Potrebbero piacerti anche
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- IR3080Documento294 pagineIR3080lucian.voinica100% (3)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Guideline On Smacna Through Penetration Fire StoppingDocumento48 pagineGuideline On Smacna Through Penetration Fire Stoppingwguindy70Nessuna valutazione finora
- Dungeon World ConversionDocumento5 pagineDungeon World ConversionJosephLouisNadeauNessuna valutazione finora
- Goals in LifeDocumento4 pagineGoals in LifeNessa Layos MorilloNessuna valutazione finora
- Standards Spec Brochure ME WEBDocumento44 pagineStandards Spec Brochure ME WEBReza TambaNessuna valutazione finora
- EXP 2 - Plug Flow Tubular ReactorDocumento18 pagineEXP 2 - Plug Flow Tubular ReactorOng Jia YeeNessuna valutazione finora
- Pigeon Disease - The Eight Most Common Health Problems in PigeonsDocumento2 paginePigeon Disease - The Eight Most Common Health Problems in Pigeonscc_lawrence100% (1)
- SF - Ioan Gura de Aur - Omilii La Facere - Vol. IDocumento444 pagineSF - Ioan Gura de Aur - Omilii La Facere - Vol. IMarkTM100% (12)
- CT Ecn 71.0 - EngDocumento29 pagineCT Ecn 71.0 - Englucian.voinicaNessuna valutazione finora
- DNV Daily Summary 27 Sept 2010Documento3 pagineDNV Daily Summary 27 Sept 2010lucian.voinicaNessuna valutazione finora
- DNV Daily Summary 27 Sept 2010Documento3 pagineDNV Daily Summary 27 Sept 2010lucian.voinicaNessuna valutazione finora
- Fig. 3 Drillers Console 274283 2Documento1 paginaFig. 3 Drillers Console 274283 2lucian.voinicaNessuna valutazione finora
- Fig. 1 SCR Container and SCR Power HouseDocumento1 paginaFig. 1 SCR Container and SCR Power Houselucian.voinicaNessuna valutazione finora
- Frumoasele EpociiDocumento48 pagineFrumoasele EpociiGeorgianaRamonaNessuna valutazione finora
- CENELEC and IEC Degree of ProtectionDocumento3 pagineCENELEC and IEC Degree of Protectionlucian.voinicaNessuna valutazione finora
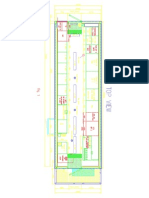
- Schema Linii Suplimentare DebaritareDocumento1 paginaSchema Linii Suplimentare Debaritarelucian.voinicaNessuna valutazione finora
- E61 DiagramDocumento79 pagineE61 Diagramthanes1027Nessuna valutazione finora
- Education in America: The Dumbing Down of The U.S. Education SystemDocumento4 pagineEducation in America: The Dumbing Down of The U.S. Education SystemmiichaanNessuna valutazione finora
- Biopolymers: Overview of Several Properties and Consequences On Their ApplicationsDocumento10 pagineBiopolymers: Overview of Several Properties and Consequences On Their ApplicationsrafacpereiraNessuna valutazione finora
- Xi 3 1Documento1 paginaXi 3 1Krishnan KozhumamNessuna valutazione finora
- PMI Framework Processes PresentationDocumento17 paginePMI Framework Processes PresentationAakash BhatiaNessuna valutazione finora
- S ELITE Nina Authors Certain Ivey This Reproduce Western Material Management Gupta Names Do OntarioDocumento15 pagineS ELITE Nina Authors Certain Ivey This Reproduce Western Material Management Gupta Names Do Ontariocarlos menaNessuna valutazione finora
- Electromagnetic Spectrum 1 QP PDFDocumento13 pagineElectromagnetic Spectrum 1 QP PDFWai HponeNessuna valutazione finora
- Funding HR2 Coalition LetterDocumento3 pagineFunding HR2 Coalition LetterFox NewsNessuna valutazione finora
- Senior Project RiceberryDocumento76 pagineSenior Project RiceberryIttisak PrommaNessuna valutazione finora
- Engineering Project ListDocumento25 pagineEngineering Project ListSyed ShaNessuna valutazione finora
- Ec Declaration of Conformity: W1/35 KEV KIRK - Protective Gloves - Cathegory IIDocumento3 pagineEc Declaration of Conformity: W1/35 KEV KIRK - Protective Gloves - Cathegory IICrystal HooverNessuna valutazione finora
- Wisconsin Humane Society To Acquire Kenosha's Safe Harbor Humane Society - Press ReleaseDocumento3 pagineWisconsin Humane Society To Acquire Kenosha's Safe Harbor Humane Society - Press ReleaseTMJ4 NewsNessuna valutazione finora
- Eric Koech CV - Docx..bakDocumento7 pagineEric Koech CV - Docx..bakPeter Osundwa KitekiNessuna valutazione finora
- Riber 6-s1 SP s17-097 336-344Documento9 pagineRiber 6-s1 SP s17-097 336-344ᎷᏒ'ᏴᎬᎪᏚᎢ ᎷᏒ'ᏴᎬᎪᏚᎢNessuna valutazione finora
- DOWSIL™ 2-9034 Emulsion: Features & BenefitsDocumento5 pagineDOWSIL™ 2-9034 Emulsion: Features & BenefitsLaban KantorNessuna valutazione finora
- G103 Remov Waste Dust Extraction UnitDocumento2 pagineG103 Remov Waste Dust Extraction UnitJoseCRomeroNessuna valutazione finora
- DX340LC: Crawler ExcavatorDocumento20 pagineDX340LC: Crawler ExcavatorFeristha Meriani TabitaNessuna valutazione finora
- Inducement of Rapid Analysis For Determination of Reactive Silica and Available Alumina in BauxiteDocumento11 pagineInducement of Rapid Analysis For Determination of Reactive Silica and Available Alumina in BauxiteJAFAR MUHAMMADNessuna valutazione finora
- GEC - ReviewerDocumento23 pagineGEC - ReviewerGlycel BagabagonNessuna valutazione finora
- 204-04B - Tire Pressure Monitoring System (TPMS)Documento23 pagine204-04B - Tire Pressure Monitoring System (TPMS)Sofia AltuzarraNessuna valutazione finora
- EP500 Standard Electropneumatic Positioner: Installation and Maintenance InstructionsDocumento28 pagineEP500 Standard Electropneumatic Positioner: Installation and Maintenance InstructionsAlan ValdezNessuna valutazione finora
- AMS 48 - 2000-n - D0114354 - 055 - 00Documento116 pagineAMS 48 - 2000-n - D0114354 - 055 - 00wanhall100% (1)
- Employment Offer: 1. Employer InformationDocumento2 pagineEmployment Offer: 1. Employer InformationnavidNessuna valutazione finora
- METHOD STATEMENT FOR INSTALLATION OF Light FixturesDocumento5 pagineMETHOD STATEMENT FOR INSTALLATION OF Light FixturesNaveenNessuna valutazione finora