Potrebbero piacerti anche
- Solution Manual for an Introduction to Equilibrium ThermodynamicsDa EverandSolution Manual for an Introduction to Equilibrium ThermodynamicsNessuna valutazione finora
- Gases and Vacua: Handbook of Vacuum PhysicsDa EverandGases and Vacua: Handbook of Vacuum PhysicsA. H. BeckNessuna valutazione finora
- ch05 PDFDocumento83 paginech05 PDFIsabelHutterNessuna valutazione finora
- Transport Phenomena (Newtonian Fluid Flow in A Falling Film)Documento6 pagineTransport Phenomena (Newtonian Fluid Flow in A Falling Film)rachma tia100% (1)
- CN2125 Heat Transfer Quiz SolutionsDocumento23 pagineCN2125 Heat Transfer Quiz SolutionsDaniel GarcíaNessuna valutazione finora
- Temperature Distributions in Solids and in Laminar FlowDocumento4 pagineTemperature Distributions in Solids and in Laminar FlowSambasiva Rao KaturiNessuna valutazione finora
- Rhodes Solutions ch9 PDFDocumento5 pagineRhodes Solutions ch9 PDFJesus M. Arias ANessuna valutazione finora
- Chapter 9 Solutions for Engineering ThermodynamicsDocumento132 pagineChapter 9 Solutions for Engineering Thermodynamicsdaler12345Nessuna valutazione finora
- Problems-Convection 1Documento2 pagineProblems-Convection 1Ira Octavia100% (1)
- Thermodynamic Relations & Equations of StateDocumento10 pagineThermodynamic Relations & Equations of StateJamesBanglaganNessuna valutazione finora
- ChBE 3210A Transport Processes II Exam #2 Spring 2007Documento6 pagineChBE 3210A Transport Processes II Exam #2 Spring 2007Abishek KasturiNessuna valutazione finora
- Fluid Mechanics White 7th SOL Part1 Part5Documento5 pagineFluid Mechanics White 7th SOL Part1 Part5Jose EscobarNessuna valutazione finora
- Heat Exchanger Design OptimizationDocumento27 pagineHeat Exchanger Design OptimizationUsama AkramNessuna valutazione finora
- Hydrostatic Forces On A Curved SurfaceDocumento6 pagineHydrostatic Forces On A Curved SurfaceRye AnNessuna valutazione finora
- Natural Convection Flow Over Flat Plate Integral SolutionDocumento11 pagineNatural Convection Flow Over Flat Plate Integral Solutionsandyengineer13Nessuna valutazione finora
- Transport Phenomena - Monash University Final - Exam - 2010 - SolutionDocumento15 pagineTransport Phenomena - Monash University Final - Exam - 2010 - SolutionKunal BhardwajNessuna valutazione finora
- Catalyst Characterization - W6Documento33 pagineCatalyst Characterization - W6Safitri WulansariNessuna valutazione finora
- ch4-6 SlipDocumento5 paginech4-6 SlipAyesha Farooq100% (1)
- Thermodynamics Worked Examples PDFDocumento20 pagineThermodynamics Worked Examples PDFJoshua Edokpayi100% (1)
- Lab5 First DraftDocumento5 pagineLab5 First DraftLe VoyageurNessuna valutazione finora
- LTpart 2Documento7 pagineLTpart 2Lin Xian XingNessuna valutazione finora
- Lab 05 - Extended SurfacesDocumento12 pagineLab 05 - Extended SurfacesMuhammad FarhanNessuna valutazione finora
- More ExercisesDocumento3 pagineMore ExercisesAnas Shatnawi100% (1)
- Graphical solution of equilibrium and energy balance equationsDocumento24 pagineGraphical solution of equilibrium and energy balance equationsblackbeauty14100% (1)
- Pressure Drop in Pipes Group 28Documento28 paginePressure Drop in Pipes Group 28kefiloe LetsieNessuna valutazione finora
- Homework 1Documento9 pagineHomework 1AgithaNessuna valutazione finora
- Fluid DynamicsDocumento53 pagineFluid DynamicsMuaz MushtaqNessuna valutazione finora
- Styrene Pressure Drop Tutorial ASPEN PDFDocumento10 pagineStyrene Pressure Drop Tutorial ASPEN PDFTomNessuna valutazione finora
- Review Problems PDFDocumento22 pagineReview Problems PDFArman Malekloo0% (1)
- 2Documento49 pagine2ZafirahAhmadFauziNessuna valutazione finora
- Thermodynamics Homework 3 Efficiencies and Flow RatesDocumento5 pagineThermodynamics Homework 3 Efficiencies and Flow Ratescalebgriffin31Nessuna valutazione finora
- Assignment 3Documento2 pagineAssignment 3KejriRajNessuna valutazione finora
- RaoultDocumento11 pagineRaoultNurul AfifahNessuna valutazione finora
- Solution Practice Drag and LiftDocumento3 pagineSolution Practice Drag and Liftmrm3za100% (1)
- UCT Sarawak Lab Report Expansion Processes Perfect GasDocumento18 pagineUCT Sarawak Lab Report Expansion Processes Perfect GasSia How TanNessuna valutazione finora
- Fluid Mechanics Theory Shell Momentum Balance DerivationDocumento89 pagineFluid Mechanics Theory Shell Momentum Balance Derivationneerajtrip1230% (2)
- Internal Forced ConvectionDocumento18 pagineInternal Forced ConvectionMohd Jamal Mohd MoktarNessuna valutazione finora
- MC CabeDocumento18 pagineMC CabeSata AjjamNessuna valutazione finora
- (4.1) Laminar Premixed FlameDocumento31 pagine(4.1) Laminar Premixed Flameمصطفى العباديNessuna valutazione finora
- Assignment - 1 - finaFPP L - Fluid - & - Particle - FinalDocumento24 pagineAssignment - 1 - finaFPP L - Fluid - & - Particle - FinalKharkhodaNessuna valutazione finora
- Chapter 17Documento6 pagineChapter 17Diego ValderramaNessuna valutazione finora
- Assignment and Solution For Heat TransferDocumento5 pagineAssignment and Solution For Heat TransferSoumen PandaNessuna valutazione finora
- Volumetric Properties of Pure FluidsDocumento65 pagineVolumetric Properties of Pure Fluidssyayaj dhiniNessuna valutazione finora
- Annular Condensation CFD Models For The Water-Steam in The Heat Pipe SystemsDocumento9 pagineAnnular Condensation CFD Models For The Water-Steam in The Heat Pipe SystemsRashed KaiserNessuna valutazione finora
- Mathcad - Example of Using Laplace Transforms To Solve An ODEDocumento3 pagineMathcad - Example of Using Laplace Transforms To Solve An ODEOm GomaseNessuna valutazione finora
- Fluid Mechanics I HW SolutionDocumento2 pagineFluid Mechanics I HW Solutionneurolepsia3790Nessuna valutazione finora
- Engineering Thermodynamics Entropy CalculationDocumento104 pagineEngineering Thermodynamics Entropy CalculationIsabelHutterNessuna valutazione finora
- Engineering and Chemical Thermodynamics 2e: Chapter 1 SolutionsDocumento41 pagineEngineering and Chemical Thermodynamics 2e: Chapter 1 SolutionsLalo RubioNessuna valutazione finora
- PsoDocumento17 paginePsoKanishka SahniNessuna valutazione finora
- Chapter 4 - Methods of Analysis of Resistive CircuitsDocumento52 pagineChapter 4 - Methods of Analysis of Resistive CircuitsGeoFurriel100% (2)
- FM Minor Losses 1Documento14 pagineFM Minor Losses 1mahesh100% (1)
- Unit-2 Shear Force and Bending MomentDocumento7 pagineUnit-2 Shear Force and Bending MomentMouli Sankar100% (1)
- Pressure Nozzle Distribution UnitDocumento16 paginePressure Nozzle Distribution UnitAlmeghalawyNessuna valutazione finora
- The Settling Stone ChamberDocumento3 pagineThe Settling Stone ChamberererdNessuna valutazione finora
- Lecture 1 Intro Energy TargetsDocumento56 pagineLecture 1 Intro Energy Targets翁宝怡Nessuna valutazione finora
- Thermal Engineering - I Jntua Question PapersDocumento15 pagineThermal Engineering - I Jntua Question PapersHimadhar SaduNessuna valutazione finora
- Tutorial 1 SolutionDocumento6 pagineTutorial 1 SolutionMihir Kumar MechNessuna valutazione finora
- Expansion Process of A Perfect Gas PDFDocumento11 pagineExpansion Process of A Perfect Gas PDFRaza MutahirNessuna valutazione finora
- Governing Equations of FluidDocumento31 pagineGoverning Equations of FluidhaftommmmNessuna valutazione finora
- Crisplant LS 4000flexbeltDocumento4 pagineCrisplant LS 4000flexbeltqi_1986Nessuna valutazione finora
- Finite Element Programming With MATLABDocumento58 pagineFinite Element Programming With MATLABbharathjoda100% (8)
- 6177-4 Hertz Contact StressesDocumento10 pagine6177-4 Hertz Contact StressesVictor GearNessuna valutazione finora
- Linear Bearings-HiwinDocumento0 pagineLinear Bearings-Hiwinqi_1986Nessuna valutazione finora
- Causes, Trends and Implications of Motorization in MalaysiaDocumento10 pagineCauses, Trends and Implications of Motorization in Malaysiaqi_1986Nessuna valutazione finora
- Causes, Trends and Implications of Motorization in MalaysiaDocumento10 pagineCauses, Trends and Implications of Motorization in Malaysiaqi_1986Nessuna valutazione finora
- Reverse Logistic Learn From Your ReturnDocumento4 pagineReverse Logistic Learn From Your Returnqi_1986Nessuna valutazione finora
- Hepatobiliary Surgery BlumgartDocumento301 pagineHepatobiliary Surgery Blumgartaejazahsan100% (7)
- Gec220 Assignment 2Documento5 pagineGec220 Assignment 2precious omokhaiyeNessuna valutazione finora
- Shoulder Impingement SyndromeDocumento37 pagineShoulder Impingement SyndromeDADDYGUS100% (1)
- TMP 841704 RL 2023-03-13 Relieving LetterDocumento1 paginaTMP 841704 RL 2023-03-13 Relieving Letterxop0887Nessuna valutazione finora
- Grid Infrastructure Installation and Upgrade Guide Ibm Aix Power Systems 64 BitDocumento284 pagineGrid Infrastructure Installation and Upgrade Guide Ibm Aix Power Systems 64 BitAntonioNessuna valutazione finora
- O Bio Summarize Notes For RevisionDocumento31 pagineO Bio Summarize Notes For RevisionAfifa AmerNessuna valutazione finora
- Final VeganDocumento11 pagineFinal Veganapi-314696134Nessuna valutazione finora
- Tutorial Letter 101/3/2018: Internal Auditing: Theory & PrinciplesDocumento39 pagineTutorial Letter 101/3/2018: Internal Auditing: Theory & PrinciplesSAMANTHANessuna valutazione finora
- Fundamental Powers of The State (Police Power) Ynot v. IAC Facts: Ermita Malate v. City of Manila 20 SCRA 849 (1967)Documento18 pagineFundamental Powers of The State (Police Power) Ynot v. IAC Facts: Ermita Malate v. City of Manila 20 SCRA 849 (1967)Ella QuiNessuna valutazione finora
- KD.7.1-WPS OfficeDocumento9 pagineKD.7.1-WPS OfficePratista TyasNessuna valutazione finora
- Grand Central Terminal Mep Handbook 180323Documento84 pagineGrand Central Terminal Mep Handbook 180323Pete A100% (1)
- Neem Oil Insect Repellent FormulationDocumento12 pagineNeem Oil Insect Repellent FormulationnityaNessuna valutazione finora
- Medical ParasitologyDocumento33 pagineMedical ParasitologyAlexander Luie Jhames SaritaNessuna valutazione finora
- Lecture Notes On Revaluation and Impairment PDFDocumento6 pagineLecture Notes On Revaluation and Impairment PDFjudel ArielNessuna valutazione finora
- RMAN Backup and Recovery Strategies with Oracle DatabaseDocumento26 pagineRMAN Backup and Recovery Strategies with Oracle DatabaseCristiano Vasconcelos BarbosaNessuna valutazione finora
- Design Proposal For North Public & Suite Areas Decorative Lighting, Solaire Quezon CityDocumento42 pagineDesign Proposal For North Public & Suite Areas Decorative Lighting, Solaire Quezon CityRichard Libunao BelduaNessuna valutazione finora
- Alpacon Degreaser BIO GENDocumento2 pagineAlpacon Degreaser BIO GENFahmi Ali100% (1)
- 2021.01 - Key-Findings - Green Bond Premium - ENDocumento6 pagine2021.01 - Key-Findings - Green Bond Premium - ENlypozNessuna valutazione finora
- Char Chapori Sahitya ParishadDocumento2 pagineChar Chapori Sahitya ParishaddescataNessuna valutazione finora
- Human PhysiologyDocumento4 pagineHuman Physiologyshahzain92Nessuna valutazione finora
- DIRECTORS1Documento28 pagineDIRECTORS1Ekta ChaudharyNessuna valutazione finora
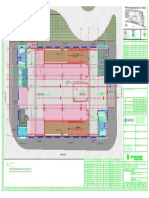
- Key plan and area statement comparison for multi-level car park (MLCPDocumento1 paginaKey plan and area statement comparison for multi-level car park (MLCP121715502003 BOLLEMPALLI BINDU SREE SATYANessuna valutazione finora
- Servo LubesDocumento2 pagineServo LubesVignesh VickyNessuna valutazione finora
- Form 5420 5 General Food Defense PlanDocumento11 pagineForm 5420 5 General Food Defense PlanBenjamin AlecNessuna valutazione finora
- History of Architecture in Relation To Interior Period Styles and Furniture DesignDocumento138 pagineHistory of Architecture in Relation To Interior Period Styles and Furniture DesignHan WuNessuna valutazione finora
- The Government-Created Subprime Mortgage Meltdown by Thomas DiLorenzoDocumento3 pagineThe Government-Created Subprime Mortgage Meltdown by Thomas DiLorenzodavid rockNessuna valutazione finora
- VRLA Instruction ManualDocumento11 pagineVRLA Instruction Manualashja batteryNessuna valutazione finora
- Chobani: The Falling First Mover: Jianan LiaoDocumento5 pagineChobani: The Falling First Mover: Jianan Liaowofop34547Nessuna valutazione finora
- 14.4 Demonstration of Leak Before Break Design Criteria For Pipes of PHT System PHWRDocumento2 pagine14.4 Demonstration of Leak Before Break Design Criteria For Pipes of PHT System PHWRRoman KrautschneiderNessuna valutazione finora