Potrebbero piacerti anche
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (890)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (587)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (119)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2219)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- 1014 GRE Practice Questions by The Princeton Review - ExcerptDocumento57 pagine1014 GRE Practice Questions by The Princeton Review - ExcerptThe Princeton Review Bookstore92% (12)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (73)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
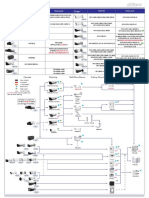
- r32 - Rb26dett Ecu PinoutDocumento1 paginar32 - Rb26dett Ecu PinouttospotNessuna valutazione finora
- Anhydride Based EpoxyDocumento9 pagineAnhydride Based EpoxynilayNessuna valutazione finora
- EVA MMT Nano 10994054Documento5 pagineEVA MMT Nano 10994054nilayNessuna valutazione finora
- North SeaDocumento1 paginaNorth SeanilayNessuna valutazione finora
- Molybdate and Borate Complexes For Enhanced Cable Compound Fire Performance Technical PaperDocumento7 pagineMolybdate and Borate Complexes For Enhanced Cable Compound Fire Performance Technical PapernilayNessuna valutazione finora
- Nanotech 2398923Documento9 pagineNanotech 2398923nilayNessuna valutazione finora
- Polyisobutylene and Butyl Rubber2 09535834Documento5 paginePolyisobutylene and Butyl Rubber2 09535834nilayNessuna valutazione finora
- Problem Solving-Practice Test A PDFDocumento23 pagineProblem Solving-Practice Test A PDFPphamNessuna valutazione finora
- Sb2o3 Ath PVCDocumento6 pagineSb2o3 Ath PVCnilayNessuna valutazione finora
- PMA Nanoconversion 2937863408Documento10 paginePMA Nanoconversion 2937863408nilayNessuna valutazione finora
- Layer by Layer AssemblyDocumento14 pagineLayer by Layer AssemblynilayNessuna valutazione finora
- Nanocomposite PVC 23434645Documento7 pagineNanocomposite PVC 23434645nilayNessuna valutazione finora
- Nanocomposites, Polymer-Clay 90466293Documento17 pagineNanocomposites, Polymer-Clay 90466293nilayNessuna valutazione finora
- Nanocomposites, Metal Filled Conductive 23p9u234Documento19 pagineNanocomposites, Metal Filled Conductive 23p9u234nilayNessuna valutazione finora
- Nylon 6 Nano TechnologyDocumento10 pagineNylon 6 Nano TechnologynilayNessuna valutazione finora
- Polymer: Tomotaka Saito, Masami OkamotoDocumento5 paginePolymer: Tomotaka Saito, Masami OkamotonilayNessuna valutazione finora
- Nanotech 2398923Documento9 pagineNanotech 2398923nilayNessuna valutazione finora
- International Communications in Heat and Mass TransferDocumento8 pagineInternational Communications in Heat and Mass TransfernilayNessuna valutazione finora
- Epoxy Reinforced With FeO Nano 23872863482Documento8 pagineEpoxy Reinforced With FeO Nano 23872863482nilayNessuna valutazione finora
- Montmorillonite Nano Composite 3908420734Documento6 pagineMontmorillonite Nano Composite 3908420734nilayNessuna valutazione finora
- PE MMT Nano Composites 3290472Documento8 paginePE MMT Nano Composites 3290472nilayNessuna valutazione finora
- LLDPE Nano 235730475304Documento9 pagineLLDPE Nano 235730475304nilayNessuna valutazione finora
- Polyimide Nano 8348053457Documento5 paginePolyimide Nano 8348053457nilayNessuna valutazione finora
- NewnanoDocumento14 pagineNewnanonilayNessuna valutazione finora
- Ideal Plug Flow ReactorDocumento6 pagineIdeal Plug Flow ReactorMaque Cimafranca GabianaNessuna valutazione finora
- Drying: Reference: Unit Operations, Mccabe SmithDocumento5 pagineDrying: Reference: Unit Operations, Mccabe SmithnilayNessuna valutazione finora
- Cre NotesDocumento56 pagineCre Notesbhaskar5377Nessuna valutazione finora
- Tec Relay 52GDocumento3 pagineTec Relay 52Gimmer nainggolanNessuna valutazione finora
- Project Data Collection & Risk ReportingDocumento2 pagineProject Data Collection & Risk Reportinggambler yeagerNessuna valutazione finora
- Weber Grills - FinalDocumento12 pagineWeber Grills - FinalDIVYANSHU SHEKHARNessuna valutazione finora
- Nitocote WP DDocumento4 pagineNitocote WP DdaragNessuna valutazione finora
- Pentecostal Ecclesiology: Simon K.H. Chan - 978-90-04-39714-9 Via Free AccessDocumento156 paginePentecostal Ecclesiology: Simon K.H. Chan - 978-90-04-39714-9 Via Free AccessStanley JohnsonNessuna valutazione finora
- GT ĐỀ 04Documento39 pagineGT ĐỀ 04Cao Đức HuyNessuna valutazione finora
- Qualtrics Ebook Employee Lifecycle Feedback Apj - q8uL5iqE4wt2ReEuvbnIwfG4f5XuMyLtWvNFYuM5Documento18 pagineQualtrics Ebook Employee Lifecycle Feedback Apj - q8uL5iqE4wt2ReEuvbnIwfG4f5XuMyLtWvNFYuM5RajNessuna valutazione finora
- Guidelines On Dissolution Profile Comparison: Udrun ReitagDocumento10 pagineGuidelines On Dissolution Profile Comparison: Udrun ReitagRaju GawadeNessuna valutazione finora
- 37th APSDC Scientific PresentationsDocumento7 pagine37th APSDC Scientific PresentationsSatyendra KumarNessuna valutazione finora
- 2 - Alaska - WorksheetsDocumento7 pagine2 - Alaska - WorksheetsTamni MajmuniNessuna valutazione finora
- Binge-Eating Disorder in AdultsDocumento19 pagineBinge-Eating Disorder in AdultsJaimeErGañanNessuna valutazione finora
- Celiac DiseaseDocumento14 pagineCeliac Diseaseapi-355698448100% (1)
- Presentation 123Documento13 paginePresentation 123Harishitha ManivannanNessuna valutazione finora
- Clinical Ultrasound A How-To GuideDocumento146 pagineClinical Ultrasound A How-To GuideNacko Stavreski67% (3)
- Advanced Radiographic Techniques PDFDocumento21 pagineAdvanced Radiographic Techniques PDFelokfaiqNessuna valutazione finora
- IMRAD - G1 PepperDocumento13 pagineIMRAD - G1 PepperRomero, Ken Angelo B.Nessuna valutazione finora
- Dahua Pfa130 e Korisnicko Uputstvo EngleskiDocumento5 pagineDahua Pfa130 e Korisnicko Uputstvo EngleskiSaša CucakNessuna valutazione finora
- Poultry DiseasesDocumento5 paginePoultry DiseasesAnjum IslamNessuna valutazione finora
- Palm Wine SpecificationDocumento10 paginePalm Wine SpecificationUday ChaudhariNessuna valutazione finora
- Daftar Harga Airway PT. Surgika 2017Documento16 pagineDaftar Harga Airway PT. Surgika 2017Syaofi SofiNessuna valutazione finora
- Com Statement (HT APFC22 - 02)Documento2 pagineCom Statement (HT APFC22 - 02)SOUMENNessuna valutazione finora
- Orientation Report PDFDocumento13 pagineOrientation Report PDFRiaz RasoolNessuna valutazione finora
- Pump Course Material Chapter 2Documento16 paginePump Course Material Chapter 2engr victorNessuna valutazione finora
- Pemanfaatan Limbah Spanduk Plastik (Flexy Banner) Menjadi Produk Dekorasi RuanganDocumento6 paginePemanfaatan Limbah Spanduk Plastik (Flexy Banner) Menjadi Produk Dekorasi RuanganErvan Maulana IlyasNessuna valutazione finora
- IITG MA101 Endsem Question PaperDocumento12 pagineIITG MA101 Endsem Question PaperNarravula Harshavardhan100% (2)
- 6b530300 04f6 40b9 989e Fd39aaa6293aDocumento1 pagina6b530300 04f6 40b9 989e Fd39aaa6293attariq_jjavedNessuna valutazione finora
- Cars Ger Eu PCDocumento157 pagineCars Ger Eu PCsergeyNessuna valutazione finora
- Computational Kinematics Assignment 2021Documento2 pagineComputational Kinematics Assignment 2021Simple FutureNessuna valutazione finora
- Hot Tub BrochureDocumento124 pagineHot Tub BrochureMai Tuan AnhNessuna valutazione finora