Documenti di Didattica
Documenti di Professioni
Documenti di Cultura
Cuadernillo-H y ST-2015 PDF
Caricato da
Pablo MeineriTitolo originale
Copyright
Formati disponibili
Condividi questo documento
Condividi o incorpora il documento
Hai trovato utile questo documento?
Questo contenuto è inappropriato?
Segnala questo documentoCopyright:
Formati disponibili
Cuadernillo-H y ST-2015 PDF
Caricato da
Pablo MeineriCopyright:
Formati disponibili
Licenciatura en Higiene y Seguridad en el Trabajo
Modulo: Estudio del Trabajo.
_______________________________
_______________________________
______________________________
LICENCIATURA
_______________________________
_______________________________
EN HIGIENE Y SEGURIDAD
_______________________________
EN EL TRABAJO
_______________________________
_______________________________
1
Prof. Ing. Antonino P. Conti
APC 18/03/14
_______________________________
_______________________________
_______________________________
_______________________________
______________________________
MODULO
_______________________________
ESTUDIO DEL
_______________________________
_______________________________
TRABAJO
_______________________________
_______________________________
2
Prof. Ing. Antonino P. Conti
APC 18/03/14
_______________________________
_______________________________
_______________________________
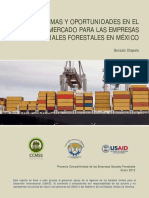
Modelo general de la Teora de Sistemas
_______________________________
______________________________
CONTEXTO
_______________________________
Pv
Mercado
Pv
Proceso
Entrada
Pv 3
Salida
o=
v=
p=
Acciones
Correctivas
Pv
Acciones
Correctivas
_______________________________
_______________________________
_______________________________
F
_______________________________
Prof. Ing. Antonino P. Conti
APC 18/03/14
_______________________________
_______________________________
Preparado por: Prof. Antonino Pablo Conti Fum: 01/03/15
-1-
Licenciatura en Higiene y Seguridad en el Trabajo
Modulo: Estudio del Trabajo.
_______________________________
_______________________________
Organizacin fsica del trabajo
______________________________
Objetivos, conceptos y principios generales
_______________________________
La organizacin fsica del trabajo est en funcin directa del tipo de produccin.
- Las variables ms notables para realizar un trabajo organizado son:
_______________________________
El tipo de producto final obtenido
El volumen a producir (en trminos anuales)
_______________________________
La variabilidad de las versiones o modelos del producto final.
El precio de venta en el mercado (que acondiciona nuestro costo de
fabricacin), de servicio o de comercializacin
_______________________________
La calidad del producto final requerido
La vida til en el mercado (ciclo del producto)
_______________________________
El requerimiento de la matera prima y su calidad intrnseca.
Otros, muchos otros que se deducen de los ya indicados.
4
Prof. Ing. Antonino P. Conti
_______________________________
APC 18/03/14
_______________________________
_______________________________
_______________________________
Organizacin fsica del trabajo
______________________________
_______________________________
En consecuencia: el OBJETIVO de una organizacin fsica del
trabajo, ser disponer de todos los recursos limitados de la empresa
_______________________________
en cuestin, para obtener una produccin segn los
requerimientos de sus clientes (calidad, cantidad y cumplimiento
_______________________________
de entregas) , segura e higinica para sus empleados u operarios
, que no dae el medio ambiente y conveniente para la empresa
_______________________________
(que le sea rentable).
_______________________________
5
Prof. Ing. Antonino P. Conti
_______________________________
APC 18/03/14
_______________________________
_______________________________
_______________________________
Organizacin fsica del trabajo
______________________________
Analicemos el objetivo:
Disponer de todos los recursos, nos referimos a:
_______________________________
Infraestructura.
Mano de obra directa e indirecta.
_______________________________
Mquinas y equipos.
Instalaciones.
_______________________________
Insumos.
Mtodos de trabajo.
Capital.
_______________________________
Direccin (gerenciamiento o management).
Terrenos (edificios/plantas)
_______________________________
Sistemas de informacin.
Otros, no de menor importancia.
Prof. Ing. Antonino P. Conti
_______________________________
APC 18/03/14
_______________________________
Preparado por: Prof. Antonino Pablo Conti Fum: 01/03/15
-2-
Licenciatura en Higiene y Seguridad en el Trabajo
Modulo: Estudio del Trabajo.
_______________________________
_______________________________
Organizacin fsica del trabajo
______________________________
Requerimientos de los clientes (a su entera satisfaccin), sera:
Funcionalidad del producto.
_______________________________
Confiabilidad (calidad en el tiempo).
Cumplimiento de entregas.
_______________________________
Precio de ventas.
_______________________________
Otros, no menos importantes.
Requerimientos de la empresa, son:
_______________________________
Utilidades (como diferencia positiva entre el precio de venta y el
costo de elaboracin, fabricado y / o servido)
_______________________________
Otros, no menos importantes (por ejemplo de ndole social, de
impacto ambiental).
7
Prof. Ing. Antonino P. Conti
_______________________________
APC 18/03/14
_______________________________
_______________________________
_______________________________
Organizacin fsica del trabajo
______________________________
Requerimientos de los operarios / empleados : seguridad , higiene y confort
_______________________________
Funcionalidad del puesto de trabajo
Confiabilidad (maquinas, herramientas, dispositivos, instrumentos)
_______________________________
Conocimiento y cumplimiento de reglas de seguridad
_______________________________
Requerimientos del medio ambiente
_______________________________
Impacto positivo o al menos que no cambie o por ultimo que se
encapsule todo riesgo al medio ambiente
_______________________________
8
Prof. Ing. Antonino P. Conti
_______________________________
APC 18/03/14
_______________________________
_______________________________
_______________________________
Organizacin fsica del trabajo
______________________________
Clasificacin por tipo de produccin:
Produccin discontinua (manufacturas en general)
_______________________________
Produccin por lotes: a) bajo catlogo b) bajo pedido (o plano)
Produccin en serie (o en cadena) (o en masa)
Produccin flexible
_______________________________
Produccin continua
Procesos de fabricacin que deben realizarse ininterrumpidamente o
continuamente; por ejemplo; industrias de la alimentacin, industrias
qumicas, industrias metalrgicas primarias, por ejemplo, elaboracin
de aceros.
Produccin por puesto fijo
Donde el producto es de tal tamao que no puede transportarse
sucesivamente segn la secuencia de fabricacin; por ejemplo,
grandes motores diesel, turbinas, buques, grandes mquinasherramientas, otros.
Prof. Ing. Antonino P. Conti
_______________________________
_______________________________
_______________________________
_______________________________
APC 18/03/14
_______________________________
Preparado por: Prof. Antonino Pablo Conti Fum: 01/03/15
-3-
Licenciatura en Higiene y Seguridad en el Trabajo
Modulo: Estudio del Trabajo.
_______________________________
_______________________________
Organizacin fsica del trabajo
______________________________
CONSIDERACIONES
Lo complejo de una organizacin, procesos, programacin y control de la
_______________________________
produccin est en funcin de la cantidad de tems a producir y controlar
mucho ms que del tipo de producto en s.
La variabilidad o versiones de producto terminado a partir de pocas materias
primas es lo que hace complejo una organizacin, proceso, programacin y
control de la produccin, mucho ms que el tipo de producto en s.
_______________________________
La diversidad de opciones de usos de materias primas y sus combinaciones
agregan dificultades a todo tipo de organizacin y programacin de la
produccin.
_______________________________
El secuenciamiento y cargas de mquinas y/o equipos y/o montaje final, o
empleados (servicio) complican de manera lineal la organizacin, procesos y
programacin de la produccin. ( a mayores opciones y/o cargas, mayor
complejidad).
_______________________________
10
Prof. Ing. Antonino P. Conti
_______________________________
_______________________________
APC 18/03/14
_______________________________
_______________________________
_______________________________
Organizacin fsica del trabajo
______________________________
CONSIDERACIONES
La imperiosa necesidad de bajar los costos de FABRICACION hacen al:
_______________________________
a) Aseguramiento de la calidad de los insumos.
_______________________________
b) Aseguramiento de los procesos de fabricacin.
c) Aseguramiento de la calidad de salida y su distribucin hasta el cliente.
d) Diseo ergonmico del puesto de trabajo (incluye su maquina o
equipo, herramientas y dispositivos y medios de control ), espacio
suficiente para el manipuleo de materiales y cargas permitidas
_______________________________
_______________________________
e) Diseo del producto y del proceso de modo de evitar todo
impacto negativo al medio ambiente .
_______________________________
f) Cuidado del medio ambiente incluyendo el reciclaje de los
productos elaborados y de sus efluentes.
11
Prof. Ing. Antonino P. Conti
_______________________________
APC 18/03/14
_______________________________
_______________________________
_______________________________
Organizacin fsica del trabajo
______________________________
Produccin por lotes
A
_______________________________
nf
ai
bi
_______________________________
C
_______________________________
bf
_______________________________
OFICINAS
ni
Prof. Ing. Antonino P. Conti
af
_______________________________
12
_______________________________
APC 18/03/14
_______________________________
Preparado por: Prof. Antonino Pablo Conti Fum: 01/03/15
-4-
Licenciatura en Higiene y Seguridad en el Trabajo
Modulo: Estudio del Trabajo.
_______________________________
_______________________________
Organizacin fsica del trabajo
______________________________
Produccin en serie
D
M
P
ai
_______________________________
nf
LM
A
B1
_______________________________
B2
bi
_______________________________
bf
_______________________________
DPT
(oficinas)
af
ni
_______________________________
13
Prof. Ing. Antonino P. Conti
_______________________________
APC 18/03/14
_______________________________
_______________________________
_______________________________
Organizacin fsica del trabajo
______________________________
Produccin en flexible
CELDAS
FLEXIBLES
FAMILIAS
ai
bi
_______________________________
ci
di
_______________________________
ei
ni
_______________________________
CAD/
CAM/
CELDAS
FLEXIBLES
FAMILIAS
CAE
(A.G.V)
_______________________________
CELDAS
FLEXIBLES
FAMILIAS
af
LINEA MONTAJE FLEXIBLE
cf
bf
_______________________________
DPT
df
ef
nf
14
Prof. Ing. Antonino P. Conti
_______________________________
APC 18/03/14
_______________________________
_______________________________
_______________________________
Organizacin fsica del trabajo
______________________________
Produccin continua
Por ejemplo: industrias metalrgicas primarias, podemos a su vez subclasificarlas segn el producto que se obtenga.
1- Extraccin de minerales frreos
2- Extraccin de minerales no frreos
3- Obtencin de arrabios (aceras)
4- Fusin y colados (Fundiciones)
_______________________________
Tpicamente industrias continuas
_______________________________
5- Laminacin a) Planos b) tubos c) otros
6- Forjados
7- Tratamientos trmicos
Tpicamente industrias
8- Soldaduras
Continuas-discontinuas
9- Materiales Plsticos
10- Materiales sintticos orgnicos
Prof. Ing. Antonino P. Conti
_______________________________
_______________________________
_______________________________
15
_______________________________
APC 18/03/14
_______________________________
Preparado por: Prof. Antonino Pablo Conti Fum: 01/03/15
-5-
Licenciatura en Higiene y Seguridad en el Trabajo
Modulo: Estudio del Trabajo.
_______________________________
_______________________________
Organizacin fsica del trabajo
______________________________
Ejemplo de un diagrama de flujo en bloques (block flow chart)
Fuente Mineral apc
-Subterrnea: 100 mts.
Reserva: 50.000.000 Tn
Caractersticas:
%...........
%...........
%...........
%...........
Extraccin
Equipo:
Cantidad:
Capacidad:
Velocidad:
Trituracin
Equipos:
Cantidad:
Capacidad:
PRODUCCION
(1)
almacenaje
Equipo:
Cantidad:
Capacidad:
PRODUCCION
(2)
_______________________________
_______________________________
PRODUCCION
(3)
(4)
FUNDENTES
AIRE NECESARIO
FUNDENTES
Concentracin
Equipo:
Cantidad:
Capacidad:
Velocidad:
Temperatura:
Calcinacin
Equipos:
Cantidad:
Capacidad:
Temperatura
PRODUCCION
(5)
AIRE NECESARIO
FUNDENTES
Alto Horno
Equipos:
Cantidad:
Capacidad:
Temperatura
Tiempo proceso
Tiempo residencia:
_______________________________
AIRE NECESARIO
COMBUSTIBLE
COMBUSTIBLE
COMBUSTIBLE
Afinado
Equipo:
Cantidad:
Capacidad:
Velocidad:
Tiempo proceso
Tiempo residencia:
(8)
CAPACIDAD
_______________________________
_______________________________
PRODUCCION
(7)
PRODUCCION
(6)
ESCORIAS
CAP.-
AL
CLIENTE
16
Prof. Ing. Antonino P. Conti
_______________________________
APC 18/03/14
_______________________________
_______________________________
_______________________________
Estudio del Trabajo
______________________________
PROCESOS DE FABRICACIN POR ARRANQUE DE VIRUTAS
_______________________________
Definicin de la mquina-herramienta y/o del equipo , basado en las condiciones de
mecanizado, las caractersticas del material, las especificaciones del plano del producto, el
volumen de piezas a producir y el precio de venta del producto en el mercado.
_______________________________
La variable econmica es el costo de la fabricacin en funcin del volumen a producir
_______________________________
VER
Herramental (nombre genrico para indicar el conjunto de dispositivo de posicionamiento o
sujecin de la pieza, a la herramienta y su portaherramientas y a los calibres para verificar la
pieza.
- Dispositivos es todo tipo de sistema mecnico, hidrulico, elctrico, electrnico o sus
combinaciones, que tpicamente sirve para posicionar y sujetar la pieza
17
Prof. Ing. Antonino P. Conti
_______________________________
_______________________________
_______________________________
APC 18/03/14
_______________________________
_______________________________
_______________________________
Estudio del Trabajo
______________________________
PROCESOS DE FABRICACIN POR ARRANQUE DE VIRUTAS
- Herramientas; es parte puramente cortante o deformante, incluyendo tambin al
cuerpo que la sostiene o porta herramienta y sus sistemas de regulacin y las de puesta a
punto ( presetting ).
_______________________________
_______________________________
VER
- Medios de Inspeccin y ensayos; son dispositivos que van de muy simples a los
sumamente complejos y que vulgarmente se los llaman calibres -. Como clasificacin general
los mismos pueden ser por atributos ( o P-NP) , o por variables ( mide variabilidad).
_______________________________
_______________________________
- Ensayo de producto; todo producto, durante su proceso, o aun terminado debe
ser ensayado para verificar el funcionamiento del mismo y/o su rendimiento, de acuerdo a las
normas de ensayos especificadas en el plano del producto. Estos equipos se llaman bancos
de ensayos y su construccin responden a procedimientos acordes al ensayo a realizar
Prof. Ing. Antonino P. Conti
18
_______________________________
_______________________________
APC 18/03/14
_______________________________
Preparado por: Prof. Antonino Pablo Conti Fum: 01/03/15
-6-
Licenciatura en Higiene y Seguridad en el Trabajo
Modulo: Estudio del Trabajo.
_______________________________
_______________________________
Estudio del Trabajo
______________________________
Tiempos de operacin
_______________________________
Al tiempo tecnolgico o de maquina concurren otros tiempos debido a:
carga y descarga de material o materia prima,
cambio de herramientas, dispositivos
paradas de maquinas para retiro de virutas,
paradas de maquinas por agregado de lquidos refrigerantes,
puestas a punto (set-up), etc.
_______________________________
_______________________________
El ingeniero de proceso, suele adicionarle al tiempo tecnolgico un 20 % para
cubrir dichos tiempos. Esto es solo una aproximacin, para luego realizar una
toma de tiempos real.
_______________________________
Importante: no se debe considerar los periodos de almuerzo, refrigerios,
necesidades personales, ausentismo, limpieza de la maquina-herramienta, por que
estos tiempos (tolerancias) se consideran en las horas presentes pagadas, que
tpicamente la ctedra adopta 8,8 hrs. por un turno de trabajo, que luego de las
consideraciones mencionadas resulta en 8,0 hrs. efectivas por un turno de trabajo
_______________________________
19
Prof. Ing. Antonino P. Conti
_______________________________
APC 18/03/14
_______________________________
_______________________________
_______________________________
Estudio del Trabajo
______________________________
Elaboracin de documentacin tcnica para el trabajo
Informacin requerida
para conocer
Plano del producto
Tipo del producto
Plano del producto
Calidad requerida
Costo requerido
..... Y realizar el:
Y
Requerimiento del
cliente.
Cantidad a fabricar
Modelos a fabricar
Datos de partida
Diseo del proceso
Cuya salida es:
_______________________________
La hoja de ruta
(produccin por lotes)
_______________________________
o sino:
PROCESO
DE
FABRICACIN La hoja de operaciones
Y hoja de proceso
(produccin en serie)
_______________________________
_______________________________
_______________________________
Datos de salida
20
Prof. Ing. Antonino P. Conti
_______________________________
APC 18/03/14
_______________________________
_______________________________
_______________________________
Estudio del Trabajo
______________________________
El proceso tentativo: satlite diferencial en blando
Nro.
Operacin
Descripcin
10
PERFORAR
AGUJERO
CENTRAL Y
FRENTEAR
20
BROCHAR
DIMETRO
INTERNO
30
TORNEAR
PERFIL
EXTERNO
TOTAL
Croquis
Brocha
Tiempo
Condiciones de
mecanizado
Mquina o equipo
VC=
rpm=
a=
p=
Ref.=
TORNO O
PERFORADORA
VC=
rpm=
a=
p=
Ref.=
VC=
rpm=
a=
p=
Ref.=
Tecn.
(min)
Oper.
(min)
_______________________________
_______________________________
BROCHADORA
_______________________________
TORNO 2
Cabezales
O
2 TORNOS 1
cabezal cada uno
_______________________________
embridados
Prof. Ing. Antonino P. Conti
_______________________________
21
_______________________________
APC 18/03/14
_______________________________
Preparado por: Prof. Antonino Pablo Conti Fum: 01/03/15
-7-
Licenciatura en Higiene y Seguridad en el Trabajo
Modulo: Estudio del Trabajo.
_______________________________
_______________________________
Estudio del Trabajo
______________________________
Ejemplos:
_______________________________
La hoja de ruta
_______________________________
La hoja de operaciones
_______________________________
_______________________________
La hoja de procesos
_______________________________
22
Prof. Ing. Antonino P. Conti
_______________________________
APC 18/03/14
_______________________________
_______________________________
_______________________________
Estudio del Trabajo
______________________________
_______________________________
Estudio de Mtodos
Estudio
del
trabajo
Para simplificar la tarea y establecer
mtodos ms econmicos para efectuarla
_______________________________
Estudio de Tiempos
_______________________________
Para determinar cuanto tiempo debera
insumirse en llevarla a cabo
_______________________________
_______________________________
Mayor productividad
23
Prof. Ing. Antonino P. Conti
_______________________________
APC 18/03/14
_______________________________
_______________________________
_______________________________
Estudio del Trabajo
______________________________
Se entiende por ESTUDIO DEL TRABAJO ciertas tcnicas y en
particular el
_______________________________
ESTUDIO DE M
MTODOS y el ESTUDIO DE TIEMPOS
que se utilizan para EXAMINAR
_______________________________
el trabajo humano en todo su
CONTEXTO y que lleva sistemticamente a
INVESTIGAR TODOS
_______________________________
LOS FACTORES que influyen en la EFICIENCIA y ECONOMA
_______________________________
de la situacin estudiada con el fin de ejecutar MEJORAS
Prof. Ing. Antonino P. Conti
_______________________________
24
_______________________________
APC 18/03/14
_______________________________
Preparado por: Prof. Antonino Pablo Conti Fum: 01/03/15
-8-
Licenciatura en Higiene y Seguridad en el Trabajo
Modulo: Estudio del Trabajo.
_______________________________
_______________________________
Estudio del Trabajo
______________________________
Contenido de trabajo bsico y suplementario
Contenido
bsico
de trabajo
Contenido bsico de trabajo de un
producto u operacin
Contenido de trabajo adicional a
causa de un mal diseo del
producto o de una mala utilizacin
de los materiales.
Contenido del trabajo adicional a
causa de mtodos
manufactureros ineficientes
Tiempo improductivo imputable a
los recursos humanos.
25
Prof. Ing. Antonino P. Conti
_______________________________
_______________________________
_______________________________
_______________________________
_______________________________
_______________________________
APC 18/03/14
_______________________________
_______________________________
_______________________________
Estudio del Trabajo
______________________________
Contenido de trabajo bsico y suplementario
_______________________________
Contenido bsico de trabajo
_______________________________
CBT
A
B
A1
Mal diseo y cambios
frecuentes del diseo.
A2
Desecho de materiales.
A1
Normas de calidad
errneas.
Contenido de trabajo
suplementario
debido a deficiencias
en el diseo del
producto o en la
utilizacin de los
materiales.
26
Prof. Ing. Antonino P. Conti
_______________________________
_______________________________
_______________________________
_______________________________
APC 18/03/14
_______________________________
_______________________________
_______________________________
Estudio del Trabajo
______________________________
Contenido de trabajo bsico y suplementario
B1
Mala disposicin y
utilizacin del espacio.
CBT
A
B
C
B2
Inadecuada manipulacin
de los materiales.
B3
Interrupciones frecuentes
debidas a carga de produccin
con puesta a punto lentas.
_______________________________
Contenido de trabajo
suplementario
debido a mtodos
ineficaces de
produccin o de
funcionamiento
B4
Mtodos ineficaces de
trabajo.
_______________________________
_______________________________
B5
Mala planificacin de las
existencias (stocks).
_______________________________
B5
Frecuentes averas de las
maquinas y el equipo.
Prof. Ing. Antonino P. Conti
_______________________________
27
_______________________________
APC 18/03/14
_______________________________
Preparado por: Prof. Antonino Pablo Conti Fum: 01/03/15
-9-
Licenciatura en Higiene y Seguridad en el Trabajo
Modulo: Estudio del Trabajo.
_______________________________
_______________________________
Estudio del Trabajo
______________________________
Contenido de trabajo bsico y suplementario
_______________________________
CBT
A
B
C
C1
Ausentismos y retrasos
C2
Mala ejecucin del trabajo
Contenido de trabajo
resultante por
errores humanos,
mal adiestramiento,
o desidia del
trabajador
C3
Riesgos de accidentes y
enfermedades profesionales
_______________________________
_______________________________
_______________________________
_______________________________
28
Prof. Ing. Antonino P. Conti
_______________________________
APC 18/03/14
_______________________________
_______________________________
_______________________________
Estudio del Trabajo
______________________________
DEFINICION:
_______________________________
El ESTUDIO del TRABAJO es el examen sistemtico de los mtodos para realizar
actividades con el fin de mejorar la utilizacin eficaz de los recursos y de establecer
normas de rendimiento con respecto a las actividades que se estn realizando
_______________________________
_______________________________
El Estudio del Trabajo enfoca su atencin a un puesto de trabajo, o a una lnea de
produccin (o proceso) o toda una Organizacin no importa cual sea su finalidad.
Es decir que sus principios, conceptos y tcnicas son vlidas universalmente
para cualquier tipo de organizacin.
_______________________________
Para focalizar la atencin nos valdremos del modelo de las cinco eMe`s
_______________________________
29
Prof. Ing. Antonino P. Conti
_______________________________
APC 18/03/14
_______________________________
_______________________________
_______________________________
Estudio del Trabajo
______________________________
Ouesto de trabajo segn el modelo de las 5 eMe`s
Tcnico
_______________________________
M2
M4
M3
Entrada
M1
_______________________________
Salida
_______________________________
M5
Social
Referencias
M1 = Mano de obra
M2 = Mquina / equipo
M3 = Materiales
M4 = Medio ambiente
_______________________________
_______________________________
-Tcnico (acometidas)
-Social (poblacin industrial)
M5 = Mtodos
Prof. Ing. Antonino P. Conti
30
_______________________________
APC 18/03/14
_______________________________
Preparado por: Prof. Antonino Pablo Conti Fum: 01/03/15
- 10 -
Licenciatura en Higiene y Seguridad en el Trabajo
Modulo: Estudio del Trabajo.
_______________________________
_______________________________
Estudio del Trabajo
______________________________
_______________________________
Calidad
Productividad
_______________________________
_______________________________
Optimizar
Seguridad
del trabajador
_______________________________
Impacto en el
medio ambiente
_______________________________
31
Prof. Ing. Antonino P. Conti
_______________________________
APC 18/03/14
_______________________________
_______________________________
_______________________________
Estudio del Trabajo
______________________________
Estudio del trabajo y el factor humano
El estudio del trabajo es una tcnica que tuvo sus orgenes (circa) 1910, por medio
del Ing. W. Taylor y el Ing. Gilbreth (1925). Es una herramienta de organizacin y
direccin del trabajo.
Debe ser utilizado de manera JUSTA y EQUITATIVA, ya que trae a luz toda la
ineficiencia que se realiza en un puesto de trabajo no importa de que naturaleza
sea, y ni an si esta operado por un humano o un robot.
_______________________________
_______________________________
_______________________________
Condiciones y medio ambiente de trabajo
La interdependencia entre medio ambiente del trabajo (efecto medio ambiente,
cuarta eMe) y la productividad, la calidad, la seguridad del trabajador y el impacto al
medio ambiente debe ser entendida.
Es obvio que un trabajador se fatiga ms o menos segn que las condiciones de
trabajo sean ms o menos rigurosas.
32
Prof. Ing. Antonino P. Conti
_______________________________
_______________________________
_______________________________
APC 18/03/14
_______________________________
_______________________________
_______________________________
Estudio de Mtodos
______________________________
Estudio de mtodos
El estudio de mtodos es el registro y examen crtico y sistemtico de los modos
existentes y proyectados para llevar a cabo un trabajo, como medio de idear y
aplicar mtodos ms sencillos y eficaces y de reducir los costos. (O.I.T.), sin
perjuicio de la Calidad, de la seguridad del trabajador, y del medio ambiente (Conti).
El estudio de mtodos es un estudio de los movimientos que realiza:
a) uno o varios trabajadores
_______________________________
_______________________________
b) uno o varios materiales, o
c) uno o varios mecanismos.
_______________________________
d) una combinacin anterior
Sin lugar a dudas todo trabajo es una composicin de movimientos, interesa saber
cuales son los movimientos productivos y/o seguros para conservarlos y eliminar
todo lo superfluo. Eliminar todo lo que produzca improductividades, noconformidades o inseguridades (riesgo del trabajador) y deterioros al medio
ambiente
Prof. Ing. Antonino P. Conti
_______________________________
33
_______________________________
_______________________________
APC 18/03/14
_______________________________
Preparado por: Prof. Antonino Pablo Conti Fum: 01/03/15
- 11 -
Licenciatura en Higiene y Seguridad en el Trabajo
Modulo: Estudio del Trabajo.
_______________________________
_______________________________
Estudio de Mtodos
______________________________
Alcance del estudio de mtodos
_______________________________
a) macro-anlisis: (Ej. En el anlisis de la distribucin en plantas,
anlisis flujos de materiales en planta, mtodo utilizado en logstica del
manejo de materiales , etc.).
_______________________________
b) mini-anlisis: (Ej. lay-out de lnea, flujo de materiales de lnea,
fenmenos de
colas de espera, procesos de manufactura,
determinacin de inventarios (stocks), balance de lneas, cambio de
modelos, etc.)
c) micro-anlisis (Ej. Anlisis en el puesto de trabajo, anlisis de la
ergonoma, normalizacin de herramentales, etc.)
34
Prof. Ing. Antonino P. Conti
_______________________________
_______________________________
_______________________________
_______________________________
APC 18/03/14
_______________________________
_______________________________
_______________________________
Estudio de Mtodos
______________________________
Metodologa
_______________________________
En todos los casos
se recomienda la siguiente metodologa para el estudio de mtodos:
_______________________________
1. Seleccionar
_______________________________
_______________________________
La planta, lnea o puesto. Teniendo en cuenta los indicadores de
Productividad, Calidad, Seguridad y Medio Ambiente.
(Obviamente, si se trata de un proyecto, este paso no se realiza).
_______________________________
35
Prof. Ing. Antonino P. Conti
_______________________________
APC 18/03/14
_______________________________
_______________________________
_______________________________
Estudio de Mtodos
______________________________
2. Registrar
Todo lo que sea pertinente del mtodo actual por observacin directa siendo la
caracterstica el desglosar las actividades en cinco actividades:
Operacin (Agregan valor y riesgos)
_______________________________
_______________________________
Transporte (Agregan costos y mximos niveles de riesgos)
_______________________________
Almacenaje (Agrega costos y a veces riesgos)
Inspeccin (Agrega costos y pocas veces riesgos)
_______________________________
Demora (Agrega solo costos, es ineficiencia pura)
Son vlidas todas las combinaciones por ejemplo:
operacin y transporte
simultaneo.
Prof. Ing. Antonino P. Conti
_______________________________
operacin y control
simultaneo.
36
_______________________________
APC 18/03/14
_______________________________
Preparado por: Prof. Antonino Pablo Conti Fum: 01/03/15
- 12 -
Licenciatura en Higiene y Seguridad en el Trabajo
Modulo: Estudio del Trabajo.
_______________________________
_______________________________
Estudio de Mtodos
______________________________
3. Examinar
_______________________________
Con espritu crtico a todo lo observado y registrado.
_______________________________
La tcnica del interrogatorio es el medio eficaz de examinar.
Estas se cumplen a travs de las preguntas:
_______________________________
Que?
Donde?
Cuando?
Quin?
Como?
Por qu?
Que? se hace y por que se hace?
Donde? se hace y por que all?
Cuando? se hace y por que entonces?
Quin? lo hace y por que fulano?
Cmo? se hace y por que de ese modo?
_______________________________
_______________________________
37
Prof. Ing. Antonino P. Conti
_______________________________
APC 18/03/14
_______________________________
_______________________________
_______________________________
Estudio de Mtodos
______________________________
4. Idear
Un mtodo mejor ser cuando mejoren los indicadores de productividad, calidad ,
seguridad y medio ambiente simultneamente o uno de ellos sin desmedro de los
otros.
Un buen registro precedido por la OBSERVACIN in situ nos informa de cual es la
situacin actual y el examen crtico nos revela cuales son las falencias. Sin lugar a dudas
eliminando las falencias tendremos un mejor mtodo de trabajo.
En muchas ocasiones la condicin actual es simplemente una operacin que alguna vez
se agreg solamente para salvar alguna desviacin temporaria del mtodo correcto.
_______________________________
_______________________________
_______________________________
_______________________________
Comparativamente desde un punto de vista estrictamente cientfico, el idear equivale a
elaborar la hiptesis.
38
Prof. Ing. Antonino P. Conti
_______________________________
_______________________________
APC 18/03/14
_______________________________
_______________________________
_______________________________
Estudio de Mtodos
______________________________
5. Definir
_______________________________
En el paso anterior hemos elaborado dos o mas alternativas de mtodos mejorados.
Estas alternativas debe ser homogneas entre s.
Ser factibles tcnica, econmica y financieramente.
Entonces, solo queda hacer la toma de decisin, definir la mejor alternativa del cambio
mejorado.
_______________________________
_______________________________
La definicin debe estar plenamente justificada y posiblemente escrita en dos lenguajes
uno para que lo entienda quien va ha recibir el cambio (nuestro cliente) y otro para quin
va a financiar el cambio (otro cliente).
_______________________________
De all es que todo estudio de mtodos debe ser JUSTO y EQUITATIVO.
La nica manera de mantener el equilibrio es realizar el estudio de mtodos
profesionalmente.
Prof. Ing. Antonino P. Conti
_______________________________
39
_______________________________
APC 18/03/14
_______________________________
Preparado por: Prof. Antonino Pablo Conti Fum: 01/03/15
- 13 -
Licenciatura en Higiene y Seguridad en el Trabajo
Modulo: Estudio del Trabajo.
_______________________________
_______________________________
Estudio de Mtodos
______________________________
6. Implementar
_______________________________
Todas las etapas de esta metodologa son importantes, no podemos prescindir de
ninguno de ellos, pero si hay una etapa crtica, sin lugar a dudas sera la
implementacin.
_______________________________
Aunque hayamos realizado bien todos los pasos, nada garantiza que el cambio ser
aceptado por quien o quienes reciben el cambio. Todo ser humano se resiste al cambio,
si no desea hacerlo, simplemente no lo har!!
_______________________________
Debe haber un objetivo claro y aceptable por la persona que recibe el cambio, caso
contrario no lo har, o en el mejor de los casos lo har de mal modo
_______________________________
Todo pasa por involucrar al personal que va a recibir el cambio, desde la primera etapa
del proceso, logrando as la confianza de que no va a ser defraudado y que el objetivo
es en definitiva una mejor calidad de vida laboral. Por lo que siempre se debe participar
a quienes reciben el cambio.
40
Prof. Ing. Antonino P. Conti
_______________________________
_______________________________
APC 18/03/14
_______________________________
_______________________________
_______________________________
Estudio de Mtodos
______________________________
7. Mantener en uso
_______________________________
Una vez implementado, debemos asegurarnos que el nuevo mtodo no se desve de la
Norma definida.
_______________________________
El hecho es simple de entender, sin embargo rara vez se lleva a cabo por que siempre hay
otras prioridades urgentes que realizar.
Cuando se implementa un nuevo mtodos, el puesto de trabajo funcionaba segn un cierto
resultado (efecto) de las 140 variables puestas en juego, las variables variarn con el
tiempo y debemos registrar sus magnitudes a los efectos de corregir cualquier desviacin
que nada tienen que ver con la mejora de los mtodo implementada.
Generalmente se utilizan registros continuos (monitoreos), por ejemplo: Control Estadstico
de Proceso, Listas de Control, Auditoras, otros.
41
Prof. Ing. Antonino P. Conti
_______________________________
_______________________________
_______________________________
_______________________________
APC 18/03/14
_______________________________
_______________________________
_______________________________
Estudio de Mtodos
______________________________
Resumen de la metodologa
REGISTRO
Y EXAMEN
CRITICO Y
SISTEMATICO
1.
SELECCIONAR
2.
REGISTRAR
3.
EXAMINAR
4.
IDEAR
5.
DEFINIR
_______________________________
_______________________________
_______________________________
6.
IMPLEMENTAR
7.
MANTENER EN USO
MODOS
EXISTENTES, Y
PROYECTADOS
LLEVAR A CABO
UN TRABAJO COMO
MEDIO DE IDEAR
APLICAR MODOS
MAS SENCILLOS
Prof. Ing. Antonino P. Conti
_______________________________
REDUCIR
COSTOS,
ACCIDENTES
42
_______________________________
_______________________________
APC 18/03/14
_______________________________
Preparado por: Prof. Antonino Pablo Conti Fum: 01/03/15
- 14 -
Licenciatura en Higiene y Seguridad en el Trabajo
Modulo: Estudio del Trabajo.
_______________________________
_______________________________
Estudio de Mtodos
______________________________
Prcticas para el estudio de mtodos
a) Macro-anlisis; por ejemplo, a travs de un:
_______________________________
Diagrama de proceso de Planta
_______________________________
Distribucin de planta (lay-out)
Diagrama de recorridos (diagrama de flujos)
_______________________________
Diagrama de afinidades
_______________________________
Trazado de recorridos tipo: desde/hasta
_______________________________
Grfico de trayectorias: llegada/salida
Otros,
43
Prof. Ing. Antonino P. Conti
_______________________________
APC 18/03/14
_______________________________
_______________________________
_______________________________
Estudio de Mtodos
______________________________
Prcticas para el estudio de mtodos
_______________________________
b) Mini-anlisis; por ejemplo a travs de un:
_______________________________
Diagrama del proceso (anlisis del proceso)
_______________________________
Registro de Movimientos (para estudio de tiempos)
Diagrama de actividades mltiples
_______________________________
Otros.
_______________________________
44
Prof. Ing. Antonino P. Conti
_______________________________
APC 18/03/14
_______________________________
_______________________________
_______________________________
Estudio de Mtodos
______________________________
Prcticas para el estudio de mtodos
_______________________________
c) Microanlisis: por ejemplo a travs de un:
Anlisis de puesto de trabajo (aplicacin de ergonoma)
_______________________________
Diagrama bi-manual
_______________________________
_______________________________
Aplicacin TPD bi-manual
_______________________________
Prof. Ing. Antonino P. Conti
45
_______________________________
APC 18/03/14
_______________________________
Preparado por: Prof. Antonino Pablo Conti Fum: 01/03/15
- 15 -
Licenciatura en Higiene y Seguridad en el Trabajo
Modulo: Estudio del Trabajo.
_______________________________
_______________________________
Estudio de Mtodos
______________________________
Principios a observar durante un estudio de mtodos
_______________________________
1. Eliminar todo lo que no tiene justificacin o valor agregado, si no se puede.
_______________________________
2. Simplificar la tarea, si no se puede
3. Permutar o combinar la tarea, si no se puede
_______________________________
4. Tercerizar, que se realice en otro lugar o en otra oportunidad, si no se puede
5. Automatizar todo el trabajo, porque es peligroso, o daino a la seguridad, o
montono y atenta contra la calidad o simplemente porque hay un proceso mejor.
46
Prof. Ing. Antonino P. Conti
_______________________________
_______________________________
_______________________________
APC 18/03/14
_______________________________
_______________________________
_______________________________
Estudio de Mtodos
______________________________
ANALISIS CRITICO COMPLETO
PROPOSITO: Qu se hace?
Por qu se hace?
Qu otra cosa podra hacerse?
Qu debera hacerse?
PERSONA: Quin lo hace?
Por qu lo hace esa persona?
Qu otra persona podra hacerse?
Quin debera hacerse?
MEDIOS: Cmo se hace?
LUGAR: Dnde se hace?
Por qu se hace de ese modo?
Por qu se hace all?
De que otro modo podra hacerse?
En qu otro lugar podra hacerse?
Cmo debera hacerse?
Dnde debera hacerse?
SUCESIN: Cundo se hace?
Por qu se hace entonces?
Cundo podra hacerse?
Cundo debera hacerse?
_______________________________
_______________________________
_______________________________
_______________________________
_______________________________
47
Prof. Ing. Antonino P. Conti
_______________________________
APC 18/03/14
_______________________________
_______________________________
_______________________________
Estudio de Mtodos
Trabajo en clase: de un almacn (paol) de suministro de materiales
______________________________
_______________________________
CROQUIS DEL LUGAR DE TRABAJO (ESQUEMA LAY-OUT)
_______________________________
(A)
(A)
_______________________________
_______________________________
_______________________________
(B)
Prof. Ing. Antonino P. Conti
48
_______________________________
APC 18/03/14
_______________________________
Preparado por: Prof. Antonino Pablo Conti Fum: 01/03/15
- 16 -
Licenciatura en Higiene y Seguridad en el Trabajo
Modulo: Estudio del Trabajo.
_______________________________
_______________________________
Estudio de Mtodos
______________________________
DIAGRAMA DE PROCESO (caso paol - condicin actual)
Revisa, vale
a
Toma un arco de sierra
(de un cajn)
Camina a la
estantera B
(20 m)
Va a la estantera B u
deja la manguera
sobrante (20m)
Regresa al
mostrador (3 m)
Selecciona y toma
manguera (por exceso)
Mide y marca long
requerida
Deja el arco de sierra
(luego no lo encuentra)
Camina a la estante
A (cargando
mangueras 3 m)
Verifica la long cortada
Regresa al mostrador
(20 m)
_______________________________
Firma vale de entrega
_______________________________
Archiva vale
_______________________________
_______________________________
Deja sobrante en la
estantera
Corta a longitud
requerida
Regresa al
mostrador (20 m)
_______________________________
Entrega la manguera
FIN
49
Prof. Ing. Antonino P. Conti
_______________________________
APC 18/03/14
_______________________________
_______________________________
_______________________________
Estudio de Mtodos
______________________________
DIAGRAMAS DE PROCESOS (Caso paol. Condicin actual)
_______________________________
RESUMEN DE ACTIVIDADES:
= 9 ------------------------- 47%
_______________________________
_______________________________
= 4 ------------------------- 21%
_______________________________
= 6 ------- ---- ------------ 32%
_______________________________
= 19 ----------------------- 100%
50
Prof. Ing. Antonino P. Conti
_______________________________
APC 18/03/14
_______________________________
_______________________________
_______________________________
RELEVAMIENTO DE TRABAJOS (procesos)
______________________________
Recordemos el punto 2. Registrar
Todo lo que sea pertinente del mtodo actual por observacin directa siendo la
caracterstica el desglosar las actividades en cinco actividades:
Operacin (Agregan valor y riesgos)
_______________________________
_______________________________
Transporte (Agregan costos y mximos niveles de riesgos)
_______________________________
Almacenaje (Agrega costos y a veces riesgos)
Inspeccin (Agrega costos y pocas veces riesgos)
_______________________________
Demora (Agrega solo costos, es ineficiencia pura)
Son vlidas todas las combinaciones por ejemplo:
operacin y transporte
simultaneo.
Prof. Ing. Antonino P. Conti
_______________________________
operacin y control
simultaneo.
51
_______________________________
APC 18/03/14
_______________________________
Preparado por: Prof. Antonino Pablo Conti Fum: 01/03/15
- 17 -
Licenciatura en Higiene y Seguridad en el Trabajo
Modulo: Estudio del Trabajo.
_______________________________
_______________________________
RELEVAMIENTO DE TRABAJOS (procesos)
______________________________
Practicas de relevamiento
_______________________________
Ejemplos reales
_______________________________
_______________________________
_______________________________
_______________________________
52
_______________________________
_______________________________
_______________________________
_______________________________
Ergonoma
Definicin:
______________________________
ERGON TRABAJO; NOMIA NORMAS.
_______________________________
Conjunto de estudios, mtodos y disposiciones para hacer el trabajo ms humano
en funcin de las posibilidades FISIOLOGICAS Y PSICOLOGICAS del individuo y en
funcin del contexto en que le toca trabajar
_______________________________
Se busca que la persona sea adecuada para ocupar un determinado puesto de trabajo
_______________________________
Que no sobrepasen los lmites de seguridad, percepcin y, en general, de
acomodamiento humano.
_______________________________
_______________________________
53
Prof. Ing. Antonino P. Conti
_______________________________
APC 18/03/14
_______________________________
_______________________________
_______________________________
Ergonoma
______________________________
Carga y esfuerzo
_______________________________
Durante el trabajo fsico se presentan variaciones en el:
1. Ritmo cardaco
_______________________________
2. Consumo de Oxgeno
_______________________________
3. Ventilacin pulmonar
4. Temperatura
_______________________________
5. Concentracin de cido lctico en la sangre
_______________________________
6. Excrecin de ketosteroide N17 en la orina y otros factores
Prof. Ing. Antonino P. Conti
54
_______________________________
APC 18/03/14
_______________________________
Preparado por: Prof. Antonino Pablo Conti Fum: 01/03/15
- 18 -
Licenciatura en Higiene y Seguridad en el Trabajo
Modulo: Estudio del Trabajo.
_______________________________
_______________________________
Ergonoma
______________________________
Medida de Ritmo Cardaco
_______________________________
Ritmo
cardaco
en lat/min
_______________________________
110
_______________________________
100
90
_______________________________
80
70
Reposo
Trabajo
_______________________________
Tiempo
Recuperacin
55
Prof. Ing. Antonino P. Conti
_______________________________
APC 18/03/14
_______________________________
_______________________________
_______________________________
Ergonoma
______________________________
Grfico de Recuperacin
lat/min
_______________________________
140
130
xA
120
110
100
xA
xA
90
B
x
B
x
B
x
80
70
_______________________________
medido con estetoscopio
y cronmetro
C
x
_______________________________
Indican tres
condiciones
distintas
C
x
_______________________________
C
x
3
_______________________________
minutos despus de
dejar el trabajo
56
Prof. Ing. Antonino P. Conti
_______________________________
APC 18/03/14
_______________________________
_______________________________
_______________________________
Ergonoma
______________________________
Consumo de oxigeno
_______________________________
lts/min
_______________________________
_______________________________
0,025 lts/min
de Oxgeno
1,2 Kcal
_______________________________
Reposo
Prof. Ing. Antonino P. Conti
Trabajo
Recuperacin
Tiempo
57
_______________________________
_______________________________
APC 18/03/14
_______________________________
Preparado por: Prof. Antonino Pablo Conti Fum: 01/03/15
- 19 -
Licenciatura en Higiene y Seguridad en el Trabajo
Modulo: Estudio del Trabajo.
_______________________________
_______________________________
Ergonoma
______________________________
Coste Fisiolgico de Andar
_______________________________
Kcal
6
_______________________________
5
21C
35% Humedad
_______________________________
3
2
Resposo=1,2
_______________________________
1
0
_______________________________
millas/h
58
Prof. Ing. Antonino P. Conti
_______________________________
APC 18/03/14
_______________________________
_______________________________
_______________________________
Ergonoma
______________________________
Ambiente Laboral
_______________________________
_______________________________
_______________________________
_______________________________
_______________________________
59
Prof. Ing. Antonino P. Conti
_______________________________
APC 18/03/14
_______________________________
_______________________________
_______________________________
Ergonoma
______________________________
Modelo de Anlisis
En la ejecucin de cualquier tarea, una persona normal hace tres cosas:
1. Recibe INFORMACION a travs de sus rganos sensoriales, ojos, odos, tacto,
olfato y gusto.
2. Toma DECISIONES, acta basndose en la informacin percibida y en sus propios
conocimientos
3. Realiza una ACCION, como consecuencia de la decisin tomada
_______________________________
COMUNICACION
_______________________________
INSTRUCCIONES
Prof. Ing. Antonino P. Conti
_______________________________
_______________________________
FISICA
La accin puede ser
_______________________________
60
_______________________________
APC 18/03/14
_______________________________
Preparado por: Prof. Antonino Pablo Conti Fum: 01/03/15
- 20 -
Licenciatura en Higiene y Seguridad en el Trabajo
Modulo: Estudio del Trabajo.
_______________________________
_______________________________
Ergonoma
______________________________
_______________________________
Ciclo bsico = Percibir Decidir Actuar
_______________________________
Decidir
TOMA DE
DECISIONES
Percibir
ENTRADA
Actuar
RESULTADO
_______________________________
_______________________________
_______________________________
61
Prof. Ing. Antonino P. Conti
_______________________________
APC 18/03/14
_______________________________
_______________________________
_______________________________
Ergonoma
reas de Trabajo Mximas y Mnimas sobre Planos Verticales y Horizontales Varn
______________________________
_______________________________
Altura Total
Nivel de Ojos
_______________________________
Hombros
787mm 838
737
Mxima Area de Trabajo
304mm420
366
Altura de
Trabajo Normal
1750mm1880
1600
Posicin de Trabajo
Area Normal
de Trabajo
Codos
_______________________________
670mm 720
625
1625mm1730
1520
Asiento
Borde de
Trabajo
1470mm1575
1372
240 mm
1070mm1140
990
Rodilla
1016mm1092
940
_______________________________
50 mm
840mm 890
788
1090mm 1170
1015
1630mm 1730
1520
560mm610
500
_______________________________
330 mm
62
Prof. Ing. Antonino P. Conti
_______________________________
APC 18/03/14
_______________________________
_______________________________
_______________________________
Ergonoma
reas de Trabajo Mximas y Mnimas sobre Planos Verticales y Horizontales - Mujer
Altura Total
_______________________________
Nivel de Ojos
710 mm
Hombros
Mxima Area
de Trabajo
355 mm
Altura
de
Trabajo Normal
______________________________
_______________________________
Posicin de Trabajo
Area Normal
de Trabajo
Codos
595 mm
1625 mm
_______________________________
355 mm
1470 mm Borde
Trabajo
Asiento
de
355 mm
240 mm
1320 mm
_______________________________
50 mm
940 mm
990 mm
Rodilla
1015 mm
735 mm
1475 mm
_______________________________
510 mm
255 mm
Prof. Ing. Antonino P. Conti
63
_______________________________
APC 18/03/14
_______________________________
Preparado por: Prof. Antonino Pablo Conti Fum: 01/03/15
- 21 -
Licenciatura en Higiene y Seguridad en el Trabajo
Modulo: Estudio del Trabajo.
_______________________________
_______________________________
Ergonoma
______________________________
reas Visuales Promedio
del Ser Humano
Lmite
Visual
94
_______________________________
rea de Visin
Mxima
45
Ojo Derecho
45
62
_______________________________
59
30
30
_______________________________
10
762
(Mximo)
559
(Medio)
330
(Mnimo)
rea
Optima
_______________________________
45
_______________________________
70
64
Prof. Ing. Antonino P. Conti
_______________________________
APC 18/03/14
_______________________________
_______________________________
_______________________________
Ergonoma
Normal
______________________________
Mximo
Espacio Para el Trabajo
_______________________________
680
40
_______________________________
_______________________________
_______________________________
_______________________________
65
Prof. Ing. Antonino P. Conti
_______________________________
APC 18/03/14
_______________________________
_______________________________
_______________________________
Ergonoma
______________________________
SILLA, caractersticas notables
_______________________________
Estructura: Acero
Asiento y respaldo: Madera con
bordes redondeados
Evitar las ruedas (en caso de
necesidad colocar vas)
5 patas dan ms equilibrio
(pero deben ser regulables)
_______________________________
_______________________________
_______________________________
_______________________________
Prof. Ing. Antonino P. Conti
66
_______________________________
APC 18/03/14
_______________________________
Preparado por: Prof. Antonino Pablo Conti Fum: 01/03/15
- 22 -
Licenciatura en Higiene y Seguridad en el Trabajo
Modulo: Estudio del Trabajo.
_______________________________
_______________________________
Ergonoma
______________________________
El diseo antropomtrico - criterios
Indicadores
_______________________________
- Distribuir los indicadores dentro del alcance antropomtrico del hombre/mujer.
- Mximo - Dentro del radio de 61 cm pvot hombro (Hombre)
- Dentro del radio de 53 cm pvot hombro (Mujer)
- Mximo desplazamiento del hombro: 15 cm.
- Normal
_______________________________
- Radio esfrico 35 cm pvot codo (Hombre)
- Radio esfrico 30 cm pvot codo (Mujer)
- Mximo desplazamiento del codo: 15 cm
- Nivel de Control
Zona entre
y
Hombre
_______________________________
_______________________________
Mujer
HOMBRO
145
132
CINTURA
109
101
HOMBRO
102
94
CINTURA
66
61
De pie
_______________________________
Sentado
67
Prof. Ing. Antonino P. Conti
_______________________________
APC 18/03/14
_______________________________
_______________________________
_______________________________
Ergonoma
______________________________
Relojes Indicadores
_______________________________
-Prioridad: a los indicadores ms frecuentes
Agrupacin: a los indicadores de uso afn
_______________________________
-Simplicidad: mxima agrupacin 6 u 8 indicadores
-Secuencia: segn la secuencia del proceso
_______________________________
Velocidad: 15/20 segundos alcance normal
Duplicar por alcance mximo
Duplicar por alcance ciegos
_______________________________
-Simetra (para los movimientos)
-Distribucin: distribuir equitativamente entre ambas manos
_______________________________
-Movimiento: movimientos de controles naturales y antropomtricos
-Compatibilidad: la direccin del movimiento debe ser compatible con el efecto producido
68
Prof. Ing. Antonino P. Conti
_______________________________
APC 18/03/14
_______________________________
_______________________________
_______________________________
Ergonoma
______________________________
Diseo de Relojes indicadores
Ejemplo % de errores de acuerdo a la forma de la escala Grfico 4
% de
Error
_______________________________
40
_______________________________
30
20
_______________________________
10
Tipos
_______________________________
Vertical
35%
Cuadrado
0,5%
Circular
11%
_______________________________
Horizontal
28%
Semi-Circular
16%
EXPERIENCIA DE SLEIGHT 1948
Prof. Ing. Antonino P. Conti
69
_______________________________
APC 18/03/14
_______________________________
Preparado por: Prof. Antonino Pablo Conti Fum: 01/03/15
- 23 -
Licenciatura en Higiene y Seguridad en el Trabajo
Modulo: Estudio del Trabajo.
_______________________________
_______________________________
Ergonoma
______________________________
Mangos y tiradores
Mangos bsicos: deben adecuarse al uso y a los movimientos
de la mano
_______________________________
- Mangos esfricos (universal) ej.: palanca de cambio de
velocidades del automvil
_______________________________
- Mangos de fuerza 3,2 a 2,2 cm
_______________________________
- Evitar mango T (confunde la distribucin de los dedos)
- Optimo: mangos
_______________________________
- Mango con perfilado de dedos es para ejercer ms fuerza
_______________________________
Ejemplo:Freno de mano
70
Prof. Ing. Antonino P. Conti
_______________________________
APC 18/03/14
_______________________________
_______________________________
_______________________________
Ergonoma
Mangos y tiradores
______________________________
5 cm mximo
13 Kg mximo
_______________________________
- Mango cilndrico
_______________________________
_______________________________
- Tiradores cilndricos
2,5 / 4,5
_______________________________
10 cm
11,5 cm
Fuerza: de 18 Kg a 45 Kg
_______________________________
71
Prof. Ing. Antonino P. Conti
_______________________________
APC 18/03/14
_______________________________
_______________________________
_______________________________
Ergonoma
______________________________
Volantes, palancas y pedales
- Volantes
Giro:
90/120
2 5 cm
- Palancas
_______________________________
1 mano 13,5 Kg
2 manos 22,5 Kg
e 18 53 cm
_______________________________
Preferible
2 rayos
_______________________________
Opciones de Fuerza
y de 1 2 manos
_______________________________
- Pedales
_______________________________
F = Fuerza
R = Resistencia
Mejor
Peor
Prof. Ing. Antonino P. Conti
72
_______________________________
APC 18/03/14
_______________________________
Preparado por: Prof. Antonino Pablo Conti Fum: 01/03/15
- 24 -
Licenciatura en Higiene y Seguridad en el Trabajo
Modulo: Estudio del Trabajo.
_______________________________
_______________________________
Ergonoma
______________________________
Estacin de trabajo
para computadora
ngulo optimo de visin
90
Soporte posterior
ajustable para
sostener la parte
baja de la espalda
_______________________________
Espacio suficiente para
rodillas y muslos debajo
de la mesa.
Altura general de las mesas.
Los cables se mantienen
alejados del campo de
trabajo.
Superficies de
trabajo accesibles.
Los muslos no estn
comprimidos.
Asiento ajustable
para adecuarse al
operador.
Silla giratoria con
base estable.
No se recomienda
las ruedecillas
sobre los pisos
duros y deslizantes.
El perfil de la base
sera la mas baja
posible.
_______________________________
La posicin de la
pantalla es variable.
Porta documentos
para referencia.
Algunos operadores
necesitaran un descanso
para los pie, en caso de
que la altura del pupitre
no sea ajustable.
_______________________________
_______________________________
_______________________________
Espacio para los
miembros inferiores.
Espacio adecuado
para el movimiento
de rodillas y pies.
73
Prof. Ing. Antonino P. Conti
_______________________________
APC 18/03/14
_______________________________
_______________________________
_______________________________
Estudio de Tiempos
______________________________
Estudio de Tiempos
La medicin del trabajo es la aplicacin de TCNICAS para determinar el TIEMPO que
invierte un TRABAJADOR CALIFICADO para llevar a cabo una TAREA DEFINIDA segn
una NORMA de ejecucin PRE-ESTABLECIDA.
a) TCNICAS
_______________________________
_______________________________
_______________________________
b) TIEMPO:
c) TRABAJADOR CALIFICADO
_______________________________
d) TAREA DEFINIDA,
_______________________________
e) NORMA de ejecucin PRE-ESTABLECIDA
74
Prof. Ing. Antonino P. Conti
_______________________________
APC 18/03/14
_______________________________
_______________________________
_______________________________
Estudio de Tiempos
______________________________
Consideraciones importantes
El estudio de mtodos o sea el estudio de los movimientos de un ser humano
determina la distancia que recorre un trabajador, que por otra parte es una constante,
pues es la NORMA.
_______________________________
_______________________________
En cambio el estudio de tiempos se realiza porque nuestro trabajador no efecta
siempre los mismos movimientos a una velocidad constante y en consecuencia a un
tiempo constante, tal como lo hara un mecanismo o un robot.
_______________________________
De all la importancia del estudio de tiempos que debe encontrar cual es el tiempo
promedio y representativo en una jornada de trabajo, y que ese tiempo promedio
puede realizarlo cualquier trabajador tipo (no, el ms veloz ni el mas lento, sino el
normal)
_______________________________
Se entiende por jornada de trabajo, la que estipula la Ley de trabajo, es decir 8,80
hrs./da (base 44 hrs. semanales).
Prof. Ing. Antonino P. Conti
_______________________________
75
_______________________________
APC 18/03/14
_______________________________
Preparado por: Prof. Antonino Pablo Conti Fum: 01/03/15
- 25 -
Licenciatura en Higiene y Seguridad en el Trabajo
Modulo: Estudio del Trabajo.
_______________________________
_______________________________
Estudio de Tiempos
______________________________
Cronometro: con divisin centesimal
_______________________________
Si tenemos segundos (sexagesimales)............. y ..............minutos centesimales
60 seg. = 1 min
0. seg.
100 centsimos. = 1 min
0. min.
_______________________________
45 seg.
15 seg.
30 seg.
0.25 min
(25 centsimos)
0.75 min
(75 centsimos)
_______________________________
_______________________________
0.50 min
(50 centsimos)
La esfera est dividida en 60 partes ........... equivale ..............esfera dividida en 100 partes.
la mnima divisin 1/60 es un segundo ...... equivale ............... la mnima divisin es 1/100
centsimos de minuto
(no existe el segundo)
Cronmetros
76
Prof. Ing. Antonino P. Conti
_______________________________
_______________________________
APC 18/03/14
_______________________________
_______________________________
_______________________________
Estudio de Tiempos
Metodologa
______________________________
Las siguientes etapas han sido exhaustivamente probadas y ensayadas, por lo que se
recomienda que se sigan rigurosamente:
_______________________________
1- SELECCIONAR, el trabajo que va ser objeto del estudio de tiempos (Identificar el
puesto de trabajo)
_______________________________
2- REGISTRAR, el mtodo actual dividindolos en elementos normales o cclicos y
elementos acclicos o frecuenciales , con sus puntos de ruptura .
Registrar los elementos anormales extraos. Y registrar tambin las condiciones de
trabajo fsico, mental y los debido al medio ambiente.
_______________________________
3- EXAMINAR: todo lo registrado separando los elementos anormales o extraos de
los elementos normales. El estndar se basa en elementos normales solamente
4- MEDIR: el mtodo registrado por sus elementos y mediante alguna tcnica
especfica y probada, con un arreglo de los niveles de tiempos.
77
Prof. Ing. Antonino P. Conti
_______________________________
_______________________________
_______________________________
APC 18/03/14
_______________________________
_______________________________
_______________________________
Estudio de Tiempos
______________________________
Metodologa
_______________________________
5- CALCULAR: el tiempo a asignar considerando los suplementos, tolerancias, o
descansos, debidos a las condiciones del trabajo fsico, mental y los debido al medio
ambiente, ms las tolerancias por necesidades fisiolgicas y las tolerancias propias
debido al proceso de fabricacin.
_______________________________
_______________________________
6- EMITIR, el tiempo asignado (puede llamarse tiempo estndar, tiempo tipo, o de
otro modo segn el vocabulario que utilice la empresa ).
_______________________________
7- MANTENER EN USO, mediante auditoras regulares.
Prof. Ing. Antonino P. Conti
_______________________________
78
_______________________________
APC 18/03/14
_______________________________
Preparado por: Prof. Antonino Pablo Conti Fum: 01/03/15
- 26 -
Licenciatura en Higiene y Seguridad en el Trabajo
Modulo: Estudio del Trabajo.
_______________________________
_______________________________
Estudio de Tiempos
______________________________
Niveles (o rangos) de tiempos
Nivel 0: tiempo observado
Es el tiempo cclico por unidad obtenida, tal cual se observa directamente en un puesto de
trabajo. Su uso queda restringido solamente a la tcnica del cronometraje y sus subtcnicas de: directo, indirecto ; del modo analgico o digital.
_______________________________
Nivel 1: tiempo bsico
_______________________________
Es el tiempo cclico por unidad obtenida, que resulta de afectar al tiempo observado por el
factor de correccin de velocidad, (desempeo, rating, ritmo, etc., son todos trminos
equivalentes).
Comparativamente este nivel de tiempos sera el que ejecuta un robot o nuestro operario
ideal.
Se utiliza para comparar el mismo mtodo de trabajo en distintas localidades o pases (por
ejemplo mediante la tcnica del benchmarking) puesto que no est afectado por las
condiciones del medio ambiente del trabajador.
Otro uso importante es que, este tiempo se suele asignar para la compra de una mquina.
Si le agregamos una recogida de la pieza a dos pasos y dejar la pieza a otros dos pasos, a
este nivel de tiempos resultante se lo conoce como Tiempo Piso a Piso (Floor to Floor Time)
79
Prof. Ing. Antonino P. Conti
_______________________________
_______________________________
_______________________________
_______________________________
APC 18/03/14
_______________________________
_______________________________
_______________________________
Estudio de Tiempos
______________________________
Niveles (o rangos) de tiempos
Nivel 2: tiempo estndar
_______________________________
Conocido tambin como tiempo normal, es el que resulta ser representativo de todos los
tiempos cclicos por unidad obtenida en una jornada de trabajo, y se obtiene luego de
afectar al tiempo bsico por las tolerancias o suplementos de tiempo debido a la fatiga del
operario, debidos al proceso en s mismo y el debido a las necesidades fisiolgicas.
_______________________________
Este es el nivel de mayor uso, por ejemplo es la base para: determinacin de la mano de
obra directa e indirecta. el tiempo estndar de una pieza o unidad cualquiera. El tiempo
estndar de una lnea de manufactura.
El costo de una pieza o producto terminado. Para clculos de programacin de la
produccin. Para clculos de eficiencia de planta o rendimientos de lneas o puesto de
trabajo. Para clculos de capacidad de puesto de trabajo. Para balanceos de lneas, entre
s.
80
Prof. Ing. Antonino P. Conti
_______________________________
_______________________________
_______________________________
_______________________________
APC 18/03/14
_______________________________
_______________________________
_______________________________
Estudio de Tiempos
______________________________
Niveles (o rangos) de tiempos
Nivel 3: tiempo presupuestable
_______________________________
Es el tiempo representativo de todos los tiempos cclicos que ocurren en un ao laboral
por unidad de producto obtenido.
Este nivel de tiempos resulta luego de afectar al tiempo estndar por los factores
restrictivos de la produccin como por ejemplo:
- Fallas de mquina o equipo.
- Faltante de materia prima.
- Descartes de piezas o productos.
- Retrabajos de piezas o productos.
_______________________________
Los factores restrictivos de la produccin se obtienen mediante registros y anlisis
estadstico, deben ser acotados globalmente a no ms del 10% respecto al tiempo estndar.
Y debe haber un objetivo y planes de reduccin de los mismos.
_______________________________
Cada Organizacin tiene su propio paquete de factores de restriccin de la produccin,
pero los que siempre se repetirn son los cuatro indicados en el prrafo anterior. En
cuanto a su uso se deduce de la misma titulacin, son niveles para presupuestar: costos,
capacidades, mano de obra, etc.
_______________________________
Prof. Ing. Antonino P. Conti
_______________________________
81
_______________________________
APC 18/03/14
_______________________________
Preparado por: Prof. Antonino Pablo Conti Fum: 01/03/15
- 27 -
Licenciatura en Higiene y Seguridad en el Trabajo
Modulo: Estudio del Trabajo.
_______________________________
_______________________________
Estudio de Tiempos
Tiempo del ciclo
Caso a)
Aqu el tiempo total es igual al tiempo activo
del trabajador ms el de la mquina.
Tiempo total del ciclo= tiempo bsico
Si el tiempo activo de la mquina es mayor a
un (1) min. Podra ciclarse con otra maquina de
iguales caractersticas.
Tiempo activo del
trabajador
(Tiempo inactivo de la
mquina)
Tiempo activo de la
mquina
(Tiempo inactivo del
trabajador)
Caso b)
Tiempo total del ciclo=tiempo bsico
coinciden los:
Tiempo activo de la mquina y Tiempo activo del
trabajador
(no hay tiempos inactivos)
______________________________
_______________________________
_______________________________
_______________________________
Aqu el tiempo total es igual al tiempo activo
del trabajador que es igual a su ves al de la
mquina.
_______________________________
Es una condicin en donde se debe
reemplazar al trabajador cuando utiliza sus
tiempos de descansos o fisiolgicos.
_______________________________
82
Prof. Ing. Antonino P. Conti
_______________________________
APC 18/03/14
_______________________________
_______________________________
_______________________________
Estudio de Tiempos
______________________________
Tiempos del ciclo
Caso c)
Tiempo total del ciclo=tiempo bsico
Tiempo activo externo trabajador
Tiempo inactivo de la
mquina
Tiempo activo
interno
trabajador
Tiempo
inactivo
trabajador
Aqu el tiempo total es igual al tiempo
activo externo del trabajador ms el
tiempo mquina.
Si el tiempo de inactividad del
trabajador es mayor a (1) min. Se
podra ciclar (aparear) con otra
maquina de caracterstica similar
_______________________________
_______________________________
_______________________________
_______________________________
Tiempo activo de la
mquina
_______________________________
83
Prof. Ing. Antonino P. Conti
_______________________________
APC 18/03/14
_______________________________
_______________________________
_______________________________
Estudio de Tiempos
______________________________
Diagrama de actividades mltiples
Cuando se realiza un estudio de tiempos, normalmente lo realizamos sobre un puesto de
trabajo donde interrelaciona una persona y una mquina.
_______________________________
_______________________________
Pero muchas veces el puesto de trabajo consta de dos o ms personas interrelacionando
con una mquina o equipo o al contrario dos o ms maquinas o equipos
interrelacionando con una sola persona.
_______________________________
Y por supuesto se puede dar un puesto de trabajo donde haya dos o ms mquinas o
equipos interrelacionados con dos o ms personas.
_______________________________
Diagrama de actividades
mltiples
Prof. Ing. Antonino P. Conti
Diagrama de
actividades
mltiplesReales
_______________________________
84
_______________________________
APC 18/03/14
_______________________________
Preparado por: Prof. Antonino Pablo Conti Fum: 01/03/15
- 28 -
Licenciatura en Higiene y Seguridad en el Trabajo
Modulo: Estudio del Trabajo.
_______________________________
_______________________________
Estudio de Tiempos
______________________________
Suplemento por descanso
La tabla que utilizaremos (ver apndice No.3 Pg..501, OIT) considera tres tipos de
tensiones:
_______________________________
a) Tensin fsica, provocada por la naturaleza del trabajo, considera cuatro factores:
_______________________________
- fuerza ejercida
- postura
_______________________________
- ciclo breve (muy importante)
- Ropa molesta (incluir elementos de proteccin personal)
_______________________________
b) Tensin mental, considera cuatro factores:
- concentracin
_______________________________
- monotona
- tensin visual
- ruido.
85
Prof. Ing. Antonino P. Conti
_______________________________
APC 18/03/14
_______________________________
_______________________________
_______________________________
Estudio de Tiempos
______________________________
Consideraciones generales para el uso de tablas
c) Tensin debida al medio ambiente (que se traduce en tensin fsica o mental
provocado por la naturaleza del medio ambiente o condiciones de trabajo en general),
considera seis factores:
_______________________________
_______________________________
9 temperatura
9 humedad
_______________________________
9 ventilacin
9 emanaciones de gases
_______________________________
9 polvos y/o suciedad
9 presencia de agua.
_______________________________
Tabla Tol
tiempos OIT
86
Prof. Ing. Antonino P. Conti
_______________________________
APC 18/03/14
_______________________________
_______________________________
_______________________________
Estudio de Tiempos
______________________________
Procedimiento para la toma de tiempos con cronometro
Cronometraje directo o registro de tiempos individual.
_______________________________
_______________________________
Cronometraje indirecto o registro de tiempos acumulados.
El cronometraje directo o registro de tiempos individual es cuando se toma el tiempo
correspondiente a cada fase del proceso y cada ciclo. Se mide desde el primer punto
de referencia y se para nuevamente en el prximo punto de referencia.
Se utiliza un cronmetro tipo vuelta a cero en este caso el cronmetro posee una sola
manecilla y un solo pulsador, cada vez que se pulsa, la manecilla vuelve a cero y arranca
nuevamente.
Prof. Ing. Antonino P. Conti
_______________________________
_______________________________
_______________________________
87
_______________________________
APC 18/03/14
_______________________________
Preparado por: Prof. Antonino Pablo Conti Fum: 01/03/15
- 29 -
Licenciatura en Higiene y Seguridad en el Trabajo
Modulo: Estudio del Trabajo.
_______________________________
_______________________________
Estudio de Tiempos
______________________________
Procedimiento para el Cronometraje directo o registro de tiempos individual
Fases del mtodo, o
elementos del trabajo
Elemento A
CICLO
1
ti
_______________________________
40
42
39
40
41
85
80
83
79
80
130
125
130
132
133
_______________________________
ta
Elemento B
ti
ta
Elemento C
ti
_______________________________
ta
Siendo el ti, el tiempo individual y el ta, el tiempo acumulado
El cronometraje indirecto o registro de tiempos acumulados es cuando se toman los
tiempos entre el comienzo de la toma de tiempos y los sucesos finales de cada una
de las fases de proceso.
Se utiliza un cronmetro del tipo aguja ratrapante, en este caso el cronmetro consta de
dos manecillas y dos pulsadores.
88
Prof. Ing. Antonino P. Conti
_______________________________
_______________________________
_______________________________
APC 18/03/14
_______________________________
_______________________________
_______________________________
Estudio de Tiempos
______________________________
Procedimiento para la toma de tiempos acumulados
Registro
elementos del
trabajo
CICLO
1
Elemento A
_______________________________
40
297
541
794
1045
_______________________________
125
377
624
872
1125
_______________________________
255
502
754
1004
1258
ti
ta
Elemento B
ti
ta
Elemento C
ti
ta
_______________________________
Clculo
Elemento A/ Ciclo 1 tiA/1 = taA/1 taA/0 = 40 0 = 40
Elemento B/ Ciclo 1 tiB/1 = taB/1 taA/1 = 125 40 = 85
Elemento C/ Ciclo 1 tiC/1 = taC/1 taB/1 = 255 125 = 130
Elemento A/ Ciclo 2tiA/2 = taA/2 taB/1 = 297 255 = 42
Etc
_______________________________
89
Prof. Ing. Antonino P. Conti
_______________________________
APC 18/03/14
_______________________________
_______________________________
_______________________________
Estudio de Tiempos
______________________________
Procedimiento para la toma de tiempos acumulados
_______________________________
Fases del mtodo, o
Elementos del Trabajo
Elemento A
Elemento B
Elemento C
CICLO
1
ti
40
42
39
40
41
ta
40
297
541
794
1045
ti
85
80
83
79
80
ta
125
377
624
872
1125
ti
130
125
130
132
133
ta
255
502
754
1004
1258
_______________________________
_______________________________
_______________________________
_______________________________
Prof. Ing. Antonino P. Conti
90
_______________________________
APC 18/03/14
_______________________________
Preparado por: Prof. Antonino Pablo Conti Fum: 01/03/15
- 30 -
Licenciatura en Higiene y Seguridad en el Trabajo
Modulo: Estudio del Trabajo.
_______________________________
_______________________________
Estudio de Tiempos
______________________________
Ventajas y desventajas de ambos procedimientos
REGISTRO DE TIEMPOS INDIVIDUALES
REGISTRO DE TIEMPOS ACUMULADOS
Ventajas:
1. No es preciso calcular el tiempo individual
2. Eliminacin de errores en el clculo de
tiempos parciales
3. Los valores de tiempos que han de ser
anotados en las planillas de toma de
tiempos son pequeos
4. Una dispersin de los valores de medicin
como consecuencia de irregularidades del
proceso es reconocida de inmediato
Desventajas:
1. El conocimiento de la duracin de la fase de
proceso puede influir sobre el enjuiciamiento
del ritmo (factor de efectividad)
2. Es necesaria la medicin adicional del
tiempo total de la duracin de la toma de
tiempos
Ventajas:
1. Medicin continua e ininterrumpida de los
tiempos
2. Los errores en la lectura son compensados
en la siguiente medicin de tiempos
3. No hay influencia alguna al enjuiciar el ritmo
(factor
de
efectividad)
mediante
el
conocimiento del tiempo individual
4. No se pierde ningn tiempo parcial
Desventajas:
1. Los tiempos individuales tienen que ser
calculados
2. En el empleo de cronmetros sin aguja
testigo se requiere una mayor concentracin
del observador para una lectura precisa y
segura de los tiempos
91
Prof. Ing. Antonino P. Conti
_______________________________
_______________________________
_______________________________
_______________________________
_______________________________
_______________________________
APC 18/03/14
_______________________________
_______________________________
_______________________________
Estudio de Tiempos
______________________________
El punto de ruptura o punto de referencia. (break point)
Todo elemento o fase de un proceso comienza con un suceso inicial y termina con un
suceso final.
_______________________________
El suceso final de la fase captada es al mismo tiempo el suceso inicial de la fase
siguiente.
_______________________________
_______________________________
Tiempo
1 Fase del proceso
1er elemento
Sujetar la pieza
Punto de referencia 2 Fase del Proceso
2do elemento
_______________________________
Conectar la mquina
_______________________________
Soltar Estirar el brazo
(Suceso Final) (Suceso Inicial)
92
Prof. Ing. Antonino P. Conti
_______________________________
APC 18/03/14
_______________________________
_______________________________
_______________________________
Estudio de Tiempos
______________________________
EJEMPLOS
_______________________________
_______________________________
_______________________________
_______________________________
_______________________________
Prof. Ing. Antonino P. Conti
93
_______________________________
APC 18/03/14
_______________________________
Preparado por: Prof. Antonino Pablo Conti Fum: 01/03/15
- 31 -
Licenciatura en Higiene y Seguridad en el Trabajo
Modulo: Estudio del Trabajo.
_______________________________
_______________________________
Estudio de Tiempos
______________________________
EJEMPLOS
_______________________________
_______________________________
_______________________________
_______________________________
_______________________________
94
Prof. Ing. Antonino P. Conti
_______________________________
APC 18/03/14
_______________________________
_______________________________
_______________________________
Estudio del Trabajo
______________________________
HOJA RESUMEN DEL METODO STANDARD
Este resumen permite:
_______________________________
a)- Balancear o equilibrar la lnea y presentar el mejor resultado del
mismo.
Si el clculo se hace por medio de algn software, tendremos la
posibilidad de reiterar los clculos tantas veces como queramos y a gran
velocidad.
Sin embargo existe un nico balanceo que depende del diseo del mtodo
de trabajo y de los tiempos obtenidos, sera un balanceo estndar.
_______________________________
_______________________________
b)- Obtener el tiempo estndar asignado a la pieza (o de la lnea).
Tpicamente este dato se consigna en minutos centesimales y en horas
centesimales.
_______________________________
En horas centesimales facilita cualquier clculo posterior de costos o
presupuestos.
95
Prof. Ing. Antonino P. Conti
_______________________________
_______________________________
APC 18/03/14
_______________________________
_______________________________
_______________________________
Estudio de Tiempos
______________________________
Hoja resumen del mtodo estndar
c)- Otras informaciones son:
_______________________________
Mano de obra requerida para la lnea, los tiempos bsicos, los tiempos de
operacin, la demora inherente y la produccin por hora de la mquina
cuello de botella y de cada una de los otros puestos de trabajo.
d)- La demora inherente es el tiempo que indefectiblemente perdemos en
cada ciclo de produccin con el balanceo adoptado y que resulta de la
diferencia de los tiempos de otras operaciones respecto a la operacin cuello
de botella.
Obviamente la operacin cuello de botella no lleva demora inherente, y es la
base del clculo del balanceo de la lnea.
_______________________________
_______________________________
_______________________________
e)- Permite consignar adems, la produccin a obtener en una jornada laboral.
f)- Otros datos de forma, son la clasificacin del tipo de estndar si se trata
de un tiempo estimado, de un tiempo preliminar o de un tiempo normal.
Ejemplo de Resumen Mtodo Standard
Prof. Ing. Antonino P. Conti
Casos reales
96
_______________________________
_______________________________
APC 18/03/14
_______________________________
Preparado por: Prof. Antonino Pablo Conti Fum: 01/03/15
- 32 -
Licenciatura en Higiene y Seguridad en el Trabajo
Modulo: Estudio del Trabajo.
_______________________________
_______________________________
Estudio del Trabajo
______________________________
Balanceo o equilibrado de la lnea de produccin en serie
Balanceo equilibrado de lnea, significa dividir y distribuir el trabajo total de una lnea de
tal manera de asignar a cada estacin de trabajo una cantidad igual o la ms cercana
posible al tiempo de ciclo de la lnea.
El tiempo ciclo de la lnea es su cadencia ritmo de trabajo.
Utilizar el tiempo para este desglose supone la posibilidad de efectuar ciclados o
apareamientos de estaciones de trabajo. La otra alternativa es variar la velocidad de
lnea en funcin de la cantidad a producir y/o del secuenciamiento de modelos diferentes.
Rara vez se consigue un equilibrio perfecto, siempre hay tiempo faltante sobrante en
cada estacin de trabajo, a este tiempo sobrante se lo conoce con el nombre de
demora inherente. La tarea del Ingeniero Industrial es reducir al mnimo posible
la demora inherente, para ello existen varias prcticas corrientes:
97
Prof. Ing. Antonino P. Conti
_______________________________
_______________________________
_______________________________
_______________________________
_______________________________
_______________________________
APC 18/03/14
_______________________________
_______________________________
_______________________________
Estudio de Tiempos
______________________________
Balanceo o equilibrado de la lnea de montaje
Ejemplos de asignaciones para compensar la demora inherente
_______________________________
1- Asignar al operario la alimentacin de la lnea
2- Asignar al operario verificaciones y/o control de calidad
_______________________________
3- Asignar al operario el mantenimiento menor de la mquina/equipo o
herramental
_______________________________
4- Utilizar el tiempo de demora inherente para formacin de bancos de
piezas
_______________________________
Otros mtodos que se pueden emplear son:
5- Rotacin y traslado de operarios (requiere polivalencias)
_______________________________
6- Programar la tarea en distintos patrones de trabajo por grupo de
estaciones de trabajo, esto es posible si se trabaja menos de tres
turnos completos.
98
Prof. Ing. Antonino P. Conti
_______________________________
APC 18/03/14
_______________________________
_______________________________
_______________________________
Estudio de Tiempos
______________________________
Mtodo para equilibrar las operaciones de montaje (armado)
_______________________________
Lo ms corriente es dividir el total del trabajo en elementos razonablemente indivisibles
(pero que forman una secuencia completa), y luego realizar las agrupaciones de ellos de
manera que su tiempo sea similar al ciclo de la lnea (cadencia o ritmo de trabajo).
_______________________________
Paso 1: Calcular el ritmo de produccin
Rp= 2.800 u/s
40 h/s
ciclo =
= 70 u/h (requeridas a eficiencia 100%)
_______________________________
1
= 0,0143 hrs/u
70 u/h
_______________________________
_______________________________
o tambin:
60 = 0,857 min/pza
70
o tambin 0,857 min/p * 60 seg/min = 51,4 seg/p.
Prof. Ing. Antonino P. Conti
99
_______________________________
APC 18/03/14
_______________________________
Preparado por: Prof. Antonino Pablo Conti Fum: 01/03/15
- 33 -
Licenciatura en Higiene y Seguridad en el Trabajo
Modulo: Estudio del Trabajo.
_______________________________
_______________________________
Estudio de Tiempos
______________________________
Paso 2: Cantidad estaciones y/o operarios a priori
_______________________________
To = 351 s/p. = 6,8 estaciones/operarios
tc 51,4 s/p...................................................
_______________________________
_______________________________
o sea, 51 x 6 (*) = 306; 351 306 = 45 sg. que es el resto y ser para la 1 operacin,
pues es mas conveniente pasar la primera operacin que cualquier otra subsecuente.
_______________________________
_______________________________
(*) Se redondea en menos.
100
Prof. Ing. Antonino P. Conti
_______________________________
APC 18/03/14
_______________________________
_______________________________
_______________________________
Estudio de Tiempos
Paso 3: Equilibrado (desglose del contenido total de trabajo en estaciones y/o operarios)
OP.
N
to
subdivisin
______________________________
_______________________________
tc
estaciones
trabajo asignado
114
45
51
1
2
73
51
Aqu se describe el
34
51
48
51
62
51
trabajo asignado por
cada estacin y si hay
un operario por
estacin, lo es
tambin por cada
operario.
20
51
Tota 351
l
51
_______________________________
_______________________________
_______________________________
_______________________________
101
Prof. Ing. Antonino P. Conti
_______________________________
APC 18/03/14
_______________________________
_______________________________
_______________________________
______________________________
Balanceo de maquinas-herramientas
10
20
30
40
_______________________________
_______________________________
30 u/h
Tstd (min/u) =
2,0
capacidad (u/h) = 30
Demora I. =
---
= 1,5
= 40
= 0,5
= 1,8
= 33,3
= 0,2
= 1,3
= 46,15
= 0,7
Cadencia
= 30
_______________________________
= 1,4 min.
_______________________________
Cuello de botella es la op.10, (siempre tiene demora inherente = )
Prof. Ing. Antonino P. Conti
_______________________________
102
_______________________________
APC 18/03/14
_______________________________
Preparado por: Prof. Antonino Pablo Conti Fum: 01/03/15
- 34 -
Licenciatura en Higiene y Seguridad en el Trabajo
Modulo: Estudio del Trabajo.
_______________________________
_______________________________
Estudio de Tiempos
______________________________
Tpicamente se desea conocer:
_______________________________
1) Cadencia ritmo de la lnea en unidades por hora = 30 u/h
_______________________________
2) Tiempo del proceso [Tp], (2,0+1,5+1,8+,1,3) min./u = 6,6 min./u
_______________________________
_______________________________
3) Tiempo de la lnea [TL] = n x CB= 8,0 min.
4) Eficiencia actual de la lnea, E = (Tp / TL) * 100 = 6,6 * 100 = 82%
8,0
103
Prof. Ing. Antonino P. Conti
_______________________________
_______________________________
APC 18/03/14
_______________________________
_______________________________
_______________________________
Estudio de Tiempos
______________________________
Balanceo de lnea montaje con solo un producto
Es el caso ms simple de montaje.
_______________________________
Por ejemplo sean los datos introductorios como:
Producto: Auto CLIO BASE
Turno: 8 hs /da
Volumen de produccin: 400 unidades/da
Cadencia horaria: 50 unidades/hora
Tiempo de estacin o tiempo ciclo: 480 min / 400 u = 1,2 min/u
_______________________________
_______________________________
Si el tiempo estndar de una operacin supera el tiempo de estacin, podemos buscar
una operacin de menor duracin o realizarla en forma parcial en esa estacin y
continuar en la prxima.
_______________________________
Por ejemplo, si tenemos la operacin montar cielo raso que dura 2 minutos en una
lnea y siendo el tiempo de ciclo de 1,2 min, con una persona en la estacin de trabajo,
se nos presenta el problema de que esa persona va a tener que terminar su tarea en
la otra estacin de trabajo con la consiguiente superposicin de operarios en la
estacin siguiente.
_______________________________
104
Prof. Ing. Antonino P. Conti
_______________________________
APC 18/03/14
_______________________________
_______________________________
_______________________________
Estudio de Tiempos
Al tener un solo producto
determino las operaciones que
se realizan por estacin y se
verifica que el porcentaje de
saturacin sea de un mnimo de
95%. De no ser as sigo
asignando tareas hasta llegar al
porcentaje de carga deseado.
Por ejemplo:
OP.
DESCRIPCIN
CLIO BASE
10
APROVISIONAR Y
MONTAR VIDRIO
PUERTA DEL.
DERECHA
0,30 min
20
APROVISIONAR Y
MONTAR MAZO DE
CABLES PUERTA DEL.
IZQUIERDA
0,20 min
30
APROVISIONAR Y
MONTAR
INSONORIZANTES
0,20 min
40
APROVISIONAR Y
MONTAR ESPEJO
RETROVISOR PUERTA
DEL. IZQUIERDA
0,20 min
50
FIJAR STEREO
porcentaje de saturacin =
Prof. Ing. Antonino P. Conti
tiempo de estacin
_______________________________
Estacin del
trabajo
_______________________________
_______________________________
= 1,20
min
_______________________________
0,25
TOTALES (MIN)
tpo std de operacin
______________________________
_______________________________
1,15
1,15 min
= 95%
1,2 min
105
_______________________________
APC 18/03/14
_______________________________
Preparado por: Prof. Antonino Pablo Conti Fum: 01/03/15
- 35 -
Licenciatura en Higiene y Seguridad en el Trabajo
Modulo: Estudio del Trabajo.
_______________________________
_______________________________
Estudio de Tiempos
______________________________
Balanceo de lnea montaje con varios productos secuenciados
Cuando tenemos una lnea unificada donde se hacen varios productos vamos a tener
diferentes productos con diferentes tiempos de realizacin y diferentes necesidades de
mano de obra.
_______________________________
Si por ejemplo tenemos tres productos y la produccin diaria debe ser de 400 unidades
en total con los tres productos en una misma lnea debemos balancear la lnea para que
al final del da tengamos la produccin con el mximo de rendimiento.
_______________________________
Una alternativa podra ser variar la velocidad de la lnea segn el modelo que voy a
producir ya que si el Clo base lleva menos operaciones por estacin el tiempo de
estacin ser menor cuando la velocidad aumente.
_______________________________
La otra alternativa, que es la que se usa mayormente, consiste en determinar los
porcentajes de mezcla de cada producto y alimentar la lnea en funcin y secuencia de
esos porcentajes.
_______________________________
_______________________________
106
Prof. Ing. Antonino P. Conti
_______________________________
APC 18/03/14
_______________________________
_______________________________
_______________________________
Estudio de Tiempos
______________________________
Por Ej. , sea:
Producto: MEGANE CLIO BASE CLIO TRICUERPO
Turno: 8 horas/da
Volumen de produccin: 400 unidades/da
Cadencia horaria: 50 unidades/hora
Tiempo de estacin o tiempo ciclo: 480 min / 400 u = 1,2 min/u
_______________________________
_______________________________
El mix de produccin es:
-MEGANE: 50 unidades por da que representan el 12,5% de produccin diaria.
-CLIO BASE: 200 unidades por da que representan el 50% de produccin diaria.
-CLIO TRICUERPO: 150 unidades por da que representan el 37,5% de produccin diaria.
- Megane: 8,5 hs hombre por unidad
n de operarios =
_______________________________
_______________________________
8,5hsho x 50u
= 53 operarios
8hs
107
Prof. Ing. Antonino P. Conti
_______________________________
_______________________________
APC 18/03/14
_______________________________
_______________________________
_______________________________
Estudio de Tiempos
______________________________
- Clo base: 6 hs hombre por unidad
n de operarios =
_______________________________
6hsho x 200u
= 150 operarios
8hs
_______________________________
- Clo tricuerpo: 7 hs hombre por unidad
_______________________________
7hsho x 150u
n de operarios =
= 112 ,5 operarios
8hs
_______________________________
Una vez definida la secuencia de productos a la lnea, realizamos una grilla de
saturacin carga para definir las operaciones que se realizan por estacin cuando los
diferentes productos pasan por las mismas.
Prof. Ing. Antonino P. Conti
108
_______________________________
_______________________________
APC 18/03/14
_______________________________
Preparado por: Prof. Antonino Pablo Conti Fum: 01/03/15
- 36 -
Licenciatura en Higiene y Seguridad en el Trabajo
Modulo: Estudio del Trabajo.
_______________________________
_______________________________
Estudio de Tiempos
OP.
DESCRIPCIN
10
APROVISIONAR Y
MONTAR VIDRIO PUERTA
DEL. DERECHA
60
APROVISIONAR Y
MONTAR MASO DE
CABLES PUERTA DEL.
IZQUIERDA
30
CLIO BASE
CLIO
TRICUERPO
0,4
0,4
______________________________
MEGANE
--
--
0,35
APROVISIONAR Y
MONTAR
INSONORIZANTES
0,20
0,20
0,50
40
APROVISIONAR Y
MONTAR ESPEJO
RETROVISOR PUERTA
DEL. IZQUIERDA
0,30
0,30
0,40
50
CIERRE ELECTRICO
PUERTA DEL. IZQUIERDA
--
--
0,25
0,90
0,90
1,10
TOTALES
_______________________________
-Estacin
del
trabajo
_______________________________
_______________________________
_______________________________
= 1,20
min
_______________________________
1,50
109
Prof. Ing. Antonino P. Conti
_______________________________
APC 18/03/14
_______________________________
_______________________________
_______________________________
Estudio de Tiempos
______________________________
TIEMPO PONDERADO = tiempo std de la estacin x porcentaje mix de produccin
_______________________________
CLIO BASE: 0,90 minutos x 0,50 = 0,45 = 45 min
CLIO TRICUERPO: 0,90 minutos x 0,375 = 0,34 min
_______________________________
MEGANE: 1,10 minutos x 0,125 = 0,14 min
_______________________________
2) Luego sumamos los tiempos ponderados obtenidos
Tiempo std mix de la estacin N1 = 0,45 + 0,34 +0,14 = 0,93 min
_______________________________
Calculamos el porcentaje de saturacin de la estacin.
porcentaje de saturacin =
tpo std de operacin
tiempo de estacin
_______________________________
0,93 min
= 77%
1,2min
110
Prof. Ing. Antonino P. Conti
_______________________________
APC 18/03/14
_______________________________
_______________________________
_______________________________
Estudio de Tiempos
______________________________
Realizamos OTRA PONDERACION Y OBTENEMOS:
_______________________________
Tiempo std mix de estacin 1: 0,45 + 0,34 +0,19 = 0,98 min
porcentaje de saturacin =
tpo std de operacin
tiempo de estacin
_______________________________
_______________________________
0,98 min
= 81%
1,2 min
_______________________________
_______________________________
Y as reiterando, hasta llegar al porcentaje de carga deseado (que en este caso es de
95% mnimo).
Prof. Ing. Antonino P. Conti
111
_______________________________
APC 18/03/14
_______________________________
Preparado por: Prof. Antonino Pablo Conti Fum: 01/03/15
- 37 -
Licenciatura en Higiene y Seguridad en el Trabajo
Modulo: Estudio del Trabajo.
_______________________________
_______________________________
Estudio del Trabajo
______________________________
_______________________________
Muchas gracias!
_______________________________
_______________________________
_______________________________
_______________________________
Prof. Ing. Antonino P. Conti
112
_______________________________
APC 18/03/14
_______________________________
Preparado por: Prof. Antonino Pablo Conti Fum: 01/03/15
- 38 -
Potrebbero piacerti anche
- Ergonomia y FlconstDocumento136 pagineErgonomia y Flconstmoneojam2Nessuna valutazione finora
- Estres LaboralDocumento52 pagineEstres LaboralRayleigh CruzNessuna valutazione finora
- 01 - SRT - Manual HigieneDocumento78 pagine01 - SRT - Manual HigieneTamy UgarteNessuna valutazione finora
- Check ListDocumento20 pagineCheck ListPablo MeineriNessuna valutazione finora
- CulturaOrgModulo2Documento9 pagineCulturaOrgModulo2Pablo MeineriNessuna valutazione finora
- 03 - Anexos y PlanillasDocumento13 pagine03 - Anexos y PlanillasPablo MeineriNessuna valutazione finora
- Solución Ejercicios Semana 2Documento8 pagineSolución Ejercicios Semana 2wagvilleda100% (4)
- Indicadores AICMDocumento191 pagineIndicadores AICMDavid Alonso Quintero HenaoNessuna valutazione finora
- La Arpilleria PeruanaDocumento28 pagineLa Arpilleria PeruanaSirley Ríos AcuñaNessuna valutazione finora
- La finalidad y características de la administraciónDocumento2 pagineLa finalidad y características de la administraciónJuan Pascual93% (15)
- Problemas y Oportunidades en El Mercado para Las Empresas Sociales Forestales en MexicoDocumento241 pagineProblemas y Oportunidades en El Mercado para Las Empresas Sociales Forestales en MexicofrancisocNessuna valutazione finora
- FormatoCartade CreditoDocumento2 pagineFormatoCartade CreditoMario Magallón CruzNessuna valutazione finora
- Gestion Del Agua en La Industria PapeleraDocumento32 pagineGestion Del Agua en La Industria PapeleraobwhlNessuna valutazione finora
- 1 Miradas ESP Web Doble PagDocumento8 pagine1 Miradas ESP Web Doble PagBORIS MUÑOZNessuna valutazione finora
- Taller Clasificacion de CuentasDocumento6 pagineTaller Clasificacion de CuentasJuan José BuriticáNessuna valutazione finora
- Evalucion 3 de Sistemas de Coste Por ActividadDocumento8 pagineEvalucion 3 de Sistemas de Coste Por ActividadRodriguez JoseNessuna valutazione finora
- Producción de piña en almíbar: análisis como sistemaDocumento3 pagineProducción de piña en almíbar: análisis como sistemaMORGANESA100% (2)
- Practica Notas EjemploDocumento5 paginePractica Notas EjemploMartinezTorresBennyRafaelNessuna valutazione finora
- Trabajo de Investigación Economía y DerechoDocumento3 pagineTrabajo de Investigación Economía y DerechoKpucha HxcrNessuna valutazione finora
- Ayala, César Alejandro y Otros S/ Infracción Ley 22.415Documento31 pagineAyala, César Alejandro y Otros S/ Infracción Ley 22.415Será JusticiaNessuna valutazione finora
- Hechos PosterioresDocumento33 pagineHechos PosterioresMickyNessuna valutazione finora
- Evaluacion de La Cadena de SuministrosDocumento12 pagineEvaluacion de La Cadena de SuministrosIvonne BxNessuna valutazione finora
- Modelo EconométricoDocumento3 pagineModelo EconométricoRoger ManuelNessuna valutazione finora
- Sistema de Información para La Gestión de Iglesias CristianasDocumento45 pagineSistema de Información para La Gestión de Iglesias CristianasCamila0% (1)
- Concepto de BrandingDocumento9 pagineConcepto de BrandingCarolina AlmanzarNessuna valutazione finora
- Tarea 7 - Negocios Internacionales 2Documento9 pagineTarea 7 - Negocios Internacionales 2Helix AlexanderNessuna valutazione finora
- Ficha de Lectura Psicología OrganizacionalDocumento3 pagineFicha de Lectura Psicología OrganizacionalkarenNessuna valutazione finora
- NIIF para Microempresas en ColombiaDocumento14 pagineNIIF para Microempresas en ColombiaSergio Ricaurte RoblesNessuna valutazione finora
- Punto_equilibrio_fabricacion_mueblesDocumento8 paginePunto_equilibrio_fabricacion_mueblesSara IriarteNessuna valutazione finora
- Tarea 5 Practica de Mercadeo 2Documento5 pagineTarea 5 Practica de Mercadeo 2claribelNessuna valutazione finora
- DocumentDocumento387 pagineDocumentAngelica SerratoNessuna valutazione finora
- Graficos de ParetoDocumento13 pagineGraficos de ParetoPaula AmayaNessuna valutazione finora
- Norma Técnica - CGEDocumento4 pagineNorma Técnica - CGEjavierNessuna valutazione finora
- Ejemplo Lote Óptimo de CompraDocumento5 pagineEjemplo Lote Óptimo de CompraJuanitaNessuna valutazione finora
- Lima Ciudad de Los Reyes, de Los Chavez, de Los Quispe...Documento18 pagineLima Ciudad de Los Reyes, de Los Chavez, de Los Quispe...Wilmer Enrique Soplin Granados100% (4)
- Compendio Articulos Gestion CalidadDocumento279 pagineCompendio Articulos Gestion CalidadValentin BaldomeroNessuna valutazione finora