Potrebbero piacerti anche
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5795)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- Introduction To Robotics, Mechanics and Control John J Craig - Partial Solution ManualDocumento47 pagineIntroduction To Robotics, Mechanics and Control John J Craig - Partial Solution ManualImtiaz Ahmad56% (18)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- Installation Loading and Stress Analysis Involved With Pipelines Installed by Horizontal Directional DrillingDocumento24 pagineInstallation Loading and Stress Analysis Involved With Pipelines Installed by Horizontal Directional DrillingGasser GoudaNessuna valutazione finora
- FEIS Volume IIDocumento491 pagineFEIS Volume IISud HaldarNessuna valutazione finora
- The Port Victoria (1902) P.25 Probate DivisionDocumento5 pagineThe Port Victoria (1902) P.25 Probate Divisionmichele pehNessuna valutazione finora
- Ship Particular Mother VesselDocumento1 paginaShip Particular Mother VesselAkun GocarNessuna valutazione finora
- F5 Manual EnglishDocumento96 pagineF5 Manual EnglishGasser GoudaNessuna valutazione finora
- LeoniLeoni Gigaline Fiber Optics Cable Data SheetDocumento2 pagineLeoniLeoni Gigaline Fiber Optics Cable Data SheetGasser GoudaNessuna valutazione finora
- Operation Research Chapter 9 DDDDDD DDDDDDDDDDDDDDDDDDDDDDDDDDDDDDDDocumento7 pagineOperation Research Chapter 9 DDDDDD DDDDDDDDDDDDDDDDDDDDDDDDDDDDDDDGasser GoudaNessuna valutazione finora
- Contractors Classification Application FormDocumento11 pagineContractors Classification Application FormGasser GoudaNessuna valutazione finora
- Engineering Ethics Lecture 1Documento36 pagineEngineering Ethics Lecture 1Gasser GoudaNessuna valutazione finora
- The Lack of Affordable Housing For Newly-Wed Middle-Class EgyptiansDocumento20 pagineThe Lack of Affordable Housing For Newly-Wed Middle-Class EgyptiansGasser GoudaNessuna valutazione finora
- Ship Accommodation Ladders With Unapproved Secondary Means of Support ArrangementsDocumento2 pagineShip Accommodation Ladders With Unapproved Secondary Means of Support ArrangementsfmitranoNessuna valutazione finora
- 2.imsbc Code - 2MDocumento9 pagine2.imsbc Code - 2MShubham SauravNessuna valutazione finora
- Port of Dampier and Port of Ashuburton Emergency Response PlanDocumento42 paginePort of Dampier and Port of Ashuburton Emergency Response PlanDHSanjNessuna valutazione finora
- GMDSS Operator Reference Book Key4mateDocumento36 pagineGMDSS Operator Reference Book Key4mateДенис КузаконьNessuna valutazione finora
- Guide Line N Check List For Cargo ShipDocumento47 pagineGuide Line N Check List For Cargo ShipGansh100% (1)
- Mar Power PDFDocumento12 pagineMar Power PDFMargie Rose EncinasNessuna valutazione finora
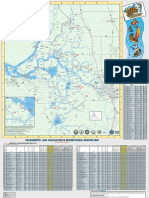
- Delta MapDocumento1 paginaDelta MapJoshuaChandlerNessuna valutazione finora
- 6.1.TB. Srikandi Baruna 2401 (Spesifikasi)Documento1 pagina6.1.TB. Srikandi Baruna 2401 (Spesifikasi)Endan SuharaNessuna valutazione finora
- Dictionary of Marine TechnologyDocumento13 pagineDictionary of Marine TechnologySurya YuwardanaNessuna valutazione finora
- Ncd-1483 Full Scale Trial Ships 08 Sep 06 - FinalDocumento77 pagineNcd-1483 Full Scale Trial Ships 08 Sep 06 - FinalSanketVaradeNessuna valutazione finora
- Test 0273Documento1 paginaTest 0273Valeriu Paul GalanNessuna valutazione finora
- Instrucciones 595-231-E MANUAL-FURLEX-200-TD-300-TD-03-SEPTIEMBRE-2007Documento56 pagineInstrucciones 595-231-E MANUAL-FURLEX-200-TD-300-TD-03-SEPTIEMBRE-2007Acastillaje y JarciasNessuna valutazione finora
- What Is Navigation?: Its Taking The Ship From One Berth To Another BerthDocumento36 pagineWhat Is Navigation?: Its Taking The Ship From One Berth To Another BerthAboody AL-ghamdyNessuna valutazione finora
- First French Dictionary (PDFDrive)Documento130 pagineFirst French Dictionary (PDFDrive)Darima McInerneyNessuna valutazione finora
- Transportation MidtermsDocumento15 pagineTransportation MidtermsDis CatNessuna valutazione finora
- Carriage of Goods by SeaDocumento30 pagineCarriage of Goods by SeaKiran RaviNessuna valutazione finora
- ANNEX A1 STCW Competence Map For BSMTDocumento17 pagineANNEX A1 STCW Competence Map For BSMTJeynard Moler J. TanNessuna valutazione finora
- Mumbai Port Trust Land DevelopmentDocumento69 pagineMumbai Port Trust Land DevelopmentAniruddh Kanade100% (2)
- Up PeriscopeDocumento145 pagineUp Periscoperemow100% (4)
- Alton Road Construction Starts in Effort To Relieve Miami Beach FloodingDocumento2 pagineAlton Road Construction Starts in Effort To Relieve Miami Beach FloodingRandom Pixels blogNessuna valutazione finora
- Directorate Fleet Manual PDFDocumento13 pagineDirectorate Fleet Manual PDFHenriqueFerreira100% (1)
- Container Ship RevolutionDocumento5 pagineContainer Ship RevolutionRaja ManickamNessuna valutazione finora
- Pt. Rahmat Anugrah Perkasa Mandiri: Perusahaan PelayaranDocumento2 paginePt. Rahmat Anugrah Perkasa Mandiri: Perusahaan Pelayarandwi ariNessuna valutazione finora
- Phase 2 Paper Nav Arch - 2Documento8 paginePhase 2 Paper Nav Arch - 2Thapliyal SanjayNessuna valutazione finora
- PURSUIT Newsletter No. 73, First Quarter 1986 - Ivan T. SandersonDocumento52 paginePURSUIT Newsletter No. 73, First Quarter 1986 - Ivan T. SandersonuforteanNessuna valutazione finora
- History of NavigationDocumento3 pagineHistory of NavigationDanang PrayogiNessuna valutazione finora
- Supreme Court: Francisco D. Estrada For Petitioner. Purita Hostanosas-Cortes For Private RespondentsDocumento25 pagineSupreme Court: Francisco D. Estrada For Petitioner. Purita Hostanosas-Cortes For Private RespondentsFran JaramillaNessuna valutazione finora