Potrebbero piacerti anche
- Argon Catalog-CompressedDocumento12 pagineArgon Catalog-CompressedAPEX SON100% (2)
- HPLC User's Guide, 32 Karat 8.0Documento134 pagineHPLC User's Guide, 32 Karat 8.0thynameisraymond100% (1)
- Thermodynamics For EngineersDocumento620 pagineThermodynamics For Engineersgsuresh40100% (8)
- On The Growth of Highly Ordered Pores in Anodized Aluminum OxideDocumento11 pagineOn The Growth of Highly Ordered Pores in Anodized Aluminum Oxidesalman10993Nessuna valutazione finora
- Electrochemical Etching PDFDocumento26 pagineElectrochemical Etching PDFMohamed ShaganNessuna valutazione finora
- native oxide for XPSDocumento12 paginenative oxide for XPSParth KhandelwalNessuna valutazione finora
- a'-Sialon Ceramics ReviewDocumento11 paginea'-Sialon Ceramics ReviewThanh DinhNessuna valutazione finora
- Growth of Group III Nitrides. A Review of Precursors and TechniqueDocumento17 pagineGrowth of Group III Nitrides. A Review of Precursors and TechniqueBriseida Guadalupe Pérez HernándezNessuna valutazione finora
- Reactions and Amorphization in Mechanically Alloyed Zirconium Aluminium Copper NickelDocumento1 paginaReactions and Amorphization in Mechanically Alloyed Zirconium Aluminium Copper NickelLintang EfendiNessuna valutazione finora
- 1990 Oyama Effect of Structure in Selective Oxide Catalysis - Oxidation Reactions of Ethanol and Ethane On Vanadium OxideDocumento7 pagine1990 Oyama Effect of Structure in Selective Oxide Catalysis - Oxidation Reactions of Ethanol and Ethane On Vanadium OxidectimanaNessuna valutazione finora
- Surface Plasmon Spectroscopy of Nanosized MetalDocumento13 pagineSurface Plasmon Spectroscopy of Nanosized MetalscmeswarNessuna valutazione finora
- Core-Shell (Ag) Au Bimetallic Nanoparticles: Analysis of Transmission Electron Microscopy ImagesDocumento8 pagineCore-Shell (Ag) Au Bimetallic Nanoparticles: Analysis of Transmission Electron Microscopy ImagesHEET MAHENDRA GALANessuna valutazione finora
- Physica C: K. Kim, D.P. Norton, D.K. Christen, C. Cantoni, T. Aytug, A. GoyalDocumento7 paginePhysica C: K. Kim, D.P. Norton, D.K. Christen, C. Cantoni, T. Aytug, A. GoyalzddnkhanNessuna valutazione finora
- Structure-Performance Correlations in Vapor Phase Deposited Self-Assembled Nanodielectrics For Organic Field-Effect TransistorsDocumento11 pagineStructure-Performance Correlations in Vapor Phase Deposited Self-Assembled Nanodielectrics For Organic Field-Effect TransistorsKomodoDSNessuna valutazione finora
- The Electrochemical Oxide Growth Behaviour On Titanium in Acid PDFDocumento18 pagineThe Electrochemical Oxide Growth Behaviour On Titanium in Acid PDFClaudiaOllivveiraNessuna valutazione finora
- Piotrowski1998JECSEPofTi PDFDocumento9 paginePiotrowski1998JECSEPofTi PDFDONGYI ZHOUNessuna valutazione finora
- JACS Replacement ReactionDocumento10 pagineJACS Replacement ReactionKiranKumarPragadeeshNessuna valutazione finora
- Applications of NanocompositesDocumento5 pagineApplications of Nanocompositesjd_sweetuNessuna valutazione finora
- Schmuki 2006Documento8 pagineSchmuki 2006wronaNessuna valutazione finora
- CJP 146Documento6 pagineCJP 146Osama GamilNessuna valutazione finora
- tmp5B32 TMPDocumento2 paginetmp5B32 TMPFrontiersNessuna valutazione finora
- Ref 1Documento5 pagineRef 1Diego Alejandro Roa CalaNessuna valutazione finora
- Sara A. DiBenedetto Et Al - Charge Conduction and Breakdown Mechanisms in Self-Assembled Nano DielectricsDocumento11 pagineSara A. DiBenedetto Et Al - Charge Conduction and Breakdown Mechanisms in Self-Assembled Nano DielectricsGomsajNessuna valutazione finora
- References: Structure of A Ferroelectric and Ferroelastic Monodomain Crystal of The PerovskiteDocumento5 pagineReferences: Structure of A Ferroelectric and Ferroelastic Monodomain Crystal of The PerovskiteDianitaCaroCastilloNessuna valutazione finora
- Microstructure of Incoloy Ma956 After Low and High Temperature DeformationDocumento6 pagineMicrostructure of Incoloy Ma956 After Low and High Temperature Deformationspellbinder50Nessuna valutazione finora
- Characterization of Anodic Spark-Converted Titanium Surfaces For Biomedical ApplicationsDocumento5 pagineCharacterization of Anodic Spark-Converted Titanium Surfaces For Biomedical ApplicationstamilnaduNessuna valutazione finora
- 1999.03.19 - HEIZ - Jacs - Catalytic Oxidation CO On PT Each Atom CountsDocumento4 pagine1999.03.19 - HEIZ - Jacs - Catalytic Oxidation CO On PT Each Atom CountsAlejandra AwimbaweNessuna valutazione finora
- Fast Platinum-Iridium Thermocouple: Summary and Future TrendsDocumento1 paginaFast Platinum-Iridium Thermocouple: Summary and Future TrendsJAIRO ANDRES CAMACHO GUERRERONessuna valutazione finora
- Plane-Strain Slip-Line Fields for Metal-Deformation Processes: A Source Book and BibliographyDa EverandPlane-Strain Slip-Line Fields for Metal-Deformation Processes: A Source Book and BibliographyNessuna valutazione finora
- Electrochromism of Sputtered Fluorinated Titanium Oxide Thin FilmsDocumento4 pagineElectrochromism of Sputtered Fluorinated Titanium Oxide Thin FilmsTanveer ZiaNessuna valutazione finora
- Electronic and Chemical Interactions at Aluminum/Tio, (110) InterfacesDocumento10 pagineElectronic and Chemical Interactions at Aluminum/Tio, (110) Interfacessujatasingh786Nessuna valutazione finora
- Vannice, Wang - 1981 - Determination of IR Extinction Coefficients For Linear - and Bridged-Bonded Carbon Monoxide On Supported PalladiumDocumento4 pagineVannice, Wang - 1981 - Determination of IR Extinction Coefficients For Linear - and Bridged-Bonded Carbon Monoxide On Supported PalladiumDOUGLAS RAMON RODRIGUEZ ORDOÑEZNessuna valutazione finora
- Anodization P - TiO2555Documento9 pagineAnodization P - TiO2555Sudip SinhaNessuna valutazione finora
- Morita1990 3Documento11 pagineMorita1990 3Joshua C. CastilloNessuna valutazione finora
- RIS New WestDocumento3 pagineRIS New WestEnrique PugaNessuna valutazione finora
- Characterization of The Rust Formed On Weathering Steel Exposed To Qinghai Salt Lake AtmosphereDocumento7 pagineCharacterization of The Rust Formed On Weathering Steel Exposed To Qinghai Salt Lake Atmosphereroscarlos1936Nessuna valutazione finora
- Prepration of Carbon ElectrodesDocumento7 paginePrepration of Carbon ElectrodesAtul TripathiNessuna valutazione finora
- 0262 PDFDocumento2 pagine0262 PDFDerry RahmaNessuna valutazione finora
- HRDTi TaDocumento9 pagineHRDTi TaAshish TiwariNessuna valutazione finora
- Metallographic Study of Type 304 Stainless Steel Long-Term Creep-Rupture Specimen Biss1981Documento3 pagineMetallographic Study of Type 304 Stainless Steel Long-Term Creep-Rupture Specimen Biss1981Andrea CalderaNessuna valutazione finora
- 7968 PDFDocumento81 pagine7968 PDFAdeline MargaretNessuna valutazione finora
- Crystal Structure and The Paraelectric-To-Ferroelectric Phase Transition of Nanoscale BatioDocumento9 pagineCrystal Structure and The Paraelectric-To-Ferroelectric Phase Transition of Nanoscale BatioRachna SelvamaniNessuna valutazione finora
- Piis0109564104000429 PDFDocumento8 paginePiis0109564104000429 PDFMartin AdriazolaNessuna valutazione finora
- CIMNAS Article 14 - Preprint VersionDocumento16 pagineCIMNAS Article 14 - Preprint VersionAqeel razaqNessuna valutazione finora
- Dilute Electrodeposition of TiO2 and ZnO Thin Film MemristorsDocumento6 pagineDilute Electrodeposition of TiO2 and ZnO Thin Film Memristorsalagar krishna kumarNessuna valutazione finora
- Preparation of A Crack-Free Rough Titania Coating On Stainless Steel Mesh by Electrophoretic DepositionDocumento10 paginePreparation of A Crack-Free Rough Titania Coating On Stainless Steel Mesh by Electrophoretic Depositionluis enriqueNessuna valutazione finora
- Materials Chemistry: CHEM 391 2017Documento25 pagineMaterials Chemistry: CHEM 391 2017Ahmad AwaisNessuna valutazione finora
- Zhou 1996Documento5 pagineZhou 1996pangeiaaNessuna valutazione finora
- Suay 2003Documento14 pagineSuay 2003rudowiczarturNessuna valutazione finora
- Article in Press TSF Special IssueDocumento6 pagineArticle in Press TSF Special IssueBiosuntaoNessuna valutazione finora
- Segregation Effects Iii Welded Stairless Steels: Pinstech/Npd-121Documento26 pagineSegregation Effects Iii Welded Stairless Steels: Pinstech/Npd-121Lenin CórdovaNessuna valutazione finora
- 2005 Electrochemical Deposition and Characterization of Fe3O4 Films Produced by Reduction of Fe (3) TriethanolamineDocumento10 pagine2005 Electrochemical Deposition and Characterization of Fe3O4 Films Produced by Reduction of Fe (3) Triethanolaminenandza99Nessuna valutazione finora
- Estupiñán2009 Article StoichiometryAnalysisOfTitaniuDocumento5 pagineEstupiñán2009 Article StoichiometryAnalysisOfTitaniuSandra Liliana HerreraNessuna valutazione finora
- 18-Shape-Induced Anisotropy in Antidot Arrays IEEE Trans Magn 2005Documento3 pagine18-Shape-Induced Anisotropy in Antidot Arrays IEEE Trans Magn 2005iaia367Nessuna valutazione finora
- One Nanometer Thin Carbon Nanosheets With Tunable Conductivity and StiffnessDocumento5 pagineOne Nanometer Thin Carbon Nanosheets With Tunable Conductivity and StiffnessManav SaxenaNessuna valutazione finora
- Formation and mechanistic study of self-ordered TiO2 nanotubesDocumento8 pagineFormation and mechanistic study of self-ordered TiO2 nanotubesKatia ONessuna valutazione finora
- Preparation of Plasma-Polymerized SiOx-like Thin Films From A MixtureDocumento6 paginePreparation of Plasma-Polymerized SiOx-like Thin Films From A MixturekgvtgNessuna valutazione finora
- Communications: Designing A Molecular Sieve Catalyst For The Aerial Oxidation of N-Hexane To Adipic AcidDocumento4 pagineCommunications: Designing A Molecular Sieve Catalyst For The Aerial Oxidation of N-Hexane To Adipic Acidzeemal MalikNessuna valutazione finora
- An Epitaxial Transparent Conducting Perovskite Oxide: Double-Doped SrtioDocumento5 pagineAn Epitaxial Transparent Conducting Perovskite Oxide: Double-Doped Srtior_jayakanthNessuna valutazione finora
- Chemical Reaction Path For Thin Film Oxidation of Stainless Steel PDFDocumento6 pagineChemical Reaction Path For Thin Film Oxidation of Stainless Steel PDFToramaru UtsunomiyaNessuna valutazione finora
- 10.1016@S0921 50939800573 5Documento9 pagine10.1016@S0921 50939800573 5Kannan RamarajNessuna valutazione finora
- 12 PDFDocumento5 pagine12 PDFAngel JonNessuna valutazione finora
- BioChem Pinch Valve User ManualDocumento33 pagineBioChem Pinch Valve User ManualthynameisraymondNessuna valutazione finora
- Data Sheet C-Flex® TubingDocumento3 pagineData Sheet C-Flex® TubingthynameisraymondNessuna valutazione finora
- Harvard Apparatus, PHD 4400 Syringe Pump User ManualDocumento41 pagineHarvard Apparatus, PHD 4400 Syringe Pump User ManualthynameisraymondNessuna valutazione finora
- ConfTokyo2014Mini Particle TracingDocumento40 pagineConfTokyo2014Mini Particle TracingthynameisraymondNessuna valutazione finora
- How To Calculate The Pressure Requirement of Your ExperimentDocumento10 pagineHow To Calculate The Pressure Requirement of Your ExperimentthynameisraymondNessuna valutazione finora
- Coding Tutorials For Computational Fluid Dynamics: Ahmed Al MakkyDocumento99 pagineCoding Tutorials For Computational Fluid Dynamics: Ahmed Al Makkyanon_994111445Nessuna valutazione finora
- Harvard Apparatus, Model 11 Plus Syringe Pump User ManualDocumento20 pagineHarvard Apparatus, Model 11 Plus Syringe Pump User ManualthynameisraymondNessuna valutazione finora
- C Flex Ultra FLS 5096BDocumento2 pagineC Flex Ultra FLS 5096BthynameisraymondNessuna valutazione finora
- Harvard Apparatus, Model 44 Syringe Pump User ManualDocumento56 pagineHarvard Apparatus, Model 44 Syringe Pump User ManualthynameisraymondNessuna valutazione finora
- Harvard Apparatus, Model 11 Plus Syringe Pump User ManualDocumento20 pagineHarvard Apparatus, Model 11 Plus Syringe Pump User ManualthynameisraymondNessuna valutazione finora
- Saliterman PPT, Microfluidic Principles Part 2Documento42 pagineSaliterman PPT, Microfluidic Principles Part 2thynameisraymondNessuna valutazione finora
- Lin RegrDocumento7 pagineLin RegrSava VijakNessuna valutazione finora
- HPLC User's Guide, 32 Karat 5.0Documento148 pagineHPLC User's Guide, 32 Karat 5.0thynameisraymondNessuna valutazione finora
- MathType Shortcuts PDFDocumento4 pagineMathType Shortcuts PDFEdmond Dantes100% (1)
- Nijit BME 382Documento2 pagineNijit BME 382thynameisraymondNessuna valutazione finora
- Ch3 Electric PotentialDocumento30 pagineCh3 Electric Potentialmehdii.heidary136683% (6)
- MATLAB Programming Guide for BeginnersDocumento25 pagineMATLAB Programming Guide for BeginnersthynameisraymondNessuna valutazione finora
- Programming in Matlab - 2: Ciro DonalekDocumento11 pagineProgramming in Matlab - 2: Ciro DonalekthynameisraymondNessuna valutazione finora
- Yuan 2006, Mechanism of 1-Step Voltage Pulse Detachment of AluminaDocumento7 pagineYuan 2006, Mechanism of 1-Step Voltage Pulse Detachment of AluminathynameisraymondNessuna valutazione finora
- Crystal Lattice DiffractionDocumento5 pagineCrystal Lattice DiffractionthynameisraymondNessuna valutazione finora
- JYI Scientific WritingDocumento45 pagineJYI Scientific WritingMasline MakasiNessuna valutazione finora
- Equivalent Valve Forged Cast PDFDocumento2 pagineEquivalent Valve Forged Cast PDFAlessandro Marcio LiraNessuna valutazione finora
- Materials Used in Automotive Manufacture and Material Selection Using Ashby ChartsDocumento15 pagineMaterials Used in Automotive Manufacture and Material Selection Using Ashby ChartsHanumantNessuna valutazione finora
- Quantum-Mechanical Aspects of The L. Pauling's Resonance Theory.Documento4 pagineQuantum-Mechanical Aspects of The L. Pauling's Resonance Theory.Bezverkhniy VolodymyrNessuna valutazione finora
- Claycap Liquid Technical DataDocumento2 pagineClaycap Liquid Technical Datasaa6383Nessuna valutazione finora
- Ultrasonic Gas Flowmeters For Permanent Installation in Hazardous AreasDocumento31 pagineUltrasonic Gas Flowmeters For Permanent Installation in Hazardous AreasrudrakrNessuna valutazione finora
- Quiz 1Documento2 pagineQuiz 1Carolyn Campita100% (1)
- Distillation Columns PDFDocumento40 pagineDistillation Columns PDFJithuJohn86% (7)
- Experiment 6Documento6 pagineExperiment 6Sobana Kanthi33% (3)
- TDS - Mastertile 550 - DgroutDocumento3 pagineTDS - Mastertile 550 - DgroutVenkata RaoNessuna valutazione finora
- Densification and Microstructure of Si3N4-TiN Ceramic CompositesDocumento5 pagineDensification and Microstructure of Si3N4-TiN Ceramic CompositesThiago Do Santos FerreiraNessuna valutazione finora
- Heat loss and fluid temperature calculation for buried insulated and non-insulated oil pipelinesDocumento34 pagineHeat loss and fluid temperature calculation for buried insulated and non-insulated oil pipelinesselisenNessuna valutazione finora
- Chemical Compatibility Reference Chart: Stainless SteelDocumento15 pagineChemical Compatibility Reference Chart: Stainless SteelWbeimar Zuluaga ZuluagaNessuna valutazione finora
- Concrete Soil Identification GuideDocumento3 pagineConcrete Soil Identification GuideKangNessuna valutazione finora
- Band Theory 1Documento26 pagineBand Theory 1Achmad AriebyoNessuna valutazione finora
- CompressorDocumento27 pagineCompressorsoxal100% (1)
- (Re) Coating of Pylons With ZINGAENDocumento5 pagine(Re) Coating of Pylons With ZINGAENMarco Antonio MoncerrateNessuna valutazione finora
- Murex Mig Poster 2008 PDFDocumento1 paginaMurex Mig Poster 2008 PDFPCNessuna valutazione finora
- Nebula Igo Gear-OilDocumento1 paginaNebula Igo Gear-OilDidi KurniadiNessuna valutazione finora
- CHM 1321 Assignment 1 Answers: CN H H H H HDocumento10 pagineCHM 1321 Assignment 1 Answers: CN H H H H HSara YuenNessuna valutazione finora
- Biomaterials As A Pillar of ImplantsDocumento5 pagineBiomaterials As A Pillar of ImplantsInternational Journal of Innovative Science and Research TechnologyNessuna valutazione finora
- Hygroscopic and Nonhygroscopic MaterialDocumento9 pagineHygroscopic and Nonhygroscopic Materialiresa_nuratNessuna valutazione finora
- Mechanical Properties For Stainless Steel FastenersDocumento3 pagineMechanical Properties For Stainless Steel FastenersGonzalo MazaNessuna valutazione finora
- Catalog of Harbison-Walker Refractories CO, Pittsburgh PA 1908Documento188 pagineCatalog of Harbison-Walker Refractories CO, Pittsburgh PA 1908iMiklaeNessuna valutazione finora
- General Installation Practices: Section EDocumento26 pagineGeneral Installation Practices: Section EMohsen ArabifardNessuna valutazione finora
- Curl Activator GelDocumento1 paginaCurl Activator GelNemanja NikolicNessuna valutazione finora
- Chemistry, Mathematics & Physics: All India Internal Test SeriesDocumento15 pagineChemistry, Mathematics & Physics: All India Internal Test Seriesmadhav aggarwalNessuna valutazione finora
- Course Outline For 125:355, Physiological Systems For Biomedical EngineersDocumento2 pagineCourse Outline For 125:355, Physiological Systems For Biomedical EngineersbillNessuna valutazione finora
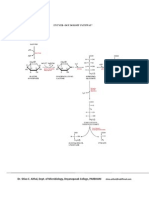
- Entner Duodroff PathwayDocumento2 pagineEntner Duodroff PathwayDr. SHIVA AITHALNessuna valutazione finora