Potrebbero piacerti anche
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- Slab Schedule: Sla B Thickness Reinforcement in Short Direction Reinforcement in Long DirectionDocumento1 paginaSlab Schedule: Sla B Thickness Reinforcement in Short Direction Reinforcement in Long DirectionSanjithRNairNessuna valutazione finora
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- Course Title: Computer Application Lab Course Code: 5019 Course Category: P Periods/Week: 6 Periods/Semester: 78 Credits: 3Documento2 pagineCourse Title: Computer Application Lab Course Code: 5019 Course Category: P Periods/Week: 6 Periods/Semester: 78 Credits: 3SanjithRNairNessuna valutazione finora
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- Mentoring Record Mentoring Record: BranchDocumento4 pagineMentoring Record Mentoring Record: BranchSanjithRNairNessuna valutazione finora
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- Staad ProDocumento48 pagineStaad ProSanjithRNairNessuna valutazione finora
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Quiz FileDocumento11 pagineQuiz FileSanjithRNairNessuna valutazione finora
- Government Polytechnic College Muttom, IdukkiDocumento1 paginaGovernment Polytechnic College Muttom, IdukkiSanjithRNairNessuna valutazione finora
- Survey 3Documento22 pagineSurvey 3SanjithRNairNessuna valutazione finora
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- Government Polytechnic College Muttom, IdukkiDocumento1 paginaGovernment Polytechnic College Muttom, IdukkiSanjithRNairNessuna valutazione finora
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- CE II 2016 Admin Result Analysis 2017 April ExamDocumento33 pagineCE II 2016 Admin Result Analysis 2017 April ExamSanjithRNairNessuna valutazione finora
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Naac Self Study Report PDFDocumento469 pagineNaac Self Study Report PDFSanjithRNairNessuna valutazione finora
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Mission VisionDocumento5 pagineMission VisionSanjithRNairNessuna valutazione finora
- Corrected Cad Lab ManualDocumento42 pagineCorrected Cad Lab ManualSanjithRNairNessuna valutazione finora
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- Excel Slab ProgramsDocumento18 pagineExcel Slab ProgramsSanjithRNair100% (1)
- Floor Floor Area (m2) Carpet Area (m2) Basement 498 325.8 Ground 857.1 551.2 First 857.1 551.2 Terrace Floor 34.55 0Documento1 paginaFloor Floor Area (m2) Carpet Area (m2) Basement 498 325.8 Ground 857.1 551.2 First 857.1 551.2 Terrace Floor 34.55 0SanjithRNairNessuna valutazione finora
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- Government Polytechnic College Muttom, Idukki: MASTERPLAN FOR 2019-2029Documento1 paginaGovernment Polytechnic College Muttom, Idukki: MASTERPLAN FOR 2019-2029SanjithRNairNessuna valutazione finora
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (345)
- Government Polytechnic College Muttom: Laboratory Manual Survey Practical-IiDocumento38 pagineGovernment Polytechnic College Muttom: Laboratory Manual Survey Practical-IiSanjithRNairNessuna valutazione finora
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- Government Polytechnic College, Muttom: Time Table For Practical Examination April-2019Documento1 paginaGovernment Polytechnic College, Muttom: Time Table For Practical Examination April-2019SanjithRNairNessuna valutazione finora
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- (GATE IES PSU) IES MASTER Environmental Engineering - 1 (Water Supply Engineering) Study Material For GATE, PSU, IES, GOVT Exams PDFDocumento194 pagine(GATE IES PSU) IES MASTER Environmental Engineering - 1 (Water Supply Engineering) Study Material For GATE, PSU, IES, GOVT Exams PDFSanjithRNair100% (1)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Govt. Polytechnic College Muttom FSI/FAR Statement: SL No Name of Building Builtup Area in m2Documento2 pagineGovt. Polytechnic College Muttom FSI/FAR Statement: SL No Name of Building Builtup Area in m2SanjithRNairNessuna valutazione finora
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- Weight Calculation Sn-5845-B01: Item Estimated Obtained Savings (KG) Unit NO TOTAL (KG) Unit NO TOTAL (KG) - 354 191 191Documento1 paginaWeight Calculation Sn-5845-B01: Item Estimated Obtained Savings (KG) Unit NO TOTAL (KG) Unit NO TOTAL (KG) - 354 191 191SanjithRNairNessuna valutazione finora
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- Spreadsheets For RC Design: N. PrabhakarDocumento1 paginaSpreadsheets For RC Design: N. PrabhakarSanjithRNair0% (1)
- Is 802 Recommendations On Wind Load On TransmissionDocumento57 pagineIs 802 Recommendations On Wind Load On TransmissionSanjithRNairNessuna valutazione finora
- Testing & Modeling of Fresh Conc.Documento71 pagineTesting & Modeling of Fresh Conc.SanjithRNairNessuna valutazione finora
- Review of The Related Literature Raia FinalDocumento4 pagineReview of The Related Literature Raia FinalShane Giacinth AmarilaNessuna valutazione finora
- Design Analysis and Estimation of G+1 BuildingDocumento22 pagineDesign Analysis and Estimation of G+1 BuildingpandiyanNessuna valutazione finora
- Crushed EPS in Light Weight ConcreteDocumento4 pagineCrushed EPS in Light Weight ConcreteIdrus zlnNessuna valutazione finora
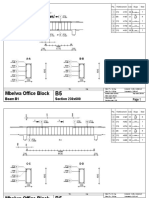
- Mbelwa Office Block: Beam B1 Section 230x600Documento6 pagineMbelwa Office Block: Beam B1 Section 230x600Justin MusopoleNessuna valutazione finora
- KBR Design Specification - Building Design A40-1D - APR 2003Documento14 pagineKBR Design Specification - Building Design A40-1D - APR 2003nabuciNessuna valutazione finora
- Fosroc Renderoc Laxtra Plus: Constructive SolutionsDocumento2 pagineFosroc Renderoc Laxtra Plus: Constructive SolutionsVincent Javate0% (1)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- 2.7 Inspection Test PlanDocumento53 pagine2.7 Inspection Test PlanLeo FirstsonNessuna valutazione finora
- Tunnelling in Adverse Geological Occurrence - A Case Study of Tail Race Tunnel of Tala Hydroelectric ProjectDocumento9 pagineTunnelling in Adverse Geological Occurrence - A Case Study of Tail Race Tunnel of Tala Hydroelectric ProjectAnanda SenNessuna valutazione finora
- SpecificationsDocumento189 pagineSpecificationsFrendy Trianto100% (1)
- Araldite Klad XDocumento1 paginaAraldite Klad XakhanNessuna valutazione finora
- Civil WorkDocumento80 pagineCivil WorkMilind JadhavNessuna valutazione finora
- PCA Chapter 7 - Mixing Water For ConcreteDocumento29 paginePCA Chapter 7 - Mixing Water For ConcreteJuan GonzalezNessuna valutazione finora
- Boq-1 (Ruidp Sor 2017) Sl. No. Sor Ref Item Description Units Ruidp Sor 2017 Rate 1 2 3 5 6Documento11 pagineBoq-1 (Ruidp Sor 2017) Sl. No. Sor Ref Item Description Units Ruidp Sor 2017 Rate 1 2 3 5 6Anil sainiNessuna valutazione finora
- Design Details Canopy Ground FloorDocumento1 paginaDesign Details Canopy Ground FloorAditya K100% (1)
- CarpentryDocumento4 pagineCarpentryJhun Magtangol Jr.100% (1)
- Balomenos - Pandey - Containmentwalsegment - 2017Documento10 pagineBalomenos - Pandey - Containmentwalsegment - 2017CeranNessuna valutazione finora
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- BS 812-112 (1) - 1990Documento14 pagineBS 812-112 (1) - 1990ماقوريNessuna valutazione finora
- Revitalizing Abandoned Mills in India The Case of Tamil Nadu IJERTV10IS110184Documento8 pagineRevitalizing Abandoned Mills in India The Case of Tamil Nadu IJERTV10IS110184SuyashNessuna valutazione finora
- ITB, Design and Layout, BOQ and Scope of Works and Technical Specifications For Installation of UPOU Water Supply LinesDocumento20 pagineITB, Design and Layout, BOQ and Scope of Works and Technical Specifications For Installation of UPOU Water Supply LinesUpou SpmoNessuna valutazione finora
- Rosetta Retaining Wall CatalogDocumento55 pagineRosetta Retaining Wall CatalogWorld Outdoor Emporium0% (1)
- CBTA PlasterDocumento43 pagineCBTA PlasterKrupal MehtaNessuna valutazione finora
- STB1 CommentsDocumento2 pagineSTB1 CommentsInoshan Madushika JayawickramaNessuna valutazione finora
- Droped ObjectDocumento19 pagineDroped ObjectOgangwu BenjaminNessuna valutazione finora
- Biogas ConstructionDocumento6 pagineBiogas ConstructionayushNessuna valutazione finora
- New Ligao City HallDocumento45 pagineNew Ligao City HallrrpenolioNessuna valutazione finora
- IONE-AA00-MS-MS-0004 WMS For Mechanical and Steel Structure Grouting - R6Documento44 pagineIONE-AA00-MS-MS-0004 WMS For Mechanical and Steel Structure Grouting - R6Yusuf100% (1)
- PB - PWD Specification-1963 (Specification (Notes & Tables) )Documento95 paginePB - PWD Specification-1963 (Specification (Notes & Tables) )lrk2006Nessuna valutazione finora
- Sanitary SpecificationDocumento15 pagineSanitary Specificationanup thapaNessuna valutazione finora
- List of Experiments: 13. Shape Test (Flakiness & Elongation Index)Documento32 pagineList of Experiments: 13. Shape Test (Flakiness & Elongation Index)Usama ChatthaNessuna valutazione finora
- RoofConstuction - FinalDocumento59 pagineRoofConstuction - FinalDiep TuNessuna valutazione finora
- Well Control for Completions and InterventionsDa EverandWell Control for Completions and InterventionsValutazione: 4 su 5 stelle4/5 (10)
- Enhanced Oil Recovery Handout: A Focus on WaterfloodingDa EverandEnhanced Oil Recovery Handout: A Focus on WaterfloodingNessuna valutazione finora
- Well Integrity for Workovers and RecompletionsDa EverandWell Integrity for Workovers and RecompletionsValutazione: 5 su 5 stelle5/5 (3)
- A Practical Handbook for Drilling Fluids ProcessingDa EverandA Practical Handbook for Drilling Fluids ProcessingNessuna valutazione finora
- Internal Combustion: How Corporations and Governments Addicted the World to Oil and Subverted the AlternativesDa EverandInternal Combustion: How Corporations and Governments Addicted the World to Oil and Subverted the AlternativesValutazione: 4 su 5 stelle4/5 (2)