Curriculolidia paredes ccorahuaNessuna valutazione finora
- ANGUSTIADocumento14 pagineANGUSTIAMARIA GUTIERREZNessuna valutazione finora
- Tesis Campos de Consentracion ChileDocumento622 pagineTesis Campos de Consentracion Chileoscarbicho2100% (1)
- Los Origenes de La Poesia SonoraDocumento8 pagineLos Origenes de La Poesia Sonoralunavic2Nessuna valutazione finora
- Taz PFC 2015 129Documento105 pagineTaz PFC 2015 129Navarro Viera Shary JazmínNessuna valutazione finora
- Mat - JUEVES 6 - 3°Documento7 pagineMat - JUEVES 6 - 3°maria santosNessuna valutazione finora
- Cap Com Ortega Diagrama de Kurt Lewis Aplicado Al CemaeDocumento6 pagineCap Com Ortega Diagrama de Kurt Lewis Aplicado Al CemaeEdgar Jonathan Ortega GoyzuetaNessuna valutazione finora
- Caso Práctico U1 MicroDocumento3 pagineCaso Práctico U1 MicroAdhara AngelNessuna valutazione finora