Potrebbero piacerti anche
- Engineering Equipment for Foundries: Proceedings of the Seminar on Engineering Equipment for Foundries and Advanced Methods of Producing Such Equipment, Organized by the United Nations Economic Commission for EuropeDa EverandEngineering Equipment for Foundries: Proceedings of the Seminar on Engineering Equipment for Foundries and Advanced Methods of Producing Such Equipment, Organized by the United Nations Economic Commission for EuropeNessuna valutazione finora
- Improving Die Casting Melt QualityDocumento12 pagineImproving Die Casting Melt QualityCsaba WalczerNessuna valutazione finora
- Filtration of Iron and Steel Castings PDFDocumento24 pagineFiltration of Iron and Steel Castings PDFbvphimanshu100% (1)
- FP 238Documento32 pagineFP 238Mahmoud Atia100% (2)
- Causes and Remedies of Blow Holes in SanDocumento33 pagineCauses and Remedies of Blow Holes in SanNikhil KumarNessuna valutazione finora
- Cored Wires for Iron Foundry TreatmentDocumento6 pagineCored Wires for Iron Foundry TreatmentamitkkambleNessuna valutazione finora
- Lost Foam Cast ProcemssDocumento22 pagineLost Foam Cast ProcemssSebastian PeterNessuna valutazione finora
- Design of Gating and Riser System For Grate Bar CastingDocumento6 pagineDesign of Gating and Riser System For Grate Bar CastingvaseaNessuna valutazione finora
- The T6 Heat Treatment of Semi-Solid Metal Processed Alloy A356Documento5 pagineThe T6 Heat Treatment of Semi-Solid Metal Processed Alloy A356tumoyeNessuna valutazione finora
- GAS PROBLEM in Steel Sand CastingsDocumento7 pagineGAS PROBLEM in Steel Sand CastingsVasu RajaNessuna valutazione finora
- Roll Forging Process Shapes Metal Parts Under Compressive ForcesDocumento6 pagineRoll Forging Process Shapes Metal Parts Under Compressive ForcesSaptarshi SinhaNessuna valutazione finora
- 111th Metalcasting Congress NadcaDocumento12 pagine111th Metalcasting Congress NadcaMehwishYasmenNessuna valutazione finora
- Casting Processes: DR Ajay BatishDocumento46 pagineCasting Processes: DR Ajay BatishAlisha GuptaNessuna valutazione finora
- Chapter 4 - Casting ProcessesDocumento40 pagineChapter 4 - Casting ProcessesErnawati ZailiNessuna valutazione finora
- Update of Blow Holes: What Causes Blowholes?Documento2 pagineUpdate of Blow Holes: What Causes Blowholes?Kruti PatelNessuna valutazione finora
- Gas Defects:: These Are Spherical, Flattened or Elongated CavitiesDocumento3 pagineGas Defects:: These Are Spherical, Flattened or Elongated CavitiesmaniNessuna valutazione finora
- Sand MouldingDocumento17 pagineSand MouldingbvbprasadNessuna valutazione finora
- Observation of Defects in Cast Iron Castings by Surface AnalysisDocumento19 pagineObservation of Defects in Cast Iron Castings by Surface Analysisgonzalo gimenez100% (1)
- VacuumDocumento6 pagineVacuum03sri03Nessuna valutazione finora
- Metal Casting Design: Mold and Gating System Design, Directional Solidification, and TroubleshootingDocumento7 pagineMetal Casting Design: Mold and Gating System Design, Directional Solidification, and TroubleshootingzidaaanNessuna valutazione finora
- Vacuum CastingDocumento2 pagineVacuum CastingRaheel Ahmed KhanNessuna valutazione finora
- 12 PinholesDocumento7 pagine12 Pinholesvivek1312Nessuna valutazione finora
- AFS Thermal Analysis of CupsDocumento12 pagineAFS Thermal Analysis of Cupsyash_ganatraNessuna valutazione finora
- 3475331Documento41 pagine3475331Nguyen Trong TanNessuna valutazione finora
- Is The Lost Foam Process The Future of Metal CastingDocumento7 pagineIs The Lost Foam Process The Future of Metal Castingjmtindia100% (2)
- 2 SolidificacionDocumento63 pagine2 SolidificacionAndrea Espinosa OrtegaNessuna valutazione finora
- NADCA-High Temp DieDocumento12 pagineNADCA-High Temp DiejalilemadiNessuna valutazione finora
- 3D Systems Guide To Processing QuickCast PatternsDocumento48 pagine3D Systems Guide To Processing QuickCast Patternscgonzo100% (2)
- Casting Defects in SteelsDocumento4 pagineCasting Defects in SteelsShamsur Rahman Russell100% (1)
- Ingot StructureDocumento5 pagineIngot StructureklawsisNessuna valutazione finora
- Unit-1 Metal Casting ProcessDocumento261 pagineUnit-1 Metal Casting ProcessDharun PrakashNessuna valutazione finora
- HPDC Runner and Gating System DesignDocumento18 pagineHPDC Runner and Gating System DesignMNNessuna valutazione finora
- Riser Casting ReportDocumento47 pagineRiser Casting Reportganesh0% (1)
- 09 Cast IronDocumento34 pagine09 Cast IronyogeshmangulkarNessuna valutazione finora
- GTU B. E. Mech Sem V MP II Topic 2 Foundry Technology NeDocumento401 pagineGTU B. E. Mech Sem V MP II Topic 2 Foundry Technology NebmdbmdbmdNessuna valutazione finora
- Metal CastingDocumento40 pagineMetal CastingFahmi Sanji AlexanderNessuna valutazione finora
- Cost Effective Casting DesignDocumento20 pagineCost Effective Casting DesignastarteblackNessuna valutazione finora
- Die Casting GuidelinesDocumento12 pagineDie Casting GuidelinesMichael Arvin GabineteNessuna valutazione finora
- Electroplating Cost Calculation - RefDocumento12 pagineElectroplating Cost Calculation - RefJitendra PatilNessuna valutazione finora
- Sand Casting and Other Casting ProcessesDocumento74 pagineSand Casting and Other Casting ProcessesRashid KareemNessuna valutazione finora
- Diagnostics and Casting Quality ControlDocumento62 pagineDiagnostics and Casting Quality ControlNikunj Oza100% (2)
- FP240Documento28 pagineFP240igorisakovNessuna valutazione finora
- Shrinkage in Iron CastingsDocumento10 pagineShrinkage in Iron CastingskarthikkandaNessuna valutazione finora
- Magnesium Casting Technology For Structural ApplicationsDocumento21 pagineMagnesium Casting Technology For Structural ApplicationsJinsoo KimNessuna valutazione finora
- Foundry EngDocumento143 pagineFoundry EngRedouane Radwan100% (1)
- Geometrical Modulus of A Casting and Its Influence On Solidification ProcessDocumento7 pagineGeometrical Modulus of A Casting and Its Influence On Solidification ProcessRa BalamuruganNessuna valutazione finora
- Elements of Gating System:: A Gating System For Castings Can Be Broadly Divided IntoDocumento16 pagineElements of Gating System:: A Gating System For Castings Can Be Broadly Divided IntoGomish Sharma100% (1)
- Pin HolesDocumento4 paginePin HolesEr WidodoNessuna valutazione finora
- Filter NotesDocumento46 pagineFilter Notestanzil10100% (1)
- METAL CASTING GUIDEDocumento18 pagineMETAL CASTING GUIDEvelavansuNessuna valutazione finora
- Blackening Processes For ZincDocumento13 pagineBlackening Processes For Zincvasudev_nNessuna valutazione finora
- Feeder Design & AnalysisDocumento18 pagineFeeder Design & Analysismecaunidos7771Nessuna valutazione finora
- Loose Piece Pattern CastingDocumento29 pagineLoose Piece Pattern CastingshuklameNessuna valutazione finora
- Metal-Casting Process and EquipmentDocumento18 pagineMetal-Casting Process and EquipmentZulfikarUdenNessuna valutazione finora
- Gating-Risering Sec2Documento35 pagineGating-Risering Sec2jagan_4u100% (1)
- Continuous casting The Ultimate Step-By-Step GuideDa EverandContinuous casting The Ultimate Step-By-Step GuideNessuna valutazione finora
- Feedstock Technology for Reactive Metal Injection Molding: Process, Design, and ApplicationDa EverandFeedstock Technology for Reactive Metal Injection Molding: Process, Design, and ApplicationNessuna valutazione finora
- Applied Science in the Casting of MetalsDa EverandApplied Science in the Casting of MetalsK. StraussNessuna valutazione finora
- Technical Paper On MG Recovery & Slag Control.Documento8 pagineTechnical Paper On MG Recovery & Slag Control.Siddharth GuptaNessuna valutazione finora
- Very Good Explanation of Parameters That Affect Solification of A CastingDocumento9 pagineVery Good Explanation of Parameters That Affect Solification of A CastingSiddharth GuptaNessuna valutazione finora
- Indian Foundry Congress 2018 Pouring System GuideDocumento13 pagineIndian Foundry Congress 2018 Pouring System GuideSiddharth GuptaNessuna valutazione finora
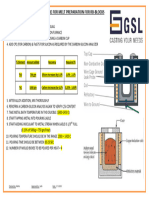
- Standard Operating Procedure For Melt Preparation For RBDocumento1 paginaStandard Operating Procedure For Melt Preparation For RBSiddharth GuptaNessuna valutazione finora
- Effect of Silicon Content and Shake-Out Time On Hardness and Grain Size Properties PDFDocumento10 pagineEffect of Silicon Content and Shake-Out Time On Hardness and Grain Size Properties PDFsachinguptachdNessuna valutazione finora
- Air Supply Systemof CupolaDocumento26 pagineAir Supply Systemof CupolaSiddharth GuptaNessuna valutazione finora
- GIMPEX Brochures-RenewDocumento21 pagineGIMPEX Brochures-RenewSiddharth GuptaNessuna valutazione finora
- Sulphur 2Documento8 pagineSulphur 2Siddharth GuptaNessuna valutazione finora
- 2 Casting FormingDocumento56 pagine2 Casting FormingMohana KrishnanNessuna valutazione finora
- 243-03 Advanced Coating TechnologyDocumento8 pagine243-03 Advanced Coating TechnologySiddharth GuptaNessuna valutazione finora
- COSTING of CASTINGDocumento34 pagineCOSTING of CASTINGSiddharth Gupta100% (1)
- How a ceramic foam filter affects water flow in a casting experimentDocumento10 pagineHow a ceramic foam filter affects water flow in a casting experimentSiddharth GuptaNessuna valutazione finora
- BK 782Documento1 paginaBK 782Siddharth GuptaNessuna valutazione finora
- Eutectic Cell and Nodule Count in Cast IronDocumento8 pagineEutectic Cell and Nodule Count in Cast IronSiddharth GuptaNessuna valutazione finora
- Influence of Steel Scrap On Microstructure and Mechanical PropertiesDocumento6 pagineInfluence of Steel Scrap On Microstructure and Mechanical PropertiesSiddharth GuptaNessuna valutazione finora
- Azufre Tipo de GrafitoDocumento13 pagineAzufre Tipo de Grafitojose.figueroa@foseco.comNessuna valutazione finora
- Insert Makers Are Consolidating and Standardizing Their Once Bewildering Array of Chipgroove Designs For Carbide Turning InsertsDocumento3 pagineInsert Makers Are Consolidating and Standardizing Their Once Bewildering Array of Chipgroove Designs For Carbide Turning InsertsSiddharth GuptaNessuna valutazione finora
- Cooling Rate and Graphite Structure of Final EutecticDocumento5 pagineCooling Rate and Graphite Structure of Final EutecticSiddharth GuptaNessuna valutazione finora
- WP102 Reduce Air Use Drying BlowoffDocumento7 pagineWP102 Reduce Air Use Drying BlowoffSiddharth GuptaNessuna valutazione finora
- Autocad Mech 2009 UserguideDocumento414 pagineAutocad Mech 2009 UserguideJose OlivarNessuna valutazione finora
- Tool GeometryDocumento1 paginaTool GeometrySiddharth GuptaNessuna valutazione finora
- Ekc 102Documento16 pagineEkc 102minhdung76npNessuna valutazione finora
- ModinamaDocumento142 pagineModinamamehul3685Nessuna valutazione finora
- P 2010 ED tcm16 6752Documento21 pagineP 2010 ED tcm16 6752bharatonkarNessuna valutazione finora
- Foundry EngDocumento143 pagineFoundry EngGirmay FasilNessuna valutazione finora
- Biomass GasifierDocumento2 pagineBiomass GasifierSiddharth GuptaNessuna valutazione finora
- ErosionDocumento3 pagineErosiondellibabu509Nessuna valutazione finora
- The Basics of Wheel Blasting PDFDocumento6 pagineThe Basics of Wheel Blasting PDFSiddharth GuptaNessuna valutazione finora
- Pneumatic Fittings Push in FittingsDocumento7 paginePneumatic Fittings Push in FittingsSiddharth GuptaNessuna valutazione finora
- On-Line Simulation Guide For Continuous Casting: Steeluniversity KOREA Challenge Contest RelatedDocumento22 pagineOn-Line Simulation Guide For Continuous Casting: Steeluniversity KOREA Challenge Contest RelatedhjoutipNessuna valutazione finora
- Nes 329 Heat ExchangerDocumento32 pagineNes 329 Heat ExchangerSharad Kokate100% (1)
- MANUFACTURING AGRICULTURAL MACHINES WITH WELDINGDocumento9 pagineMANUFACTURING AGRICULTURAL MACHINES WITH WELDINGJordan YapNessuna valutazione finora
- Non Conventional Machining MethodsDocumento24 pagineNon Conventional Machining MethodsGaurav Nigam100% (1)
- KS1000-FC-Box-Profile DetailsDocumento16 pagineKS1000-FC-Box-Profile DetailsKrishnakant RaneNessuna valutazione finora
- Asme A112.6.3-2001 PDFDocumento18 pagineAsme A112.6.3-2001 PDFAmer AmeryNessuna valutazione finora
- Aalco Metals LTD - Stainless Steel 14003 3CR12 Sheet and Plate - 96Documento3 pagineAalco Metals LTD - Stainless Steel 14003 3CR12 Sheet and Plate - 96Rourkela Fabrications Pvt. Ltd.Nessuna valutazione finora
- Duct Works ChecklistDocumento1 paginaDuct Works Checklistmd azmathNessuna valutazione finora
- TDS ATLANTIC CHT81Ni1Documento1 paginaTDS ATLANTIC CHT81Ni1Andi Baso Temalala STNessuna valutazione finora
- Quality Requirements For Line Pipe: JanuaryDocumento14 pagineQuality Requirements For Line Pipe: JanuaryJose Anisio Silva100% (1)
- 13 Fire Protection System Wet Type Fire Sprinkler SystemDocumento10 pagine13 Fire Protection System Wet Type Fire Sprinkler SystemKazel FerrerNessuna valutazione finora
- Surface Preparation, Finishing & Coating MethodsDocumento14 pagineSurface Preparation, Finishing & Coating MethodsVandan GundaleNessuna valutazione finora
- What Is Draft AllowanceDocumento3 pagineWhat Is Draft AllowanceAshok Pradhan100% (3)
- FracShield Composite Frac PlugDocumento3 pagineFracShield Composite Frac PlugJOGENDRA SINGHNessuna valutazione finora
- Alloy Rods CorporationDocumento17 pagineAlloy Rods CorporationSasquatchNessuna valutazione finora
- Steel UserguideDocumento50 pagineSteel UserguideBhanu Pratap ChoudhuryNessuna valutazione finora
- QYD-QCP-MS-001 Tank Shell Weld Repair Procedure-Method StatementDocumento6 pagineQYD-QCP-MS-001 Tank Shell Weld Repair Procedure-Method StatementAbdul Khaleem KhanNessuna valutazione finora
- A Basic Guide To CE Marking Process Under CPRDocumento3 pagineA Basic Guide To CE Marking Process Under CPRALOKE GANGULYNessuna valutazione finora
- API Heat Exchanger Spec RequiremenDocumento11 pagineAPI Heat Exchanger Spec RequiremenElias EliasNessuna valutazione finora
- Oib Technical Spec 21,22,23Documento586 pagineOib Technical Spec 21,22,23kali highNessuna valutazione finora
- Technical Specification: Specification No. CSC-V/R-I/DH/UH/P&D/2010-2011Documento29 pagineTechnical Specification: Specification No. CSC-V/R-I/DH/UH/P&D/2010-2011PABLO MAURONessuna valutazione finora
- Materials System SpecificationDocumento12 pagineMaterials System SpecificationRami ELLOUMINessuna valutazione finora
- Valvula DEMCO 4Documento2 pagineValvula DEMCO 4ERNESTO PERNIANessuna valutazione finora
- Review Dokumen PG. RendengDocumento10 pagineReview Dokumen PG. RendengFarhan PutraNessuna valutazione finora
- Virtual+steelmaking Steeluniversity ENDocumento16 pagineVirtual+steelmaking Steeluniversity ENakshukNessuna valutazione finora
- NETZSCH Progressing Cavity Pumps PDFDocumento28 pagineNETZSCH Progressing Cavity Pumps PDFazkNessuna valutazione finora
- 2 History of Philippine Currency & Philippine Monetary Standards PDFDocumento86 pagine2 History of Philippine Currency & Philippine Monetary Standards PDFRodel Novesteras ClausNessuna valutazione finora
- Jesmonite Ac100: Harder, Stronger and Better Weather ResistanceDocumento4 pagineJesmonite Ac100: Harder, Stronger and Better Weather Resistancealice gohNessuna valutazione finora
- Dedeler Döküm CastingDocumento12 pagineDedeler Döküm CastingEnes SerbestNessuna valutazione finora
- IAHVB Lab BangloreDocumento3 pagineIAHVB Lab BangloreRoyal AirconNessuna valutazione finora