Potrebbero piacerti anche
- El Diagrama de IshikawaDocumento4 pagineEl Diagrama de IshikawaViktor MontoyaNessuna valutazione finora
- El Diagrama de IshikawaDocumento4 pagineEl Diagrama de IshikawaViktor MontoyaNessuna valutazione finora
- Sensores FORDDocumento8 pagineSensores FORDCharly Hdez EspindolaNessuna valutazione finora
- Proceso Administrativo de GoogleDocumento10 pagineProceso Administrativo de GoogleNIDIA MUÑOZ R.Nessuna valutazione finora
- CASO INDITEX - Gestión GeneralDocumento3 pagineCASO INDITEX - Gestión GeneralMalu DelgadoNessuna valutazione finora
- Manual Ingeniería de MaterialesDocumento4 pagineManual Ingeniería de MaterialesCharly Hdez EspindolaNessuna valutazione finora
- Clasificacion de Vehiculos y DefinicionesDocumento10 pagineClasificacion de Vehiculos y DefinicionesJafit MejiaNessuna valutazione finora
- Matriz Efe y EfiDocumento1 paginaMatriz Efe y EfiRosaaide Q ORTEGANessuna valutazione finora
- Heladeria Gelat Final 2Documento69 pagineHeladeria Gelat Final 2Elizabeth EspinozaNessuna valutazione finora
- Los Materiales y Sus PropiedadesDocumento6 pagineLos Materiales y Sus PropiedadesToshiroAlbaNessuna valutazione finora
- Lección 8 74HC595 y Visualización de SegmentosDocumento8 pagineLección 8 74HC595 y Visualización de SegmentosPABLO NARVAEZNessuna valutazione finora
- Botones PrincipalesDocumento3 pagineBotones PrincipalesNgonzalo GZNessuna valutazione finora
- Liquidos en Culatas PDFDocumento50 pagineLiquidos en Culatas PDFJOSE ANDRES HUIDOBRO DIAZNessuna valutazione finora
- Laboratorio-06-PCS7 - Sist Contr Distr DCS - Problemas PropuestosDocumento18 pagineLaboratorio-06-PCS7 - Sist Contr Distr DCS - Problemas PropuestosCarlos Eduardo Vásquez BolañosNessuna valutazione finora
- Actividad Grupal U1 Estadistica DescriptivaDocumento11 pagineActividad Grupal U1 Estadistica DescriptivaStephanie Herrera PerdomoNessuna valutazione finora
- Practica 4 - Condicionantes MIENTRASDocumento1 paginaPractica 4 - Condicionantes MIENTRASMARCELO MIGUEL NINAYA SALAZARNessuna valutazione finora
- Sspc-Pa2 2015Documento13 pagineSspc-Pa2 2015OscarNessuna valutazione finora
- Visual Basic .Net y ASP .NET Manual LengDocumento273 pagineVisual Basic .Net y ASP .NET Manual LengMateo Ronaldo Cornejo EspinozaNessuna valutazione finora
- 1 - Variables (Java)Documento7 pagine1 - Variables (Java)jorgegarciaxyNessuna valutazione finora
- Edpb Guidelines 201903 Video Devices EsDocumento37 pagineEdpb Guidelines 201903 Video Devices EsErika Denise Mendez RiosNessuna valutazione finora
- Ilovepdf MergedDocumento37 pagineIlovepdf MergedYOSELIN LOPEZ GODOYNessuna valutazione finora
- Diagnóstico situacional y recolección de informaciónDocumento2 pagineDiagnóstico situacional y recolección de informaciónJesus RodríguezNessuna valutazione finora
- Sociologia Del Trabajao - El Capitalismo en La Era Del BigDataDocumento1 paginaSociologia Del Trabajao - El Capitalismo en La Era Del BigDataFrederick Díaz MejíaNessuna valutazione finora
- Unidad IV - Circuitos SecuencialesDocumento30 pagineUnidad IV - Circuitos SecuencialesGerardo TelloNessuna valutazione finora
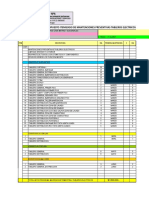
- Planilla Mantenciones Preventivas Tableros Electricos Europcar SantiagoDocumento2 paginePlanilla Mantenciones Preventivas Tableros Electricos Europcar Santiagoskate dancerNessuna valutazione finora
- Ondas de ElliotDocumento3 pagineOndas de Elliotcarla vNessuna valutazione finora
- RDT principios transferencia datos fiableDocumento36 pagineRDT principios transferencia datos fiableCARLOS ANTONIO CALVO ARTEAGANessuna valutazione finora
- Elección Del Disco DuroDocumento2 pagineElección Del Disco DuroCompu LoyolaNessuna valutazione finora
- XetmaDocumento16 pagineXetmaHugo Eduardo Ipiales MesaNessuna valutazione finora
- (2022-A) Solidificacion, Ejercicios Modelo - Practica 9 2.2Documento7 pagine(2022-A) Solidificacion, Ejercicios Modelo - Practica 9 2.2LILIANA KAREN IDME RAMOS100% (1)
- Estrategia Concepto de Redes Oct15Documento28 pagineEstrategia Concepto de Redes Oct15Luz FnaNessuna valutazione finora
- Temario Diseño TablerosDocumento6 pagineTemario Diseño TablerosBicho RodríguezNessuna valutazione finora
- Silabo EticaProfesionalDocumento7 pagineSilabo EticaProfesionalJean Pierre AgurtoNessuna valutazione finora
- 3M - Como Hacer Una InfografíaDocumento12 pagine3M - Como Hacer Una InfografíaClauNessuna valutazione finora
- Informe Ssoma Semana 05 - ShouxinDocumento6 pagineInforme Ssoma Semana 05 - ShouxinLubeskey Yaroslav Sullon RumicheNessuna valutazione finora