Potrebbero piacerti anche
- General Requirements for Steel Vessel Construction MaterialsDocumento6 pagineGeneral Requirements for Steel Vessel Construction MaterialsYl WongNessuna valutazione finora
- Lapping Padeye 50t StandardDocumento1 paginaLapping Padeye 50t StandardYl WongNessuna valutazione finora
- A Deep Dive Into Risk Matrix ReportingDocumento9 pagineA Deep Dive Into Risk Matrix ReportingYl WongNessuna valutazione finora
- Qualitative and Quantitative Risk AnalysisDocumento10 pagineQualitative and Quantitative Risk AnalysisYl WongNessuna valutazione finora
- JIS (Hull Fittings) 1992 Ships ManholeDocumento5 pagineJIS (Hull Fittings) 1992 Ships ManholeYl Wong100% (1)
- Iacs StandardDocumento58 pagineIacs Standarddhaul0% (1)
- Barge Steel Weight Estimate Based on Dimensions & StructuresDocumento14 pagineBarge Steel Weight Estimate Based on Dimensions & StructuresYl WongNessuna valutazione finora
- Tide Table 2021Documento6 pagineTide Table 2021Yl WongNessuna valutazione finora
- Distribution of Hull WeightDocumento1 paginaDistribution of Hull WeightYl WongNessuna valutazione finora
- Trade Policy ReviewDocumento23 pagineTrade Policy ReviewYl WongNessuna valutazione finora
- Down Slipping of SPOD MusiDocumento21 pagineDown Slipping of SPOD MusiYl WongNessuna valutazione finora
- ABS Rules Pertaining To Leak TestDocumento2 pagineABS Rules Pertaining To Leak TestYl WongNessuna valutazione finora
- Balloon Unslip of ShipsDocumento15 pagineBalloon Unslip of ShipsYl WongNessuna valutazione finora
- Navigation LightsDocumento1 paginaNavigation LightsYl WongNessuna valutazione finora
- Cabotage and Its Impact in IndonesiaDocumento2 pagineCabotage and Its Impact in IndonesiaYl WongNessuna valutazione finora
- Eyelugs RemovalDocumento5 pagineEyelugs RemovalYl WongNessuna valutazione finora
- A Manual On Planning and Production Control For Shipyard Use PDFDocumento129 pagineA Manual On Planning and Production Control For Shipyard Use PDFCURRITOJIMENEZNessuna valutazione finora
- Sop - Eye Piece For Block LiftingDocumento25 pagineSop - Eye Piece For Block LiftingYl WongNessuna valutazione finora
- 1combined Files PDFDocumento9 pagine1combined Files PDFYl WongNessuna valutazione finora
- 1combined Files PDFDocumento9 pagine1combined Files PDFYl WongNessuna valutazione finora
- RulesDocumento10 pagineRulespothirajkalyanNessuna valutazione finora
- Block Division PDFDocumento10 pagineBlock Division PDFArvandyNessuna valutazione finora
- TGN D 03 Accuracy Control in ShipbuildingDocumento8 pagineTGN D 03 Accuracy Control in ShipbuildingImran SitompulNessuna valutazione finora
- Analysis of Thermal Stresses and Metal Movement During WeldingDocumento157 pagineAnalysis of Thermal Stresses and Metal Movement During WeldingYl WongNessuna valutazione finora
- Sop - Eye Piece For Block LiftingDocumento25 pagineSop - Eye Piece For Block LiftingYl WongNessuna valutazione finora
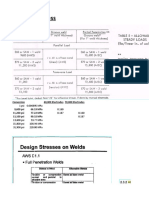
- Allowable Stesses Blodgett of Lincoln ElectricDocumento1 paginaAllowable Stesses Blodgett of Lincoln ElectricYl WongNessuna valutazione finora
- Weldment Strength Excel CalculationsDocumento33 pagineWeldment Strength Excel CalculationsYl WongNessuna valutazione finora
- Imo Sps Code 266Documento21 pagineImo Sps Code 266aki81xNessuna valutazione finora
- Allowable StressDocumento11 pagineAllowable StressYl WongNessuna valutazione finora
- SS CodeDocumento25 pagineSS CodeYl WongNessuna valutazione finora
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (587)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (73)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2219)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (265)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (119)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Clarion Technologies: at A GlanceDocumento7 pagineClarion Technologies: at A GlanceChetan PrasadNessuna valutazione finora
- Dsi Suspa Systems Eta 07 0186 Suspa Wire Ex enDocumento48 pagineDsi Suspa Systems Eta 07 0186 Suspa Wire Ex enAnonymous TxhyGfNessuna valutazione finora
- Guide to Rubber Expansion JointsDocumento7 pagineGuide to Rubber Expansion JointsHu HenryNessuna valutazione finora
- DBX DriveRack PA 2 BrochureDocumento2 pagineDBX DriveRack PA 2 BrochureSound Technology LtdNessuna valutazione finora
- Unethical Business Pratices in Corporates: March 2016Documento13 pagineUnethical Business Pratices in Corporates: March 2016Manju Nadh ChakravadhanulaNessuna valutazione finora
- How to Size a Fire Pump and Understand Performance CurvesDocumento12 pagineHow to Size a Fire Pump and Understand Performance CurvesAmar kobitaNessuna valutazione finora
- List of ComponentsDocumento2 pagineList of ComponentsRainwin TamayoNessuna valutazione finora
- How To Use AZUpDocumento1 paginaHow To Use AZUpjovicasNessuna valutazione finora
- Text Programming Guide For iOSDocumento106 pagineText Programming Guide For iOSPetr MánekNessuna valutazione finora
- Rfid Based Attendance SystemDocumento16 pagineRfid Based Attendance Systemhim chauNessuna valutazione finora
- Complete Checklist for Manual Upgrades to Oracle Database 12c R1Documento27 pagineComplete Checklist for Manual Upgrades to Oracle Database 12c R1Augustine OderoNessuna valutazione finora
- SKFDocumento26 pagineSKFRahul ParikhNessuna valutazione finora
- Fire Fighting LayoutDocumento1 paginaFire Fighting LayoutNoufal OthupurayilNessuna valutazione finora
- Course Overview CSC 1707 Maths For ComputingDocumento16 pagineCourse Overview CSC 1707 Maths For ComputingSarah JNessuna valutazione finora
- Sample:OPS-English Evaluation FormDocumento3 pagineSample:OPS-English Evaluation FormshieroNessuna valutazione finora
- Manual de Mantenimiento Del Piper PA-24Documento863 pagineManual de Mantenimiento Del Piper PA-24Bruno Starczewski50% (2)
- Easi-Pay Guide via e-ConnectDocumento29 pagineEasi-Pay Guide via e-ConnectKok WaiNessuna valutazione finora
- BS Basics Boundary Scan PDFDocumento2 pagineBS Basics Boundary Scan PDFShankar ArunmozhiNessuna valutazione finora
- Baguio Schools Teacher Deployment AnalysisDocumento2 pagineBaguio Schools Teacher Deployment AnalysisDon Mariano Marcos Elementary SchoolNessuna valutazione finora
- Understanding Operating Systems Fifth Edition: Memory Management: Virtual MemoryDocumento21 pagineUnderstanding Operating Systems Fifth Edition: Memory Management: Virtual MemoryRidzuan DolahNessuna valutazione finora
- Insulation ProductsDocumento1 paginaInsulation ProductsDygoPalNessuna valutazione finora
- Block Out TimeDocumento3 pagineBlock Out TimeschumangelNessuna valutazione finora
- Philippines - Media LandscapesDocumento38 paginePhilippines - Media LandscapesGuillian Mae PalconeNessuna valutazione finora
- CCNA - Exploration Network Fundamentals - ENetwork Practice Final ExamDocumento26 pagineCCNA - Exploration Network Fundamentals - ENetwork Practice Final Exambrone8Nessuna valutazione finora
- Restaurant Pub VIP Lounge Camp Pune SaleDocumento4 pagineRestaurant Pub VIP Lounge Camp Pune SaleChandrashekhar Naikare0% (1)
- Acronyms Used in Offshore ConstructionDocumento32 pagineAcronyms Used in Offshore ConstructionDaniel De Assis ItaborahyNessuna valutazione finora
- Product Oriented Performance Based OrientedDocumento43 pagineProduct Oriented Performance Based OrientedAlmira A. Mira-ato100% (1)
- Project Report PDFDocumento4 pagineProject Report PDFPradeep VermaNessuna valutazione finora
- Manufacturing Technology (ME461) Lecture1Documento39 pagineManufacturing Technology (ME461) Lecture1Rishabh JainNessuna valutazione finora
- Jobber JR DetailsDocumento2 pagineJobber JR DetailsUrvish PatelNessuna valutazione finora