Potrebbero piacerti anche
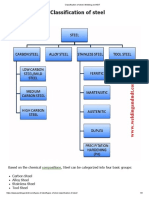
- Classification of Steel - Welding and NDTDocumento3 pagineClassification of Steel - Welding and NDTAshif Iqubal100% (1)
- Implant Materials Titanium 6 - Aluminum 7 - NiobiumDocumento22 pagineImplant Materials Titanium 6 - Aluminum 7 - Niobiumemreyilmazcom50% (2)
- Titanium Alloys and Their Machinability PDFDocumento13 pagineTitanium Alloys and Their Machinability PDFznovak77Nessuna valutazione finora
- Energetics Lab - ChemDocumento5 pagineEnergetics Lab - Chemvaibhav100% (1)
- Seminar On Machinability ofDocumento18 pagineSeminar On Machinability ofkanthiswaroopNessuna valutazione finora
- Chapter 02Documento199 pagineChapter 02351brendan83% (6)
- Current and Future Materials in Advanced Gas Turbine EnginesDocumento4 pagineCurrent and Future Materials in Advanced Gas Turbine Enginesdeming9120Nessuna valutazione finora
- AntimonyDocumento72 pagineAntimony沈益Nessuna valutazione finora
- Carbon Monoxide PoisoningDocumento22 pagineCarbon Monoxide PoisoningSunilNessuna valutazione finora
- Saudi Arabian Standard SASO-443E Plug Pin 220V TestDocumento21 pagineSaudi Arabian Standard SASO-443E Plug Pin 220V TestPusertif PengadaanNessuna valutazione finora
- Properties and Uses: Report by Group 2Documento56 pagineProperties and Uses: Report by Group 2Carl Ashlee Perez AsiNessuna valutazione finora
- Top Steel Companies in IndiaDocumento3 pagineTop Steel Companies in Indiazukmos67% (3)
- Elements Compounds MixturesDocumento55 pagineElements Compounds MixturesFatima ?Nessuna valutazione finora
- Liang 2018Documento7 pagineLiang 2018GUSTAVO LOPEZ MENDOZANessuna valutazione finora
- Casting of Titanium and Titanium Alloys: Defence Science Journal January 1986Documento22 pagineCasting of Titanium and Titanium Alloys: Defence Science Journal January 1986Aswathi RaghuthamanNessuna valutazione finora
- Materials: The Effect of Plasma Nitriding On The Fatigue Behavior of The Ti-6Al-4V AlloyDocumento13 pagineMaterials: The Effect of Plasma Nitriding On The Fatigue Behavior of The Ti-6Al-4V AlloykarimNessuna valutazione finora
- Haq Microstructure AMM 3 2018Documento4 pagineHaq Microstructure AMM 3 2018Muhammad AneeqNessuna valutazione finora
- 5967 15695 1 SM PDFDocumento21 pagine5967 15695 1 SM PDFFernando RomeroNessuna valutazione finora
- Ti-64 Vs.555Documento14 pagineTi-64 Vs.555Jyoti Shankar JhaNessuna valutazione finora
- High Speed CuttingDocumento4 pagineHigh Speed Cuttingsakthistory1922Nessuna valutazione finora
- Study of Microstructure, Mechanical Properties, and Corrosion Behavior of As-Cast Ni-Ti and Ti-6Al-4V AlloysDocumento15 pagineStudy of Microstructure, Mechanical Properties, and Corrosion Behavior of As-Cast Ni-Ti and Ti-6Al-4V Alloysfarhad alefNessuna valutazione finora
- Experimental Investigation of Effect of TIG and MIG Welding Parameters On Ti6Al4VDocumento4 pagineExperimental Investigation of Effect of TIG and MIG Welding Parameters On Ti6Al4VVIVA-TECH IJRINessuna valutazione finora
- Effect of Quenching Temperature On The Mechanical Properties of Cast Ti 6al 4V AlloyDocumento7 pagineEffect of Quenching Temperature On The Mechanical Properties of Cast Ti 6al 4V AlloySEP-PublisherNessuna valutazione finora
- Khanna 2015Documento29 pagineKhanna 2015nishanth124acharyaNessuna valutazione finora
- SSRN Id3989475Documento23 pagineSSRN Id3989475Antoine ThierryNessuna valutazione finora
- The Effect of The Excess Titanium Content On The MDocumento10 pagineThe Effect of The Excess Titanium Content On The MBaljeet SinghNessuna valutazione finora
- 1 s2.0 S2352492819311298 MainDocumento5 pagine1 s2.0 S2352492819311298 MainguerguerNessuna valutazione finora
- Estabilidad Térmica A Alta Temperatura de Aleacion Con Memoria de Forma TI-Zi-TaDocumento4 pagineEstabilidad Térmica A Alta Temperatura de Aleacion Con Memoria de Forma TI-Zi-TaCrescencio RodríguezNessuna valutazione finora
- Etasr 3522Documento6 pagineEtasr 3522Lal KrishnaNessuna valutazione finora
- Friction and Wear of Titanium Alloys Sliding Against Metal, Polymer, and Ceramic CounterfacesDocumento9 pagineFriction and Wear of Titanium Alloys Sliding Against Metal, Polymer, and Ceramic Counterfacesanhntran4850Nessuna valutazione finora
- Tribological Properties of Titanium AlloysDocumento15 pagineTribological Properties of Titanium AlloysMaurizio CotugnoNessuna valutazione finora
- Zhang-2000 - Study of Thermal Stability of Mechanically Alloyed PDFDocumento8 pagineZhang-2000 - Study of Thermal Stability of Mechanically Alloyed PDFSofiane TaaneNessuna valutazione finora
- An Experimental Study of Drilling of Hard-To-Cut Grade 5 Titanium Alloy Using Cobalt Drill BitsDocumento10 pagineAn Experimental Study of Drilling of Hard-To-Cut Grade 5 Titanium Alloy Using Cobalt Drill BitsTJPRC PublicationsNessuna valutazione finora
- The Performance of Uncoated Tungsten Carbide Insert in End Milling Titanium Alloy Ti-6Al 4V Through Work Piece PreheatingDocumento8 pagineThe Performance of Uncoated Tungsten Carbide Insert in End Milling Titanium Alloy Ti-6Al 4V Through Work Piece PreheatingRizal FahrezaNessuna valutazione finora
- Effect of Active Flux on Mechanical Properties of Aluminum 6061 WeldsDocumento8 pagineEffect of Active Flux on Mechanical Properties of Aluminum 6061 WeldsmasmunirNessuna valutazione finora
- Applied Meachanics - MaterialsDocumento6 pagineApplied Meachanics - MaterialsfacebookdeepuNessuna valutazione finora
- Characterization of the nitrided γ-Ti-46Al-2Nb and γ-Ti-46Al-2Nb-0.7Cr-0.3Si intermetallic alloysDocumento10 pagineCharacterization of the nitrided γ-Ti-46Al-2Nb and γ-Ti-46Al-2Nb-0.7Cr-0.3Si intermetallic alloysOrlando LedezmaNessuna valutazione finora
- Ti-Nb Alloys Microstructure Wear Properties DentalDocumento6 pagineTi-Nb Alloys Microstructure Wear Properties DentalMR GOKCHENNessuna valutazione finora
- Friction and Wear of Titanium Alloys Sliding Against Metal, Polymer, and Ceramic Counter FacesDocumento9 pagineFriction and Wear of Titanium Alloys Sliding Against Metal, Polymer, and Ceramic Counter FacesDeepak KumarNessuna valutazione finora
- J Matpr 2018 02 092Documento8 pagineJ Matpr 2018 02 092Nadia ArrousseNessuna valutazione finora
- Ti and Al Oxide Coatings Reduce Carbon Deposition and Sulfidation on Inconel 718 from Heated Jet FuelDocumento3 pagineTi and Al Oxide Coatings Reduce Carbon Deposition and Sulfidation on Inconel 718 from Heated Jet FuelNiraj_Singh_988Nessuna valutazione finora
- Damisih2018 - Characteristics Microstructure and Microhardness of Cast Ti-6AL-4V ELIDocumento8 pagineDamisih2018 - Characteristics Microstructure and Microhardness of Cast Ti-6AL-4V ELIidham05Nessuna valutazione finora
- Protection of Titanium Alloy Components Against High Temperature CorrosionDocumento9 pagineProtection of Titanium Alloy Components Against High Temperature CorrosionGiustNessuna valutazione finora
- Application of Titanium & Its Alloys For Automobile Parts PDFDocumento6 pagineApplication of Titanium & Its Alloys For Automobile Parts PDFAhmadreza AminianNessuna valutazione finora
- Kumar 2018 IOP Conf. Ser. Mater. Sci. Eng. 377 012158Documento11 pagineKumar 2018 IOP Conf. Ser. Mater. Sci. Eng. 377 012158Igce MechNessuna valutazione finora
- Experimental Investigation On Mechanical Behaviour and Wear Parameters of Tic and Graphite Reinforced Aluminium Hybrid CompositesDocumento8 pagineExperimental Investigation On Mechanical Behaviour and Wear Parameters of Tic and Graphite Reinforced Aluminium Hybrid CompositesDHARMADURAI.P MEC-AP/AERONessuna valutazione finora
- 1 s2.0 S0257897218300598 MainDocumento16 pagine1 s2.0 S0257897218300598 MainMR GOKCHENNessuna valutazione finora
- TiN/TiAlN Coatings Arc Ion PlatingDocumento6 pagineTiN/TiAlN Coatings Arc Ion PlatingTurgay KıvakNessuna valutazione finora
- Materials and Design: W.S. Yang, Z.Y. Xiu, X. Wang, Y.M. Liu, G.Q. Chen, G.H. WuDocumento10 pagineMaterials and Design: W.S. Yang, Z.Y. Xiu, X. Wang, Y.M. Liu, G.Q. Chen, G.H. WuSilvia SutaNessuna valutazione finora
- Tribological Characteristic of Titanium Alloy Surface Layers Produced by Diode Laser Gas NitridingDocumento10 pagineTribological Characteristic of Titanium Alloy Surface Layers Produced by Diode Laser Gas NitridingFeku HoonNessuna valutazione finora
- Final Full PaperDocumento28 pagineFinal Full PaperAnush CNessuna valutazione finora
- Corrosion Resistance of New Beta Type Titanium Alloy, Ti29Nb13Ta4.6Zr in Artificial SolutionDocumento8 pagineCorrosion Resistance of New Beta Type Titanium Alloy, Ti29Nb13Ta4.6Zr in Artificial SolutionANIGANI SUDARSHAN REDDYNessuna valutazione finora
- High Temperature Titanium Alloys Gogia 2005Documento24 pagineHigh Temperature Titanium Alloys Gogia 2005Mikecz JuliannaNessuna valutazione finora
- Acom85 - 4 High Temperature Behaviour of The Austenitic SS UNS S30815 (253 MA) & Weldments PDFDocumento16 pagineAcom85 - 4 High Temperature Behaviour of The Austenitic SS UNS S30815 (253 MA) & Weldments PDFpipedown456Nessuna valutazione finora
- Shuhui 2013Documento9 pagineShuhui 2013MahenderNessuna valutazione finora
- Titanio y AleacionesDocumento7 pagineTitanio y AleacionesMarioNessuna valutazione finora
- Ti Alloys Machinability - ArticleDocumento17 pagineTi Alloys Machinability - ArticlegoggerNessuna valutazione finora
- Laser assisted machining of Ti10V2Fe3Al and Ti6Cr5Mo5V4Al β titanium alloysDocumento6 pagineLaser assisted machining of Ti10V2Fe3Al and Ti6Cr5Mo5V4Al β titanium alloysAhmad JundiNessuna valutazione finora
- Wear Resistance of Pulse Plasma Nitrided AISI 4140 and A355 SteelsDocumento7 pagineWear Resistance of Pulse Plasma Nitrided AISI 4140 and A355 Steelsdeepdreamx6400Nessuna valutazione finora
- Masete 2015Documento7 pagineMasete 2015idham05Nessuna valutazione finora
- M DTialloy Cui 2011Documento8 pagineM DTialloy Cui 2011اقْرَأْ وَرَبُّكَ الْأَكْرَمُNessuna valutazione finora
- Tin Steel Tri BoDocumento7 pagineTin Steel Tri BoJigar M. UpadhyayNessuna valutazione finora
- On The Formation of Expanded Austenite During Plasma Nitriding of An AISI 316L Austenitic Stainless SteelDocumento4 pagineOn The Formation of Expanded Austenite During Plasma Nitriding of An AISI 316L Austenitic Stainless Steelo_l_0Nessuna valutazione finora
- Microstructure Evolution and Mechanical Properties of Ti2AlNbTiAl Brazed Joint Using Newly-Developed Ti-Ni-Nb-Zr Filler AlloyDocumento7 pagineMicrostructure Evolution and Mechanical Properties of Ti2AlNbTiAl Brazed Joint Using Newly-Developed Ti-Ni-Nb-Zr Filler AlloyOrlando LedezmaNessuna valutazione finora
- PowderMet Mertensetal PreprintDocumento18 paginePowderMet Mertensetal Preprintoyetunde ridwanNessuna valutazione finora
- Materials and Design: B.C. Shang, Z.M. Yin, G. Wang, B. Liu, Z.Q. HuangDocumento5 pagineMaterials and Design: B.C. Shang, Z.M. Yin, G. Wang, B. Liu, Z.Q. HuangAntonio Alonso Diaz ArriagaNessuna valutazione finora
- 8 DC PDFDocumento6 pagine8 DC PDFSaad LiaqatNessuna valutazione finora
- 9 Nomenclature of Inorganic CompoundsDocumento42 pagine9 Nomenclature of Inorganic CompoundsGlen MangaliNessuna valutazione finora
- Anaerobic Fundamentals COD BalanceDocumento28 pagineAnaerobic Fundamentals COD BalanceDavid Sanchez100% (1)
- Nust ChemistryDocumento137 pagineNust Chemistryahmed ilyasNessuna valutazione finora
- SemiconDocumento9 pagineSemiconRealyn PugayNessuna valutazione finora
- FTIR Analysis of Rapeseed Oil and Biodiesel Methyl EstersDocumento2 pagineFTIR Analysis of Rapeseed Oil and Biodiesel Methyl Estersrgx1120% (1)
- Environmental Toxicants and Infant Mortality in The UsaDocumento26 pagineEnvironmental Toxicants and Infant Mortality in The UsaRobert E. WaltonNessuna valutazione finora
- 1 s2.0 S0011916414004986 MainDocumento6 pagine1 s2.0 S0011916414004986 Mainvikash chourasiaNessuna valutazione finora
- Charles Law ExplainedDocumento3 pagineCharles Law ExplainedKaren May UrlandaNessuna valutazione finora
- 1200 TDSDocumento2 pagine1200 TDSRoxana LencinaNessuna valutazione finora
- Imp Questions For Unit-1Documento12 pagineImp Questions For Unit-1aravelli abhinavNessuna valutazione finora
- Saranya IJPSRDocumento8 pagineSaranya IJPSRBhavana GangurdeNessuna valutazione finora
- WokaStar - EN1Documento8 pagineWokaStar - EN1Huang yen chengNessuna valutazione finora
- Dual Shield II 70T-12H4: Gas-Shielded Flux-Cored Wires (Fcaw) Mild Steel WiresDocumento2 pagineDual Shield II 70T-12H4: Gas-Shielded Flux-Cored Wires (Fcaw) Mild Steel WiresPhilippe TrudelNessuna valutazione finora
- PFOA Factsheet (Revised)Documento8 paginePFOA Factsheet (Revised)AngshumanNessuna valutazione finora
- Molecules: Blumea Balsamifera-A Phytochemical andDocumento25 pagineMolecules: Blumea Balsamifera-A Phytochemical andAlyssa Leah Veloso EvangelistaNessuna valutazione finora
- Hapter: Conceptual QuestionsDocumento16 pagineHapter: Conceptual QuestionsadelNessuna valutazione finora
- Food Process Engineering Lab 3. BOILER OPERATIONDocumento22 pagineFood Process Engineering Lab 3. BOILER OPERATIONMuhyiddin Noor AfandiNessuna valutazione finora
- This Document Certifies That: Precision Polymer Engineering Limited (PPE)Documento2 pagineThis Document Certifies That: Precision Polymer Engineering Limited (PPE)JuanNessuna valutazione finora
- Line Sizing CriteriaDocumento5 pagineLine Sizing CriteriaBILAL ILYASNessuna valutazione finora
- MBN 10494-2 2016-03Documento12 pagineMBN 10494-2 2016-03cmorabitoNessuna valutazione finora
- Lactose ProfileDocumento3 pagineLactose ProfileKK90441Nessuna valutazione finora