Potrebbero piacerti anche
- Subject: E-Chamber Top Plate and Flange Strength AnalysisDocumento10 pagineSubject: E-Chamber Top Plate and Flange Strength AnalysisJunaid YNessuna valutazione finora
- بحث الميتالDocumento7 pagineبحث الميتالAhmed fahmyNessuna valutazione finora
- Snap-Fit Joints DesignDocumento26 pagineSnap-Fit Joints DesignDavid García SalvatierraNessuna valutazione finora
- A Study On The Springback in The Sheet Metal Flange Drawing: Sang-Wook Lee, Yoon-Tae KimDocumento5 pagineA Study On The Springback in The Sheet Metal Flange Drawing: Sang-Wook Lee, Yoon-Tae KimElaine JohnsonNessuna valutazione finora
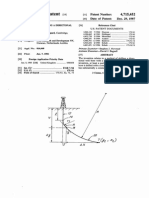
- United States Patent (191: SheppardDocumento7 pagineUnited States Patent (191: SheppardandreNessuna valutazione finora
- Example - Pile Cap DesignDocumento4 pagineExample - Pile Cap Designseljak_veseljak100% (1)
- Vessels PDFDocumento9 pagineVessels PDFYousaf Anwar KhanNessuna valutazione finora
- Research On Optimization For The Piston Pin and The Piston Pin BossDocumento8 pagineResearch On Optimization For The Piston Pin and The Piston Pin BossVinod JunjuNessuna valutazione finora
- Extrusion Process: 6.3.1 Direct Extrusion (Also Called Forward Extrusion) Is Illustrated in Figure (6.1) - ADocumento6 pagineExtrusion Process: 6.3.1 Direct Extrusion (Also Called Forward Extrusion) Is Illustrated in Figure (6.1) - AchandanNessuna valutazione finora
- Flange Leakage (Working Copy)Documento7 pagineFlange Leakage (Working Copy)abrarakbarNessuna valutazione finora
- Analysis of Stiction Effect On The Dynamics of Compressor Suction ValveDocumento13 pagineAnalysis of Stiction Effect On The Dynamics of Compressor Suction ValvehrsotherNessuna valutazione finora
- Injection Molding Clamping UnitDocumento3 pagineInjection Molding Clamping Unitshanmugam86100% (1)
- Press Tool-1 PDFDocumento71 paginePress Tool-1 PDFajay100% (1)
- Extrusion Operations: ExperimentDocumento9 pagineExtrusion Operations: Experimentzainikamal1975Nessuna valutazione finora
- Ibr BookDocumento33 pagineIbr BookRaja JayachandranNessuna valutazione finora
- MD Chap 1Documento9 pagineMD Chap 1arugeetNessuna valutazione finora
- 5 Deep DrawingDocumento8 pagine5 Deep DrawingSiva PraneethNessuna valutazione finora
- Stress ConcetrationDocumento15 pagineStress ConcetrationAnkushNessuna valutazione finora
- Tutorial 4 CRC302Documento1 paginaTutorial 4 CRC302HarryNessuna valutazione finora
- Chapter 6 Die DesignDocumento55 pagineChapter 6 Die Designmulugeta assefaNessuna valutazione finora
- (Products Data) Calculation of Punch Strength - Misumi, The Catalog Press Die ComponentsDocumento5 pagine(Products Data) Calculation of Punch Strength - Misumi, The Catalog Press Die Componentsmonu991Nessuna valutazione finora
- Stress Analysis of Cutout PlateDocumento6 pagineStress Analysis of Cutout PlateKanak_KalitaNessuna valutazione finora
- RA BS 5 3 - Ch3Documento17 pagineRA BS 5 3 - Ch3fraluleiNessuna valutazione finora
- United States Patent (191: Yamamoto Et Al. (45) Date of Patent: Dec. 4, 1984Documento11 pagineUnited States Patent (191: Yamamoto Et Al. (45) Date of Patent: Dec. 4, 1984Anonymous 6HADGUEXDNessuna valutazione finora
- Procedures For Rotational Capacity Testing of Galvanized ASTM A325 ..Documento14 pagineProcedures For Rotational Capacity Testing of Galvanized ASTM A325 ..Sayed Diab AlsayedNessuna valutazione finora
- Investigation of Stresses in Ring Stiffened Circular CylinderDocumento5 pagineInvestigation of Stresses in Ring Stiffened Circular Cylinderisraaahmed12Nessuna valutazione finora
- Snap-Fits For Assembly and DisassemblyDocumento18 pagineSnap-Fits For Assembly and Disassemblynoxozz100% (1)
- Ae1-114 L1 Application Exercise: Individual ReportDocumento20 pagineAe1-114 L1 Application Exercise: Individual ReportIvan TeeNessuna valutazione finora
- Tension MemberDocumento9 pagineTension Membersanket_loveyouNessuna valutazione finora
- Rhodes Solutions Ch10Documento15 pagineRhodes Solutions Ch10Joson Chai100% (5)
- Mitec1 03 2005Documento21 pagineMitec1 03 2005Sunilkumar ReddyNessuna valutazione finora
- Design of Socket and Spigot Cotter JointDocumento25 pagineDesign of Socket and Spigot Cotter JointK ULAGANATHANNessuna valutazione finora
- The Rod Pumping - System DesignDocumento37 pagineThe Rod Pumping - System Designdoubleuland100% (2)
- Me331-Design of Machine Elements Unit Iii Design of Fasteners and JointsDocumento21 pagineMe331-Design of Machine Elements Unit Iii Design of Fasteners and JointsMuthuvel MNessuna valutazione finora
- SOM Lecture 03Documento25 pagineSOM Lecture 03tvkbhanuprakashNessuna valutazione finora
- Torsion in Closed SectionsDocumento11 pagineTorsion in Closed SectionsJason GarnerNessuna valutazione finora
- Design Aids For Tension Members As Per Revised Is: 800-2007Documento7 pagineDesign Aids For Tension Members As Per Revised Is: 800-2007dev_1989Nessuna valutazione finora
- Dme Chapter 2Documento21 pagineDme Chapter 2jahir khanNessuna valutazione finora
- Belt AnalysisDocumento4 pagineBelt AnalysisMaheswaran MuthaiyanNessuna valutazione finora
- Design For Snapfit Revi-10Documento26 pagineDesign For Snapfit Revi-10Arasu Pandian100% (1)
- Chapter 6 ConnectionDocumento30 pagineChapter 6 ConnectionIvy SeahNessuna valutazione finora
- Course Activity Sample ReportDocumento10 pagineCourse Activity Sample ReporthimanshuNessuna valutazione finora
- A) Find The Total Radial and Axial Forces ActingDocumento2 pagineA) Find The Total Radial and Axial Forces ActingARPIT MITTALNessuna valutazione finora
- Design of Socket and Spigot Cotter JointDocumento9 pagineDesign of Socket and Spigot Cotter JointK ULAGANATHANNessuna valutazione finora
- 6 Spring Back in Bending of Sheets and PlatesDocumento5 pagine6 Spring Back in Bending of Sheets and Platespkumar_824016Nessuna valutazione finora
- Chapter 2: Design For Shear and TorsionDocumento51 pagineChapter 2: Design For Shear and TorsionMunther MohdNessuna valutazione finora
- Chapter - 3 - Strength Calculation and Dimensioning of JointsDocumento24 pagineChapter - 3 - Strength Calculation and Dimensioning of Jointsfedila jemalNessuna valutazione finora
- Optimization Technique For The Geometry of Twin Screw Cryogenic ExtruderDocumento5 pagineOptimization Technique For The Geometry of Twin Screw Cryogenic ExtruderIJSTENessuna valutazione finora
- Biba Alu2000 Iceb2017 PaperDocumento9 pagineBiba Alu2000 Iceb2017 PaperСтанислав ПодольскийNessuna valutazione finora
- Aspects of Wire DrawingDocumento6 pagineAspects of Wire DrawingAjyant SuryaNessuna valutazione finora
- Bolt Torquing AnalysisDocumento7 pagineBolt Torquing AnalysisEleonor MaderazoNessuna valutazione finora
- Steam Engines Machinery's Reference Series, Number 70Da EverandSteam Engines Machinery's Reference Series, Number 70Nessuna valutazione finora
- A Little Book of Making Tools and Equipment for the Studio: Includes Instructions for Making a Printing Press, Line Printing Blocks, Rubber Stamp Making, Stencil Cutting and StencillingDa EverandA Little Book of Making Tools and Equipment for the Studio: Includes Instructions for Making a Printing Press, Line Printing Blocks, Rubber Stamp Making, Stencil Cutting and StencillingNessuna valutazione finora
- Cylindrical Compression Helix Springs For Suspension SystemsDa EverandCylindrical Compression Helix Springs For Suspension SystemsNessuna valutazione finora
- Composite Structures of Steel and Concrete: Beams, Slabs, Columns and Frames for BuildingsDa EverandComposite Structures of Steel and Concrete: Beams, Slabs, Columns and Frames for BuildingsNessuna valutazione finora
- E Disorder: Posttraumatic Stress Umatic Stress DisorderDocumento7 pagineE Disorder: Posttraumatic Stress Umatic Stress DisorderMelly T CiakraNessuna valutazione finora
- Studies and Research, Pune: Symbiosis Institute of ComputerDocumento26 pagineStudies and Research, Pune: Symbiosis Institute of ComputerDhan CNessuna valutazione finora
- 3 Fom CanadianautopartsDocumento16 pagine3 Fom CanadianautopartsDhan C100% (1)
- 2022 02 Zentek Corporate Presentation 2022 02-16-163810 LJFPDocumento23 pagine2022 02 Zentek Corporate Presentation 2022 02-16-163810 LJFPDhan CNessuna valutazione finora
- Asian Outsourcing O 0611 PDFDocumento34 pagineAsian Outsourcing O 0611 PDFDhan CNessuna valutazione finora
- 6 BCA BBA Linux CommandsDocumento58 pagine6 BCA BBA Linux CommandsDhan CNessuna valutazione finora
- Amq Participant List 2015 PDFDocumento31 pagineAmq Participant List 2015 PDFDhan CNessuna valutazione finora
- LR J Wamo XMG Moy Aü''ZDocumento2 pagineLR J Wamo XMG Moy Aü''ZDhan CNessuna valutazione finora
- September LekhDocumento2 pagineSeptember LekhDhan CNessuna valutazione finora
- Skypark WebsiteCoupon 2014-15Documento1 paginaSkypark WebsiteCoupon 2014-15Dhan CNessuna valutazione finora
- DengueDocumento28 pagineDengueDhan CNessuna valutazione finora
- Questions-Solutions Paper I CodeDocumento26 pagineQuestions-Solutions Paper I CodeLokesh Kumar86% (7)
- LR J Wamo XMG Moy Aü''ZDocumento2 pagineLR J Wamo XMG Moy Aü''ZDhan CNessuna valutazione finora
- When Mahatma Gandhi Mediated A Debate Over Whether Vedic Hindus Ate BeefDocumento31 pagineWhen Mahatma Gandhi Mediated A Debate Over Whether Vedic Hindus Ate BeefDhan CNessuna valutazione finora
- Document 2Documento1 paginaDocument 2Dhan CNessuna valutazione finora
- Math CurriculumDocumento1 paginaMath CurriculumDhan CNessuna valutazione finora
- Transformation SinuDocumento1 paginaTransformation SinuDhan CNessuna valutazione finora
- Japan's Aisin Maintains Low Profile While Growing Global Supplier Business - News & Analysis Content From WardsAutoDocumento5 pagineJapan's Aisin Maintains Low Profile While Growing Global Supplier Business - News & Analysis Content From WardsAutoDhan CNessuna valutazione finora
- Oct08 160149Documento10 pagineOct08 160149Dhan CNessuna valutazione finora
- ONSchools PDFDocumento103 pagineONSchools PDFDhan CNessuna valutazione finora
- DengueDocumento28 pagineDengueDhan CNessuna valutazione finora
- PulsesDocumento9 paginePulsesDhan CNessuna valutazione finora
- When Mahatma Gandhi Mediated A Debate Over Whether Vedic Hindus Ate BeefDocumento31 pagineWhen Mahatma Gandhi Mediated A Debate Over Whether Vedic Hindus Ate BeefDhan CNessuna valutazione finora
- Transform and Sinusoidal Funct 11Documento16 pagineTransform and Sinusoidal Funct 11Dhan CNessuna valutazione finora
- Acer Missing Key1 PDFDocumento1 paginaAcer Missing Key1 PDFDhan CNessuna valutazione finora
- Acer Missing KeyDocumento1 paginaAcer Missing KeyDhan CNessuna valutazione finora
- CMM Software BrochureDocumento16 pagineCMM Software BrochureDhan CNessuna valutazione finora
- BAE PresentationDocumento20 pagineBAE PresentationDhan CNessuna valutazione finora
- Lift Truck Market 2014Documento9 pagineLift Truck Market 2014Dhan CNessuna valutazione finora
- Fast Binary Counters and Compressors Generated by Sorting NetworkDocumento11 pagineFast Binary Counters and Compressors Generated by Sorting Networkpsathishkumar1232544Nessuna valutazione finora
- Sec2 8 PDFDocumento3 pagineSec2 8 PDFpolistaNessuna valutazione finora
- Chap 06 Ans Part 2Documento18 pagineChap 06 Ans Part 2Janelle Joyce MuhiNessuna valutazione finora
- DC0002A Lhires III Assembling Procedure EnglishDocumento17 pagineDC0002A Lhires III Assembling Procedure EnglishНикола ЉубичићNessuna valutazione finora
- Tax Accounting Jones CH 4 HW SolutionsDocumento7 pagineTax Accounting Jones CH 4 HW SolutionsLolaLaTraileraNessuna valutazione finora
- Faculty of Business and Law Assignment Brief Mode E and R RegulationsDocumento4 pagineFaculty of Business and Law Assignment Brief Mode E and R RegulationsSyeda Sana Batool RizviNessuna valutazione finora
- HW4 Fa17Documento4 pagineHW4 Fa17mikeiscool133Nessuna valutazione finora
- IIBA Academic Membership Info-Sheet 2013Documento1 paginaIIBA Academic Membership Info-Sheet 2013civanusNessuna valutazione finora
- Bs en 1991-1-5 2003 + 2009 Thermal Actions (Unsecured)Documento52 pagineBs en 1991-1-5 2003 + 2009 Thermal Actions (Unsecured)Tan Gui SongNessuna valutazione finora
- Seminar Report of Automatic Street Light: Presented byDocumento14 pagineSeminar Report of Automatic Street Light: Presented byTeri Maa Ki100% (2)
- Learner Guide HDB Resale Procedure and Financial Plan - V2Documento0 pagineLearner Guide HDB Resale Procedure and Financial Plan - V2wangks1980Nessuna valutazione finora
- Shares and Share CapitalDocumento50 pagineShares and Share CapitalSteve Nteful100% (1)
- CENT - Company Presentation Q1 2020 PDFDocumento22 pagineCENT - Company Presentation Q1 2020 PDFsabrina rahmawatiNessuna valutazione finora
- CC Anbcc FD 002 Enr0Documento5 pagineCC Anbcc FD 002 Enr0ssierroNessuna valutazione finora
- 1 075 Syn4e PDFDocumento2 pagine1 075 Syn4e PDFSalvador FayssalNessuna valutazione finora
- The Fundamentals of Investing PPT 2.4.4.G1Documento36 pagineThe Fundamentals of Investing PPT 2.4.4.G1Lùh HùñçhòNessuna valutazione finora
- E OfficeDocumento3 pagineE Officeஊக்கமது கைவிடேல்Nessuna valutazione finora
- Ground Vibration1Documento15 pagineGround Vibration1MezamMohammedCherifNessuna valutazione finora
- Relay Interface ModulesDocumento2 pagineRelay Interface Modulesmahdi aghamohamadiNessuna valutazione finora
- MOL Breaker 20 TonDocumento1 paginaMOL Breaker 20 Tonaprel jakNessuna valutazione finora
- Atom Medical Usa Model 103 Infa Warmer I - 2 PDFDocumento7 pagineAtom Medical Usa Model 103 Infa Warmer I - 2 PDFLuqman BhanuNessuna valutazione finora
- Spare Parts ManagementDocumento21 pagineSpare Parts Managementdajit1100% (1)
- VRIODocumento3 pagineVRIOJane Apple BulanadiNessuna valutazione finora
- Harga H2H Pula-Paket Data - Saldo EWallet v31012022Documento10 pagineHarga H2H Pula-Paket Data - Saldo EWallet v31012022lala cemiNessuna valutazione finora
- Analysis of Brand Activation and Digital Media On The Existence of Local Product Based On Korean Fashion (Case Study On Online Clothing Byeol - Thebrand)Documento11 pagineAnalysis of Brand Activation and Digital Media On The Existence of Local Product Based On Korean Fashion (Case Study On Online Clothing Byeol - Thebrand)AJHSSR JournalNessuna valutazione finora
- Modeling and Fuzzy Logic Control of A Quadrotor UAVDocumento5 pagineModeling and Fuzzy Logic Control of A Quadrotor UAVAnonymous kw8Yrp0R5rNessuna valutazione finora
- Perhitungan Manual Metode Correlated Naïve Bayes Classifier: December 2020Documento6 paginePerhitungan Manual Metode Correlated Naïve Bayes Classifier: December 2020andreas evanNessuna valutazione finora
- The Voice of The Villages - December 2014Documento48 pagineThe Voice of The Villages - December 2014The Gayton Group of ParishesNessuna valutazione finora
- How To Unbrick Tp-Link Wifi Router Wr841Nd Using TFTP and WiresharkDocumento13 pagineHow To Unbrick Tp-Link Wifi Router Wr841Nd Using TFTP and WiresharkdanielNessuna valutazione finora
- Moparm Action - December 2014 USADocumento100 pagineMoparm Action - December 2014 USAenricoioNessuna valutazione finora