Potrebbero piacerti anche
- Ejercicios de La Fase 3Documento5 pagineEjercicios de La Fase 3Rafael MezaNessuna valutazione finora
- La Actividad Consta d1Documento6 pagineLa Actividad Consta d1juan camilo mendozaNessuna valutazione finora
- Gestion de Operaciones Guía de Actividades y Rúbrica de Evaluación - Unidad 1 - Tarea 2 - Informe Planeación de La ProducciónDocumento16 pagineGestion de Operaciones Guía de Actividades y Rúbrica de Evaluación - Unidad 1 - Tarea 2 - Informe Planeación de La Producciónandres ariza0% (1)
- Fase 6 Gestion de CalidadDocumento9 pagineFase 6 Gestion de Calidadjorge vargasNessuna valutazione finora
- Producción automatizada 8000Documento12 pagineProducción automatizada 8000daniela medinaNessuna valutazione finora
- Tarea 4-Fundamentos de Ingenieria Economica.Documento14 pagineTarea 4-Fundamentos de Ingenieria Economica.YerlanyRamirezMedina0% (1)
- Programacion LinealDocumento11 pagineProgramacion Linealoscar ortiz saenz100% (1)
- Calcular pagos mensuales para saldar deuda con interés del 24Documento2 pagineCalcular pagos mensuales para saldar deuda con interés del 24Jose MiguelNessuna valutazione finora
- Gestión talento humano UNAD curso ProductividadDocumento29 pagineGestión talento humano UNAD curso ProductividadAndres Camilo Alfonso JimenezNessuna valutazione finora
- Plantilla Fase 3 - Validación Del Modelo de NegocioDocumento12 paginePlantilla Fase 3 - Validación Del Modelo de Negocioana marquezNessuna valutazione finora
- 29885-Actividad Proyecto de Ingenieria BitacoraDocumento7 pagine29885-Actividad Proyecto de Ingenieria BitacoraAndrea MariñoNessuna valutazione finora
- Guia TraducidaDocumento10 pagineGuia TraducidaNaidu BecerraNessuna valutazione finora
- Inversiones y Beneficios del ProyectoDocumento23 pagineInversiones y Beneficios del Proyectoandres100% (1)
- Paso 3 Gestion Tec Informe ColaborativoDocumento24 paginePaso 3 Gestion Tec Informe ColaborativoCatalina Jara100% (1)
- Anexo 2 - Formato de Procedimiento CALIDAD ULTDocumento6 pagineAnexo 2 - Formato de Procedimiento CALIDAD ULTnicolas rodriguezNessuna valutazione finora
- Pre Tarea - Conceptos Generales2Documento4 paginePre Tarea - Conceptos Generales2Richard Alexander BlancoNessuna valutazione finora
- Fase 4 - Grupo - 212019 - 62 - COLABORATIVO 4 - FRANCISCO ARREGUIDocumento12 pagineFase 4 - Grupo - 212019 - 62 - COLABORATIVO 4 - FRANCISCO ARREGUIFrancisco ArreguiNessuna valutazione finora
- Anexo 2 - Taller No. 2 Modela y Simula Con Variables AleatoriasDocumento2 pagineAnexo 2 - Taller No. 2 Modela y Simula Con Variables AleatoriasErika Andrea Jurado SanchezNessuna valutazione finora
- Tarea 2 - Camila VenegasDocumento9 pagineTarea 2 - Camila Venegascamila venegasNessuna valutazione finora
- Guía para El Desarrollo Del Componente PrácticoDocumento9 pagineGuía para El Desarrollo Del Componente PrácticoDario RoseroNessuna valutazione finora
- LabOratorio Proyecto de Ingenieria 1 Unad 2019Documento7 pagineLabOratorio Proyecto de Ingenieria 1 Unad 2019Fernando Suarez67% (3)
- On The Negotiation of Biotechnology Products That Include Intangible AssetsDocumento15 pagineOn The Negotiation of Biotechnology Products That Include Intangible AssetsLeyton Jean PiereNessuna valutazione finora
- Pretarea Procesos IndustrialesDocumento1 paginaPretarea Procesos IndustrialesAntoKizz CNessuna valutazione finora
- Trabajo Colaborativo - Analizar Un Proceso ProductivoDocumento30 pagineTrabajo Colaborativo - Analizar Un Proceso ProductivoWilliAlRoNessuna valutazione finora
- Proceso ProductivoDocumento8 pagineProceso ProductivojohanaNessuna valutazione finora
- Tarea 3 - Evaluación Financiera de Proyectos - Adriana Arango OsorioDocumento5 pagineTarea 3 - Evaluación Financiera de Proyectos - Adriana Arango OsorioAdryNessuna valutazione finora
- Planeación de la producciónDocumento15 paginePlaneación de la producciónIsmael SimancaNessuna valutazione finora
- Fase 2 Trabajo Colaborativo.Documento19 pagineFase 2 Trabajo Colaborativo.MARIA RIVERANessuna valutazione finora
- INFORME LABORATORIODocumento8 pagineINFORME LABORATORIOfrancy lorena vargas pastranaNessuna valutazione finora
- Taller 2 Grupo 44Documento28 pagineTaller 2 Grupo 44Ruth Dary VeiraNessuna valutazione finora
- Sistemas de producción automatizadosDocumento10 pagineSistemas de producción automatizadososcar tNessuna valutazione finora
- Fundamentos de Ingeniería EconómicaDocumento6 pagineFundamentos de Ingeniería EconómicaKtherin Melo Arias100% (1)
- Fase 1 - Desarrollar La Evaluación de Conocimientos PreviosDocumento3 pagineFase 1 - Desarrollar La Evaluación de Conocimientos PreviosCarolina Estrada SarabiaNessuna valutazione finora
- Diseño Del TrabajoDocumento11 pagineDiseño Del Trabajowendy dayanna barrios caicedoNessuna valutazione finora
- Costos de Logística ReversaDocumento9 pagineCostos de Logística Reversayenny valencia0% (1)
- Inversiones y beneficios del proyecto: Activos fijos, capital de trabajo y punto de equilibrioDocumento16 pagineInversiones y beneficios del proyecto: Activos fijos, capital de trabajo y punto de equilibrioLizeth Lorena Molina garcia100% (1)
- Guía Virtual Del Componente Práctico - Diseño Del Trabajo 212021Documento11 pagineGuía Virtual Del Componente Práctico - Diseño Del Trabajo 212021jose rafael silgado mogueaNessuna valutazione finora
- Tarea 1 Analizar Un Proceso Productivo - Marcela TibavijaDocumento10 pagineTarea 1 Analizar Un Proceso Productivo - Marcela TibavijaJessica Márcela Tibavija CardenasNessuna valutazione finora
- Tarea 2 Oscar - BalantaDocumento4 pagineTarea 2 Oscar - BalantaClaudia Patricia Guapache AlvaradoNessuna valutazione finora
- Ficha de Caracterización Nombre SubprocesoDocumento2 pagineFicha de Caracterización Nombre SubprocesomiguemolesNessuna valutazione finora
- Tarea 3 Eduardo - Grijalba Ingeniería EconómicaDocumento8 pagineTarea 3 Eduardo - Grijalba Ingeniería EconómicaWilmer Sanchez ReyesNessuna valutazione finora
- Fase 5-Memoria-Grupo 94Documento19 pagineFase 5-Memoria-Grupo 94Jose MiguelNessuna valutazione finora
- Aporte - Yisneidy GutierrezDocumento12 pagineAporte - Yisneidy GutierrezLida CamposNessuna valutazione finora
- Unidad 3 Fase 3 - Diagnosticar y Analizar - HectorDocumento6 pagineUnidad 3 Fase 3 - Diagnosticar y Analizar - HectorJorge Andres ValenciaNessuna valutazione finora
- Fase 1 Diseño de Plantas IndustrialesDocumento2 pagineFase 1 Diseño de Plantas IndustrialesAlejo Barreto0% (1)
- Diseño planta fabrica cortinasDocumento24 pagineDiseño planta fabrica cortinasgumoraoso100% (2)
- Anexo 2 - Formato de ProcedimientoDocumento4 pagineAnexo 2 - Formato de Procedimientoana marquezNessuna valutazione finora
- Gestión Tecnológica Conceptos BásicosDocumento7 pagineGestión Tecnológica Conceptos BásicosKaren GarciaNessuna valutazione finora
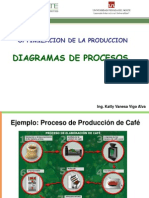
- Diagrama de proceso de caféDocumento4 pagineDiagrama de proceso de caféFlorez EvelynNessuna valutazione finora
- Actividad 1 Formulacion y Evaluacion de ProyectosDocumento11 pagineActividad 1 Formulacion y Evaluacion de ProyectosjohanaNessuna valutazione finora
- Fase Individual Deymar BañosDocumento12 pagineFase Individual Deymar Bañosdeymar bañosNessuna valutazione finora
- Fase 4 - Modelos GerencialesDocumento6 pagineFase 4 - Modelos GerencialesafgarzonNessuna valutazione finora
- Fase 2 Individual Sandra MenesesDocumento14 pagineFase 2 Individual Sandra MenesesDORIS MARINA RODRIGUEZ ALBARRACINNessuna valutazione finora
- Fase4 Grupo146Documento18 pagineFase4 Grupo146Laura Valentina Gaitan GamezNessuna valutazione finora
- Diagrama de ProcesoDocumento54 pagineDiagrama de ProcesoJorge SotoNessuna valutazione finora
- Diagramas de OperacionesDocumento57 pagineDiagramas de OperacionesFranco Kris50% (2)
- Gestión de operaciones mineras: curso sobre DAP y cálculo de actividadesDocumento18 pagineGestión de operaciones mineras: curso sobre DAP y cálculo de actividadesAnthony HuayllaNessuna valutazione finora
- Semana 2 Diagrama de Proceso-LibreDocumento54 pagineSemana 2 Diagrama de Proceso-LibreTania Lavado Noreña100% (2)
- Sesion 5 Diagrama de Operaciones 2019Documento47 pagineSesion 5 Diagrama de Operaciones 2019Peter DíazNessuna valutazione finora
- Sesion 5 Diagrama de Operaciones 2019Documento49 pagineSesion 5 Diagrama de Operaciones 2019LeticiaNessuna valutazione finora
- Consulta RUC de Edwin Martin Espinoza MaraviDocumento2 pagineConsulta RUC de Edwin Martin Espinoza MaraviMartín Espinoza MaravíNessuna valutazione finora
- Plan de Coloquio 2015Documento5 paginePlan de Coloquio 2015Martín Espinoza MaravíNessuna valutazione finora
- Consulta ExpedienteDocumento1 paginaConsulta ExpedienteLudwin Sandoval PradaNessuna valutazione finora
- Baja de 4ta 2022Documento1 paginaBaja de 4ta 2022Martín Espinoza MaravíNessuna valutazione finora
- Tesis TerminadaDocumento15 pagineTesis TerminadaMartín Espinoza MaravíNessuna valutazione finora
- Estudio de MercadoDocumento2 pagineEstudio de MercadoMartín Espinoza MaravíNessuna valutazione finora
- Iso 14001 2015 Español Cosapi MineríaDocumento1 paginaIso 14001 2015 Español Cosapi MineríaMartín Espinoza MaravíNessuna valutazione finora
- Formatos de InvitacionDocumento20 pagineFormatos de InvitacionMartín Espinoza MaravíNessuna valutazione finora
- Plan de Coloquio 2015Documento5 paginePlan de Coloquio 2015Martín Espinoza MaravíNessuna valutazione finora
- Educacion en El PeruDocumento34 pagineEducacion en El PeruMartín Espinoza MaravíNessuna valutazione finora
- Naturaleza Del Analisis Del PuestoDocumento14 pagineNaturaleza Del Analisis Del PuestoMartín Espinoza MaravíNessuna valutazione finora
- ReadmeDocumento1 paginaReadmesport0378Nessuna valutazione finora
- ELECTROSTATICA Capacidad ElectricaDocumento16 pagineELECTROSTATICA Capacidad ElectricaMartín Espinoza Maraví100% (1)
- Fisica HidrodinamicaDocumento12 pagineFisica HidrodinamicaMartín Espinoza MaravíNessuna valutazione finora
- Arquitectura VegetalDocumento2 pagineArquitectura VegetalMartín Espinoza MaravíNessuna valutazione finora
- Botas impermeables para la industriaDocumento27 pagineBotas impermeables para la industriaWalter Gonzalez ZapateroNessuna valutazione finora
- Correr Con Los Keniatas Adharanand FinnDocumento7 pagineCorrer Con Los Keniatas Adharanand FinnJulieta GrecoNessuna valutazione finora
- Historia Del Zapato - Zapatos PDFDocumento7 pagineHistoria Del Zapato - Zapatos PDFLoquehayquevivir VividoraNessuna valutazione finora
- Et-Pn-092 A6 Botin de Servicio MasculinoDocumento26 pagineEt-Pn-092 A6 Botin de Servicio MasculinoOscar Javier Nino GuevaraNessuna valutazione finora
- La Hora del Taco terminó: campaña chilena por calzado seguro de menos deDocumento2 pagineLa Hora del Taco terminó: campaña chilena por calzado seguro de menos deNous OfaceNessuna valutazione finora
- C AlzadoDocumento8 pagineC AlzadoMarcelo Ibarra100% (1)
- CalzArte1 13Documento36 pagineCalzArte1 13Francisco Prado BarraganNessuna valutazione finora
- ABC ZapatosDocumento38 pagineABC ZapatosjorgemzbNessuna valutazione finora
- Técnicas Quirurgicas Quinto DedoDocumento69 pagineTécnicas Quirurgicas Quinto DedoSandraClavero100% (1)
- Anatomia de La HormaDocumento7 pagineAnatomia de La HormaeliotijeroNessuna valutazione finora
- Bad For You 7Documento227 pagineBad For You 7Solanlly Veras100% (1)
- Revista Flamenco Telethusa 1 PDFDocumento15 pagineRevista Flamenco Telethusa 1 PDFjoseantoniocantosdiaNessuna valutazione finora
- Tipos de ZapatosDocumento8 pagineTipos de ZapatosYarisel BarriosNessuna valutazione finora
- Easy Shoes Perú S.ADocumento41 pagineEasy Shoes Perú S.ALiliana Li GarciaNessuna valutazione finora
- Problemas de Calzado en JovenesDocumento5 pagineProblemas de Calzado en JovenesTatiana CabreraNessuna valutazione finora
- Partes Del Calzado, Materiales y FormasDocumento5 paginePartes Del Calzado, Materiales y FormasManuel San Martin Ramos100% (1)
- Material de Huellas y ManchasDocumento22 pagineMaterial de Huellas y ManchasNancy Arredondo100% (3)
- Localización de Materias Primas e InsumosDocumento3 pagineLocalización de Materias Primas e InsumosKARLA100% (1)
- Presentación Calzado ErgonómicoDocumento29 paginePresentación Calzado ErgonómicoSorleida Granda CasasNessuna valutazione finora
- Te Visto A La Moda Catálogo BelénDocumento172 pagineTe Visto A La Moda Catálogo BelénTania EscobarNessuna valutazione finora
- La Reforma en La Apariencia Del CristianoDocumento116 pagineLa Reforma en La Apariencia Del CristianoUzaahRdzSnttNessuna valutazione finora
- Manual de Atención al Socio CooperativoDocumento38 pagineManual de Atención al Socio CooperativoAbel Cabral100% (1)
- Clase 04 Metodos I Diagrama de ProcesoDocumento71 pagineClase 04 Metodos I Diagrama de ProcesoMarco Bardales100% (1)
- MASCARILLASDocumento41 pagineMASCARILLASDoris NohelyNessuna valutazione finora
- La Evolucion Del ZapàtoDocumento14 pagineLa Evolucion Del ZapàtoPau Flores CruzNessuna valutazione finora
- Manual - de - Revista para Concurso de Bandas de GuerraDocumento5 pagineManual - de - Revista para Concurso de Bandas de GuerraGabriel MedranoNessuna valutazione finora
- Maquinaria para CueroDocumento13 pagineMaquinaria para CueroIsa Villena CardenasNessuna valutazione finora
- Ropa ajustada y saludDocumento25 pagineRopa ajustada y saludMayra AlejandraNessuna valutazione finora
- El Manual Del ZapateroDocumento7 pagineEl Manual Del ZapateroMarcelo IbarraNessuna valutazione finora