Potrebbero piacerti anche
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- Recycled WaterDocumento10 pagineRecycled WaterArmigce PintoNessuna valutazione finora
- B. Chatveera, P. LertwattanarukDocumento8 pagineB. Chatveera, P. LertwattanarukArmigce PintoNessuna valutazione finora
- Okuno Use of Sludge in Portland Cement in JapanDocumento6 pagineOkuno Use of Sludge in Portland Cement in JapanArmigce PintoNessuna valutazione finora
- Modelo de Call For Paper 2014 EnglishDocumento1 paginaModelo de Call For Paper 2014 EnglishArmigce PintoNessuna valutazione finora
- Okuno Use of Sludge in Portland Cement in JapanDocumento6 pagineOkuno Use of Sludge in Portland Cement in JapanArmigce PintoNessuna valutazione finora
- A Review of Chitin and Chitosan ApplicationsDocumento27 pagineA Review of Chitin and Chitosan Applicationssins1984100% (2)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Bio FertilizerDocumento15 pagineBio FertilizerAamir SajjadNessuna valutazione finora
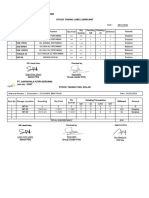
- Port Fuel, LubeDocumento1 paginaPort Fuel, LubeBabungulanNessuna valutazione finora
- Dowel Bar SynthesisDocumento81 pagineDowel Bar SynthesisMoris Makoma Thibenda100% (1)
- Soil PH and Soil Acidity PDFDocumento16 pagineSoil PH and Soil Acidity PDFManuel EscobarNessuna valutazione finora
- CM Heavy-Duty Crane Hooks BrochureDocumento12 pagineCM Heavy-Duty Crane Hooks Brochuretvmehta01Nessuna valutazione finora
- C1081pe DM ValveDocumento6 pagineC1081pe DM ValveAhmed Mohamed HassanNessuna valutazione finora
- Cenpes: Index of Revisions REV Description And/Or Revised SheetsDocumento30 pagineCenpes: Index of Revisions REV Description And/Or Revised SheetsOrlando PWRNessuna valutazione finora
- Determining Back Pressure When Sizing For PRV - Relief Devices Forum - Cheresources - Com CommunityDocumento5 pagineDetermining Back Pressure When Sizing For PRV - Relief Devices Forum - Cheresources - Com CommunityKyriakos MichalakiNessuna valutazione finora
- AMPCO 18 SandDocumento1 paginaAMPCO 18 SandS BHATTACHARYYANessuna valutazione finora
- ISO14001 Step by Step Guide APMM VesselsDocumento36 pagineISO14001 Step by Step Guide APMM Vesselsnasol100% (3)
- Numericals of ChemistryDocumento4 pagineNumericals of ChemistryAakash AkronosNessuna valutazione finora
- Jack WelchDocumento5 pagineJack Welchapi-314805892Nessuna valutazione finora
- CH 10 Reading GuideDocumento10 pagineCH 10 Reading GuideKapil NathanNessuna valutazione finora
- Proteins and Amino AcidsDocumento50 pagineProteins and Amino Acidsraddag100% (2)
- Mark Scheme (Results) : Summer 2018Documento17 pagineMark Scheme (Results) : Summer 2018Atiqur RahmanNessuna valutazione finora
- NEET TEst PapaerDocumento11 pagineNEET TEst PapaerBiswajit ChangkakotyNessuna valutazione finora
- Topic 1 - Stoichiometric Relationships - Part 1 - AnswersDocumento26 pagineTopic 1 - Stoichiometric Relationships - Part 1 - Answersburcak gecNessuna valutazione finora
- IMF PogilDocumento6 pagineIMF PogilsungminindiaNessuna valutazione finora
- Nanotechnology Book ChapterDocumento8 pagineNanotechnology Book ChapterRAJESH KUMARNessuna valutazione finora
- Aubf ReviewerDocumento8 pagineAubf ReviewerAngel Cris Alegado AguirreNessuna valutazione finora
- Behavioral Based Safety Observation Checklist: ErgonomicsDocumento2 pagineBehavioral Based Safety Observation Checklist: ErgonomicsRyan CyrillaNessuna valutazione finora
- Fiitjee: Physics, Chemistry & MathematicsDocumento14 pagineFiitjee: Physics, Chemistry & MathematicspranjalNessuna valutazione finora
- Main Project Part IDocumento7 pagineMain Project Part IBigNessuna valutazione finora
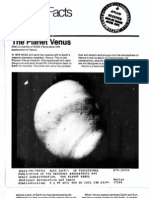
- NASA Facts The Planet VenusDocumento8 pagineNASA Facts The Planet VenusBob AndrepontNessuna valutazione finora
- Quad Plate Chiller ManualDocumento22 pagineQuad Plate Chiller ManualUmar Majeed100% (1)
- Recrystallization NotesDocumento9 pagineRecrystallization NotesanrychoNessuna valutazione finora
- The Soil. Physical, Chemical and Biological Properties: Cations/soils-GlossaryDocumento13 pagineThe Soil. Physical, Chemical and Biological Properties: Cations/soils-GlossaryAr Chandra MauliNessuna valutazione finora
- Campus Piping and Mechanical System NDT - Inspection Presentation To Adn...Documento12 pagineCampus Piping and Mechanical System NDT - Inspection Presentation To Adn...Osama LariNessuna valutazione finora
- Textile PrintingDocumento72 pagineTextile Printingspringstar96% (25)